载板玻璃的测试装置的制作方法
1.本发明涉及玻璃测试领域,具体地涉及一种载板玻璃的测试装置。
背景技术:
2.oled载板玻璃是一种新型的耐高温玻璃,可满足柔性oled面板、刚性oled面板以及其他tft面板的工艺要求,应用较广,对载板玻璃的品质要求也更高,相应的测试效率也随之提升。
3.oled载板玻璃的测试包括三点测试和四点测试,即通过具有三个压点或四个压点的压杆来压碎玻璃,测量并记录压碎玻璃的瞬间的压力值。进行三点测试和四点测试时,需要使用两套不同的压杆装置,需要来回切换装置,降低了操作效率。
技术实现要素:
4.本发明的目的是提供一种载板玻璃的测试装置,以解决需要使用具有不同数量的压点的压杆来测试玻璃时需要更换装置、操作不方便的问题。
5.为了实现上述目的,本发明一方面提供一种载板玻璃的测试装置,其中,所述测试装置包括压杆系统,所述压杆系统包括基座和设置在所述基座上的第一压杆和第二压杆,所述第一压杆和所述第二压杆具有不同数量的压点,所述第一压杆能够相对于所述基座在第一位置和第二位置之间移动,在所述第一位置,所述第一压杆的下端压点低于所述第二压杆,在所述第二位置,所述第二压杆的下端压点低于所述第一压杆。
6.可选择的,所述第一压杆的上端围绕水平轴线可转动地连接于所述基座。
7.可选择的,在所述第一位置,所述第一压杆竖直向下延伸,在所述第二位置,所述第一压杆水平延伸,所述基座上设置有止挡所述第一压杆处于所述第一位置的限位件。
8.可选择的,所述压杆系统包括能够相对于所述基座沿所述第一压杆和所述第二压板的排列方向移动的多个第一滑台,所述第一压杆设置在所述第一滑台上。
9.可选择的,所述基座上设置有沿所述第一压杆和所述第二压板的排列方向延伸的刻度尺,所述第一压杆上设置有指示箭头。
10.可选择的,所述测试装置包括位于所述压杆系统下侧的支撑系统,所述支撑系统包括支撑座和从所述支撑座向上延伸的多个支撑杆。
11.可选择的,所述支撑系统包括沿所述支撑杆的排列方向可滑动地设置在所述支撑座上的多个第二滑台,所述支撑杆设置在所述第二滑台上。
12.可选择的,所述支撑座上设置有沿所述支撑杆的排列方向的刻度尺,所述支撑杆上设置有指示箭头。
13.可选择的,所述第一压杆的压点的排列方向和所述第二压杆的压点的排列方向横向于所述第一压杆和所述第二压杆的排列方向。
14.可选择的,所述第一压杆和所述第二压杆中的一者为三点压杆,另一者为四点压杆。
15.通过上述技术方案,根据第一压杆处于不同位置,可以采用不同类型的压杆来压碎玻璃,实现对玻璃的不同性能测试,并不需要更换压杆装置,操作简单方便,提高了效率。
附图说明
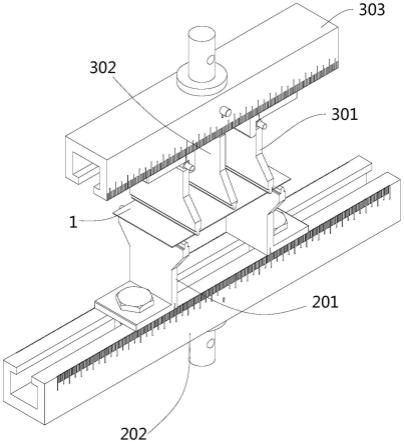
16.图1是本发明实施方式所述的载板玻璃的测试装置的立体图;
17.图2是本发明实施方式所述的载板玻璃的测试装置的主视图;
18.图3是本发明实施方式所述的载板玻璃的测试装置的侧视图。
19.附图标记说明
20.1-载板玻璃,2-支撑系统,3-压杆系统,201-支撑杆,202-支撑座,203-第二滑台,204-第二螺栓,205-第二螺母,301-第一压杆,302-第二压杆,303-基座,304-第一滑台,305-第一螺栓,306-第一螺母,307-限位件,308-铰接轴。
具体实施方式
21.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
