一种大尺寸高精度环状T型结构精密检测装置及方法与流程
一种大尺寸高精度环状t型结构精密检测装置及方法
技术领域
1.本发明涉及船舶建造领域的环状t型结构检测装置及方法,具体说是一种大尺寸高精度环状t型结构精密检测装置及方法。
背景技术:
2.目前,对于船舶结构建造时所使用的大尺寸环状t型结构件的精度要求非常高,加工完成后的环状t型结构需要经过检测得到的参数符合标准后,才可以用于结构建造。
3.但是,现有的环状t型结构在加工完成后进入到检测工序时,首先需要经过多次吊运、翻身、调整等多道工序才能转运到检测平台,然后再采用样板、尺子等工具依靠人工对直径、垂直度等多种结构件参数进行测量。
4.上述传统的检测方法具有如下问题,在对大尺寸高精度环状t型结构进行吊运及翻身的过程中,由于吊装时结构件受力不均容易造成其结构变形,破坏结构件尺寸等参数的精度,变形严重时需要返工,影响船舶的建造效率,且人工测量不仅效率慢,工期长,而且精度无法保障,极其容易出现误差。以上问题尚未得到有效解决。
技术实现要素:
5.为了能够解决大尺寸高精度环状t型结构精密检测时,环状t型构件易变型、检测效率低、检验精度差的技术问题,本发明提出了一种大尺寸高精度环状t型结构精密检测装置及方法,通过在立车的刀头上装配检测装置,并通过检测装置上的3d相机采集大尺寸高精度环状t型结构的图像并实时回传至检测系统,通过检测系统识别出环状t型结构的检测参数再与标准参数做比对,解决大尺寸高精度环状t型结构精密检测的技术问题。
6.本发明解决技术问题所采用的方案是:一种大尺寸高精度环状t型结构精密检测方法,包括利用线激光方法来进行环状t型结构尺寸及工艺参数的精密检测;a、对大尺寸高精度环状t型结构限位做十六等分;将加工完成后的大尺寸高精度环状t型结构以平放的方式装夹在转台上,并在所述转台外端用夹具将其限位固定,将其做十六等分,等分点均位于两夹具中间部位,并用样冲做冲眼标记;b、拆除夹具,撤除大尺寸高精度环状t型结构受到的挤压应力;撤除夹具工装,使所述大尺寸高精度环状t型结构处于自由状态下测量,不得有强制挤压应力;c、清除大尺寸高精度环状t型结构表面污垢;检查大尺寸高精度环状t型结构表面清洁度,清除油污、氧化皮等杂物,避免影响测量精度;d、装配检测装置并连通检测系统,所述检测装置包括支架和三台3d相机;e、调整检测装置;
调整支架长度,三台相机分别位于大尺寸高精度环状t型结构腹板上表面、平行位置及腹板下表面;f、大尺寸高精度环状t型结构摆放位置校准;大尺寸高精度环状t型结构摆放位置校准:用3d相机发射的线激光标定转台圆心与标定杆的距离;g、再次调整检测装置;h、将大尺寸高精度环状t型结构三维模型导入检测系统并将三维模型进行16等分,在检测系统中对检测参数进行设置;i、检测系统对数据进行采集;数据采集:选择大尺寸高精度环状t型结构三维模型上的任一等分点,同时在大尺寸高精度环状t型结构上标记,启动立车,所述立车控制转台旋转一周,旋转开始时检测系统开始记录测量数据;j、检测系统输出参数数据,得到检测后的参数数据;k、对测得的参数与标准对比进行合格判定;所述大尺寸高精度环状t型结构通过检测得到的参数与标准尺寸参数的误差不大于0.1mm环状t型结构构件判定合格。
