一种曲轴飞轮定位销孔角度快检工具的制作方法
1.本实用新型涉及一种检测工具,具体地说,是涉及一种曲轴飞轮定位销孔角度快检工具。
背景技术:
2.曲轴主要功用是承受连杆传来的力,并由此产生绕自身轴线的旋转力矩,该力矩通过飞轮对外输出:另外,曲轴还用来驱动发动机的配气机构和发电机、水泵、转向油泵、空气压缩机等附件。
3.曲轴飞轮定位销孔角度一般为
±
15
°
。传统的打表方式需准备一块平板、一套v型块、一个高度尺、一只百分表,检具不便于携带,检查步骤复杂具体检测打表步骤如下:
4.(1)用千分尺测量ⅰ、
ⅴ
主轴颈及ⅰ连杆颈直径分别为d1、d5、d。
5.(2)将打表塞规塞入需要检查的孔中;将曲轴ⅰ、
ⅴ
主轴颈置于v型支承块上并与轴心线调平。a1=a2为调平中心高,否则调整图5中的螺杆,直至调平。
6.(3)旋转曲轴,将百分表推至ⅰ主轴颈最高点,然后按[(d1+d5)/2-d]/2下压百分表。找到1连杆颈的最高点,旋转曲轴使1连杆颈和ⅰ、
ⅴ
主轴颈所构成的平面与平板平行。
[0007]
(4)在1连杆颈最高点按h[h=d/2-(r*sinα+ф/2)]下压百分表。并将百分表移至销孔塞规最高点,记录两处百分表读数差a。注:r为销孔中心距、α为销孔夹角、ф为销孔直径。
[0008]
(5)判定:a≤r*sinβ。
[0009]
由此,可以看出检查时间长,检查1件产品大约需1分钟左右。检查后需计算后才能判定是否合格,对检验员技能要求较高。
技术实现要素:
[0010]
本实用新型的目的在于提供一种曲轴飞轮定位销孔角度快检工具,主要解决现有检测工具不便于携带,检查时间长,对检验员技能要求较高的问题。
[0011]
为实现上述目的,本实用新型采用的技术方案如下:
[0012]
一种曲轴飞轮定位销孔角度快检工具,包括检具基板,以及设置于检具基板上三块定位板;三块所述定位板用于分别贴在曲轴的两个主轴颈及连杆颈的外圆上,并由三个贴合点确定检具基板的平面;所述检具基板的侧面垂直连接有定位槽板,所述定位槽板上开设有基准孔槽。
[0013]
进一步地,在本实用新型中,所述检具基板、定位板、定位槽板一体成型。
[0014]
进一步地,在本实用新型中,所述检具基板、定位板、定位槽板由铝合金制成。
[0015]
与现有技术相比,本实用新型具有以下有益效果:
[0016]
(1)本实用新型的快速检具直接贴在曲轴的主轴颈及连杆颈外圆,采用三点定一个平面的原理,使整个的检具基面确定,再根据计算的销孔理论位置及合理的公差要求在右侧开槽,销孔内插入销子,将检具基准平面沿轴颈表面滑动,销子能插入槽内为合格。检
测时无需平板、v型块、高度尺、百分表等检具,简化检查步骤,直接设计快速检具贴在产品上检查。
[0017]
(2)本实用新型的快速检具很小巧,便于携带及使用,能够快速检具检查产品,每件需检测时间10s左右;并且直接由检具判断是否合格,无需检验员计算,对检验员技能要求不高。
附图说明
[0018]
图1为本实用新型的正面结构示意图。
[0019]
图2为本实用新型的左视结构示意图。
[0020]
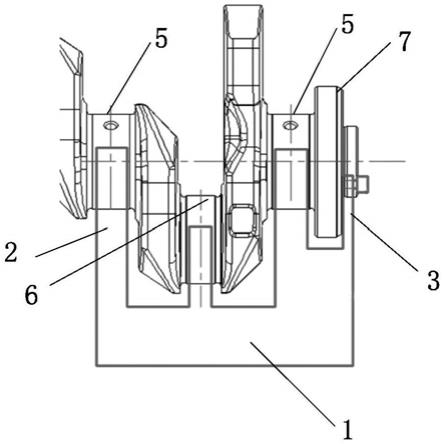
图3为本实用新型的实用状态结构示意图。
[0021]
图4为本实用新型-实施例中基准孔槽公差计算图解。
[0022]
图5为本实用新型-实施例中基准孔槽公差计算另一图解。
[0023]
其中,附图标记对应的名称为:
[0024]
1-检具基板,2-定位板,3-定位槽板,4-基准孔槽,5-主轴颈,6-连杆颈,7-飞轮。
具体实施方式
[0025]
下面结合附图说明和实施例对本实用新型作进一步说明,本实用新型的方式包括但不仅限于以下实施例。
[0026]
实施例
[0027]