22.在本方案中,所使用的术语“上、下”是指测试装置在使用状态下的相对位置关系,但这不应当理解为对本方案的特别限定。
23.本发明提供了一种载板玻璃的测试装置,其中,如图1-图3所示,所述测试装置包括压杆系统3,所述压杆系统3包括基座303和设置在所述基座303上的第一压杆301和第二压杆302,所述第一压杆301和所述第二压杆302具有不同数量的压点,所述第一压杆301能够相对于所述基座303在第一位置和第二位置之间移动,在所述第一位置,所述第一压杆301的下端压点低于所述第二压杆302,在所述第二位置,所述第二压杆302的下端压点低于所述第一压杆301。
24.压杆系统3包括两种不同类型的压杆,这两种压杆具有不同数量的压点,使用不同的压杆压紧玻璃时,由于压点数量不同,可以测得不同的性能。
25.第一压杆301的下端设置有多个压点,第二压杆302的下端设置有多个压点,其中,第一压杆301可以相对于基座303移动,以使得第一压杆301上的压点低于第二压杆302,特别是低于第二压杆302的压点,当压杆系统3向下移动时,第一压杆301上的压点可以先于第二压杆302与载板玻璃1接触,完成压力测试;类似的,第一压杆301也可以移动到使得第二压杆302的下端压点低于第一压杆301,特别是低于第一压杆301的压点,当压杆系统3向下移动时,第二压杆302上的压点可以等于第一压杆301与载板玻璃1接触,完成压力测试。
26.关于压杆,其大致形成为板状,在测试状态下,其从上向下延伸,其下边缘上设置有多个压点。另外,压杆在压点附近可以设置压力传感器,以实时测量压力,特别是压点作用于载板玻璃时的压力。
27.通过第一压杆301与基座303的相对移动,可以使得不同的压杆用于压向待测试的载板玻璃,从而可以使用一套压杆系统来实现载板玻璃的不同测试,不需要更换具有不同类型压杆(压点数量不同)的测试装置,简化了操作,提升了测试效率。
28.可选择的,所述第一压杆301的上端围绕水平轴线可转动地连接于所述基座303。参考图2所示,第一压杆301的上端通过铰接轴308铰接于基座303,第一压杆301可以围绕水
平的铰接轴308转动,以改变其下端的高度,使得第一压杆301上的压点高于或低于第二压杆302上的压点,以选择性地将不同的压杆与载板玻璃接触。在其他实施方式中,第一压杆301也可以配置为沿上下方向移动,例如通过油缸、丝杠等来驱动其移动。
29.其中,在所述第一位置,所述第一压杆301竖直向下延伸,在所述第二位置,所述第一压杆301水平延伸,所述基座303上设置有止挡所述第一压杆301处于所述第一位置的限位件307。如图1-3所示,第一压杆301处于第一位置,其下端相对于第二压杆302的下端高度更低,因此,可以先于第二压杆302与载板玻璃1接触。另外,第一压杆301也可以围绕水平轴线旋转到水平延伸的状态,以使得第二压杆302的下端处于更低的高度,通过第二压杆302来压住载板玻璃1。限位件307位于第一压杆301的一侧,第一压杆301可以向另一侧转动,以到达第二位置,返回第一位置时,限位件307将第一压杆301止挡于竖直向下延伸的位置。
30.另外,所述压杆系统3包括能够相对于所述基座303沿所述第一压杆301和所述第二压板的排列方向移动的多个第一滑台304,所述第一压杆301设置在所述第一滑台304上。每个第一滑台304上设置有一个压杆,通过第一滑台304的滑动,可以调节压杆在排列方向上的距离和位置,从而调节压杆的压点对载板玻璃1的压紧位置。其中,如图3所示,基座303中形成有沿压杆的排列方向延伸的通道,其中设置有第一螺母306,第一螺母306仅可以在通道中滑动,但不能转动,第一滑台304大致形成为板状,第一螺栓305穿过第一滑台304并螺接于第一螺母306,第一螺栓305可以使得第一滑台304压紧在基座303上,当第一螺栓305拧松时,可以允许第一滑台304相对于基座303滑动,其中,通道具有沿压杆排列方向延伸的条形开口,以允许第一螺栓305穿过。