7.为了进一步解决本发明所提出的技术问题,本发明方法d中,检测装置由三个3d相机设置在支架上,并通过螺钉连接组装以便于对3d相机的角度及位置进行调整,再将所述检测装置安装到刀头位置,所述支架可与刀头相对移动,其中3d相机均与电源线连接并与检测系统连通,用于采集3d图像。
8.进一步的,所述方法g中的调整检测装置为调整3d相机位置,使得上、下二台3d相机的激光覆盖大尺寸高精度环状t型结构面板的上下位置,中间一台3d相机的激光线和大尺寸高精度环状t型结构腹板水平。
9.进一步的,所述方法h中的设置的检测参数为大尺寸高精度环状t型结构的型号及坡口类型。
10.进一步的,所述方法j中的参数数据为十六等分点的面板宽度、腹板高度、面板与腹板垂直度、腹板对面板中心偏差、腹板波纹度、腹板直径、坡口值、坡口角度、焊缝高度、焊缝宽度一系列参数。
11.适用于上述方法的检测装置,包括立车,所述立车水平设置有横梁,所述横梁上垂直设有刀头,所述刀头的一侧装配有检测装置;所述横梁下端设有圆型转台,所述转台设有以转台圆心为基点向四周射散的承托梁,所述承托梁用于承托大尺寸高精度环状t型结构,所述承托梁末端均活动安装有夹具;所述夹具用于夹装大尺寸高精度环状t型结构对其进行限位;所述承托梁上垂直设有标定杆,所述标定杆用于与检测装置相配合来校对环状t型结构的摆放位置。
12.进一步的,所述检测装置包括支架及3d相机;所述支架活动装配在刀头上能够与刀头做相互的竖直运动,所述三台3d相机通过螺钉依次从上到下安装在支架上,通过旋转调节螺钉能够调节3d相机的位置及角度;所述3d相机与电源线连接并与检测系统连通,用于采集3d图像回传至检测系统。
13.进一步的,所述夹具的活动安装为可拆卸安装。
14.进一步的,所述支架可通过伸缩调节长度。
15.积极效果:本发明通过检测装置上的3d相机采集实时3d图像并回传至检测系统,在检测系统中构建环状t型结构的3d模型,通过计算模型参数来达到大尺寸高精度环状t型结构精密检测的效果,避免了对环状t型结构多次吊运、翻身、调整导致的结构变形,影响检测数据,与人工测量相比,检测系统通过计算机计算分析得到的环状t型结构参数更为精准,取得精准检测的效果。适宜作为一种大尺寸高精度环状t型结构精密检测装置及方法应用。
附图说明
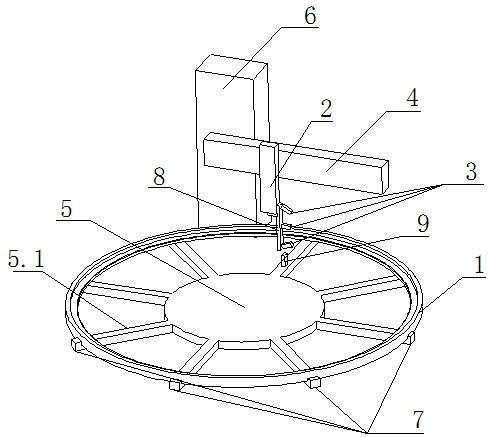
16.图1为本发明工作状态示意图。
17.1.大尺寸高精度环状t型结构,2.刀头,3.3d相机,4.横梁,5.转台,5.1.承托梁,6.立车,7.夹具,8.支架,9.标定杆。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.如图所述,一种大尺寸高精度环状t型结构精密检测方法,包括利用线激光方法来进行环状t型结构尺寸及工艺参数的精密检测;a、对大尺寸高精度环状t型结构1限位做十六等分;将加工完成后的大尺寸高精度环状t型结构1以平放的方式装夹在转台5上,并在所述转台5外端用夹具7将其限位固定,将其做十六等分,等分点均位于两夹具7中间部位,并用样冲做冲眼标记;b、拆除夹具7,撤除大尺寸高精度环状t型结构1受到的挤压应力;撤除夹具7工装,使所述大尺寸高精度环状t型结构1处于自由状态下测量,不得有强制挤压应力;c、清除大尺寸高精度环状t型结构1表面污垢;检查大尺寸高精度环状t型结构1表面清洁度,清除油污、氧化皮等杂物,避免影响测量精度;d、装配检测装置并连通检测系统,所述检测装置包括支架8及三台3d相机3;三台3d相机3由上到下依次设置在支架8上,并通过螺钉连接组装以便于对3d相机3的角度及位置进行调整,再将所述检测装置安装到刀头2位置,所述支架8可与刀头2相对移动,其中3d相机3均与电源线连接并与检测系统连通,用于采集3d图像。
