一种夹具定位销检测机构的制作方法
:
1.本实用新型涉及夹具产品技术领域,特指一种夹具定位销检测机构。
背景技术:
2.夹具是机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。
3.定位销作为参与限制自由度的零件在夹具生产线内使用十分普遍,包括焊接夹具、冲压夹具、注塑夹具、检测夹具等等,目前的定位销结构一般都是包括定位销座以及固定安装于定位销座上的定位销,且该定位销上端凸出于定位销座外,以用于与工件接触来定位工件。由于该定位销不可移动,以致使该定位销上端与工件接触的方式为硬接触,而在实际使用过程中,难以判断该定位销是否顶到位,现有的方式都是通过工作人员肉眼去判断,其准确度不高,并且劳动强度大,效率低,不利于提高生产力。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种夹具定位销检测机构。
6.为了解决上述技术问题,本实用新型采用了下述技术方案:该夹具定位销检测机构包括底座、安装于该底座上的销座以及穿设于该销座的纵向滑孔内并可上下滑动的定位销和设置于该定位销下端与销座之间的弹簧,该销座与定位销之间还设置有用于限定定位销上下滑动行程的限位结构,所述底座设置有与纵向滑孔连通的气孔,该气孔连接有气压开关;所述销座延其外侧面向内开设有贯通纵向滑孔的气检孔,且该定位销在弹簧的弹力作用下伸出于销座上端外,此时该气检孔连通纵向滑孔,且当定位销受力下压后,该定位销的外壁堵住该气检孔,使气检孔与纵向滑孔隔绝。
7.进一步而言,上述技术方案中,所述限位结构包括有设置于该定位销外壁并呈纵向分布的行程限位滑槽和螺旋设置于该销座外侧并伸入该行程限位滑槽内的限位螺丝。
8.进一步而言,上述技术方案中,所述行程限位滑槽呈条形,且其宽度与所述限位螺丝端部的直径相当。
9.进一步而言,上述技术方案中,所述销座外侧还设置有气管槽,该气管槽连通该气检孔,且该气管槽的尺寸大于该气检孔。
10.进一步而言,上述技术方案中,所述底座与销座外侧通过连接块配合螺丝锁固。
11.进一步而言,上述技术方案中,所述销座上端外侧设置有让位槽。
12.进一步而言,上述技术方案中,所述底座下端两侧均成型有向外凸出的凸缘,该凸缘设置纵向分布的安装孔。
13.进一步而言,上述技术方案中,所述气孔的尺寸小于纵向滑孔的尺寸,弹簧下端抵靠于气孔上端开口外围。
14.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:由于该
定位销在弹簧的弹力作用下伸出于销座上端外,并且定位销还可在销座内上下滑动,以致使该定位销上端与工件接触的方式为弹性接触,其不仅能够更好的保护工件,防止工件损伤,还可更好顶住工件,达到稳定定位的功效,并且该定位销在弹簧的弹力作用下伸出于销座上端外,此时该气检孔连通纵向滑孔,气压开关检测到有气压,则控制加工装置停止工作;当定位销与工件接触并受力下压后,该定位销的外壁堵住该气检孔,使气检孔与纵向滑孔隔绝,此时气压开关检测到没有气压,则控制加工装置开始工作,此方式能够精准确定定位销是否顶到位,其劳动强度低,并且效率高,保证加工装置稳定对工件进行加工,利于提高生产力。
附图说明:
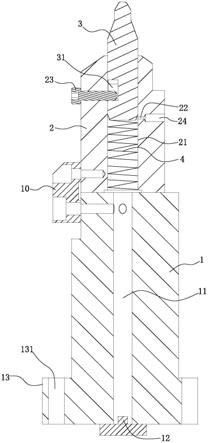
15.图1是本实用新型的立体图;
16.图2是本实用新型另一视角的立体图;
17.图3是本实用新型的俯视图;
18.图4是图3中a-a向的剖视图。
具体实施方式:
19.下面结合具体实施例和附图对本实用新型进一步说明。
20.见图1-4所示,为一种夹具定位销检测机构,其包括底座1、销座2、定位销3和弹簧4。