如图1~3所示,本实用新型公开的一种曲轴飞轮定位销孔角度快检工具,包括检具基板1,以及设置于检具基板上三块定位板2;三块所述定位板2用于分别贴在曲轴的两个主轴颈及连杆颈的外圆上,并由三个贴合点确定检具基板1的平面;所述检具基板1的侧面垂直连接有定位槽板3,所述定位槽板3上开设有基准孔槽4。其中,所述检具基板1、定位板2、定位槽板3一体成型,且由铝合金制成。
[0028]
使用时,检具必须与销孔中心距专用检具配合使用,快速检具直接贴在两个主轴颈5及连杆颈6外圆,采用三点定一个平面的原理,使整个的检具基面确定,再根据计算的销孔理论位置及合理的公差要求在右侧开槽,销孔内插入销子,将检具基准平面沿轴颈表面滑动,销子能插入槽内为合格。
[0029]
其中,由于成品主轴颈直径大小一致,且直径公差和跳动值均很小,可忽略不计,在左视图中将基面简化为一条直线。见图4:o1为主轴颈圆心,o2为连杆颈颈圆心,p点为销孔理论位置圆心,a点为检具平面与主轴颈相切点,b点为检具与连杆颈相切点,e点为主轴颈水平中心线延长与ab相交点,o1o2为连杆颈中心距h=39.4,o1a为主轴颈半径r=24,o2b为连杆颈半径r=22;∠eo1p为销孔理论角度α=60
°
,o1p为销孔理论中心距h=30。过p点作ab平行线,且与o1a延长线相交于c点。
[0030]
首先,作辅助线o2d与o1a垂直相交于d点;
[0031]
∵四边形abo2d为矩形,
[0032]
∴ad=o2b,o1d=r-r=2;
[0033]
在
△
o1o2d中,sin∠o
1 o2d=o1d/o1o2=2/39.4,
[0034]
则∠o
1 o2d≈2.91
°
;
[0035]
∵
△
o1o2d与
△
o1ae有两条边互相垂直;
[0036]
∴
△
o1o2d与
△
o1ae为相似
△
;
[0037]
则∠ao
1 e=∠o
1 o2d=2.91
°
;
[0038]
∠co1p=60-2.91=57.09
°
;
[0039]
cos∠co1p=o1c/o1p;
[0040]
则o1c=30
×
cos57.09
°
≈16.3
[0041]
由此,求得基准孔槽中心平面与检具基面的距离ac=o1a-o1c=24-16.3=7.7。
[0042]
见图5,销孔角度
±
0.25
°
在销孔半径切线上公差带为ef,过e、f点按上解与o1o2倾斜
[0043]
2.91
°
角度作两条平行线为基准孔槽宽公差带t,
[0044]
过f点作其中一条平行线的垂线fg,,则fg=t,
[0045]
∵ef为销孔角度
±
0.25
°
对应的弦长
[0046]
∴ef=2hsin0.5
°
=2*30*sin0.5
°
≈0.52
[0047]
见上图∠efg=∠o
1 pc=∠o
2 o1p+∠o
1 o2d=30
°
+2.91
°
=32.91
°
[0048]
∵gf=ef*cos∠efg=0.52*cos32.91
°
≈0.44
[0049]
∴基准孔槽宽理论公差t≈0.44。
[0050]
根据基准孔槽中心平面与检具基面的距例及检具槽宽理论公差便确定了基准孔槽的开设大小与位置,从而能够准确的对飞轮7定位销孔进行检测。
[0051]
通过上述设计,本实用新型的快速检具很小巧,便于携带及使用,能够快速检具检查产品,每件需检测时间10s左右;并且直接由检具判断是否合格,无需检验员计算,对检验员技能要求不高。因此,与现有技术相比,本实用新型具有实质性的特点和进步。
[0052]
上述实施例仅为本实用新型的优选实施方式之一,不应当用于限制本实用新型的保护范围,但凡在本实用新型的主体设计思想和精神上作出的毫无实质意义的改动或润色,其所解决的技术问题仍然与本实用新型一致的,均应当包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1