20.e、调整检测装置;调整支架8长度,三台3d相机3分别位于大尺寸高精度环状t型结构1腹板上表面、
平行位置及腹板下表面;f、大尺寸高精度环状t型结构1摆放位置校准;大尺寸高精度环状t型结构摆放位置校准:用3d相机3的发射的线激光标定转台5圆心与标定杆9的距离;g、再次调整检测装置;调整3d相机3位置,使得上下二台3d相机3的激光覆盖大尺寸高精度环状t型结构1面板的上下位置,中间一台3d相机3的激光线和大尺寸高精度环状t型结构1腹板水平;h、将大尺寸高精度环状t型结构1三维模型导入检测系统并将三维模型进行十六等分,在检测系统中对检测参数进行设置;所述检测参数为大尺寸高精度环状t型结构1的型号及坡口类型;i、检测系统对数据进行采集;数据采集:选择大尺寸高精度环状t型结构1三维模型上的任一等分点,同时在大尺寸高精度环状t型结构1上标记,启动立车6,所述立车6控制转台5旋转一周,旋转开始时检测系统开始记录测量数据;j、检测系统输出参数数据,得到检测后的参数数据;检测系统输出十六等分点的面板宽度、腹板高度、面板与腹板垂直度、腹板对面板中心偏差、腹板波纹度、腹板直径、坡口值、坡口角度、焊缝高度、焊缝宽度一系列参数;k、对测得的参数与标准对比进行合格判定;所述大尺寸高精度环状t型结构1通过检测得到的参数与标准尺寸参数的误差不大于0.1mm环状t型结构构件判定合格。
21.适用于上述方法的检测大尺寸环状t型结构精度的装置,包括立车6,所述立车6水平设置有横梁4,所述横梁4上垂直设有刀头2所述刀头2的一侧装配有检测装置;所述横梁4下端设有圆型转台5,所述转台5设有以转台5圆心为基点向四周射散的承托梁5.1,所述承托梁5.1用于承托大尺寸高精度环状t型结构1,所述承托梁5.1末端均活动安装有夹具7,所述夹具7的活动安装为可拆卸安装;所述夹具7用于夹装大尺寸高精度环状t型结构1对其进行限位;所述承托梁5.1上垂直设有标定杆9,所述标定杆9用于与检测装置相配合来校对大尺寸高精度环状t型结构1的摆放位置。
22.所述检测装置包括支架8及3d相机3;所述支架8可通过伸缩调节长度,所述支架8活动装配在刀头2上能够与刀头2做相互的竖直运动,所述三台3d相机3通过螺钉依次从上到下安装在支架8上,通过旋转调节螺钉可以调节3d相机3的位置及角度;所述3d相机3与电源线连接并与检测系统连通,用于采集3d图像回传至检测系统。
23.特点:本发明的方法及装置通过使用3d相机实时采集环状t型结构的图像,启动立车控制转台旋转一周,采集环型结构图像,并回传至检测系统构建3d模型,通过对3d模型参数的计算分析对环状t型结构完成检测,与传统方法相比本发明对于参数的测量十分精准,测量方法简单高效,环状t型结构无需多次吊装。
24.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,
凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1