31.另外,所述基座303上设置有沿所述第一压杆301和所述第二压板的排列方向延伸的刻度尺,所述第一压杆301上设置有指示箭头。指示箭头可以与第一压杆301上的压点对齐,指示箭头所指向的刻度尺上的位置,即为压点所在的位置,从而可以根据刻度尺和指示箭头来调节压杆的位置。参考附图,基座303上设置有两个第一压杆301,两个第一压杆301之间的距离可以调节。附图中,第二压杆302并没有设置在第一滑台304上,但是,也可以将第二压杆302设置在第一滑台304上,以调节其在基座303上的相对位置。
32.此外,所述测试装置包括位于所述压杆系统3下侧的支撑系统2,所述支撑系统2包括支撑座202和从所述支撑座202向上延伸的多个支撑杆201。支撑系统2用于支撑载板玻璃1,具体的通过多个支撑杆201来支撑载板玻璃1,多个支撑杆201通过多个支撑点或支撑线来支撑载板玻璃1,以允许压杆在其他位置压向载板玻璃1,在载板玻璃1破碎瞬间通过压杆中的记录压力大小,完成测试。
33.其中,支撑杆201也可以大致形成为板状,其从支撑座202向上延伸,板件的厚度方向与压杆的厚度方向保持一致,其上端边缘可以支撑载板玻璃1。
34.另外,所述支撑系统2包括沿所述支撑杆201的排列方向可滑动地设置在所述支撑座202上的多个第二滑台203,所述支撑杆201设置在所述第二滑台203上。支撑座202上设置有至少两个第二滑台203,其排列方向对应于支撑杆201的厚度方向,第二滑台203的间距可以调节,以支撑不同尺寸的载板玻璃1。支撑杆201的排列方向与压杆的排列方向是相同的。如图3所示,支撑座202上形成有沿支撑杆201的排列方向的通道,其中容纳有第二螺母205,第二螺母205可以在其中滑动但不能转动,第二螺栓204穿过第二滑台203螺接于第二螺母205,从而可以将第二滑台203压紧在支撑座202上,当拧松第二螺栓204时,可以允许第二螺
母205以及第二滑台203相对于支撑座202移动,以调节支撑杆201的相对位置以及间距。
35.另外,所述支撑座202上设置有沿所述支撑杆201的排列方向的刻度尺,所述支撑杆201上设置有指示箭头。支撑杆201上的指示箭头大致对齐于支撑杆201上端的支撑位置,根据指示箭头在支撑座202的刻度尺上的指示位置,可以确定支撑杆201对载板玻璃1沿排列方向的支撑点位置,从而可以更精确地调节支撑杆201对载板玻璃1的多个支撑点的位置,特别是支撑点之间的间距。
36.其中,所述第一压杆301的压点的排列方向和所述第二压杆302的压点的排列方向横向于所述第一压杆301和所述第二压杆302的排列方向。压杆大致形成为板状,其厚度方向与压杆的排列方向相同,在压杆的下边缘上设置有多个压点,压点的排列方向与压杆的排列方向垂直。
37.其中,所述第一压杆301和所述第二压杆302中的一者为三点压杆,另一者为四点压杆。第一压杆301可以为三点压杆,即具有三个压点,第二压杆302为四点压杆,即具有四个压点。
38.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1