21.所述销座2固定安装于该底座1上,且销座2设置有纵向分布的纵向滑孔21,所述定位销3穿设于该销座2的纵向滑孔21内并可上下滑动,所述弹簧4设置于该定位销3下端与销座2之间,且该定位销3在弹簧4的弹力作用下伸出于销座2上端外,其中,为防止定位销3在纵向滑孔21内向上伸出并脱离纵向滑孔21,于该销座2与定位销3之间还设置有用于限定定位销3上下滑动行程的限位结构,且该限位结构还能防止定位销3在纵向滑孔21内转动,使定位销3仅仅可以在纵向滑孔21内上下滑动。
22.所述底座1设置有与纵向滑孔21连通的气孔11,该气孔11连接有气压开关12;所述销座2延其外侧面向内开设有贯通纵向滑孔21的气检孔22,且该定位销3在弹簧4的弹力作用下伸出于销座2上端外,此时该气检孔22连通纵向滑孔21,且当定位销3受力下压后,该定位销3的外壁堵住该气检孔22,使气检孔22与纵向滑孔21隔绝。由于该定位销3在弹簧4的弹力作用下伸出于销座2上端外,并且定位销3还可在销座2内上下滑动,以致使该定位销3上端与工件接触的方式为弹性接触,其不仅能够更好的保护工件,防止工件损伤,还可更好顶住工件,达到稳定定位的功效,并且该定位销3在弹簧4的弹力作用下伸出于销座2上端外,此时该气检孔22连通纵向滑孔21,气压开关12检测到有气压,则控制加工装置停止工作;当定位销3与工件接触并受力下压后,该定位销3的外壁堵住该气检孔22,使气检孔22与纵向滑孔21隔绝,此时气压开关12检测到没有气压,则控制加工装置开始工作,此方式能够精准确定定位销是否顶到位,其劳动强度低,并且效率高,保证加工装置稳定对工件进行加工,利于提高生产力。
23.所述限位结构包括有设置于该定位销3外壁并呈纵向分布的行程限位滑槽31和螺旋设置于该销座2外侧并伸入该行程限位滑槽31内的限位螺丝23,该限位螺丝23相对行程
限位滑槽31进行滑动,以此限定定位销3上下移动的行程。
24.所述行程限位滑槽31呈条形,且其宽度与所述限位螺丝23端部的直径相当,以此可防止该定位销3出现转动的现象,保证定位销3的定位质量。
25.所述销座2外侧还设置有气管槽24,该气管槽24连通该气检孔22,且该气管槽24的尺寸大于该气检孔22,该气管槽24用于供气管或气管接头安装,以此稳定实现充气。
26.所述底座1与销座2外侧通过连接块10配合螺丝锁固。所述销座2上端外侧设置有让位槽25。所述底座1下端两侧均成型有向外凸出的凸缘13,该凸缘13设置纵向分布的安装孔131,通过螺丝穿过该安装孔131螺旋安装于机座上,以致本实用新型能够稳定安装于机座上,其装配起来更加方便,且结构更加简单。
27.所述气孔11的尺寸小于纵向滑孔21的尺寸,弹簧4下端抵靠于气孔11上端开口外围,其装配结构更加稳定。
28.综上所述,由于该定位销3在弹簧4的弹力作用下伸出于销座2上端外,并且定位销3还可在销座2内上下滑动,以致使该定位销3上端与工件接触的方式为弹性接触,其不仅能够更好的保护工件,防止工件损伤,还可更好顶住工件,达到稳定定位的功效,并且该定位销3在弹簧4的弹力作用下伸出于销座2上端外,此时该气检孔22连通纵向滑孔21,气压开关12检测到有气压,则控制加工装置停止工作;当定位销3与工件接触并受力下压后,该定位销3的外壁堵住该气检孔22,使气检孔22与纵向滑孔21隔绝,此时气压开关12检测到没有气压,则控制加工装置开始工作,此方式能够精准确定定位销是否顶到位,其劳动强度低,并且效率高,保证加工装置稳定对工件进行加工,利于提高生产力。
29.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1