一种真空保温杯的保温性能检测方法与流程
1.本发明涉及真空保温杯,尤其是一种真空保温杯的保温性能检测方法。
背景技术:
2.为了确保真空保温杯的保温性能,保温杯在抽真空后以及后续的一些工序中都需要进行保温性能检测。目前使用的检测机一般都是采用热风为加热热源将产品内胆的内部加热,这种热风式检测机能耗损失大,不利于节能环保,且内部加热后,该内部的热量不易散发。另外,现有检测方式需要由人工抓取产品,利用手去感受保温杯外壳表面的温度变化来判断保温杯的保温性。这种方式,因每个人手感不同会导致产品判断良莠不齐,而且天气温度的变化,尤其是夏天,气温较高,误判会比较多。
技术实现要素:
3.本发明的目的是提供一种真空保温杯的保温性能检测方法,能够降低能耗,提高真空保温杯保温性能检测的准确率,并提升保温性能检测的自动化程度,提高检测效率。
4.为实现上述目的,本发明采用如下技术方案:一种真空保温杯之保温性能的检测方法,其特征在于包括如下步骤:步骤1:开启保温性能检测机,使设备进入待机状态;步骤2:转盘下的感应片穿过初始位置传感器,控制系统复位;步骤3:在放杯位置,将杯子口朝上放在设置于转盘上的夹具上,使杯底覆盖夹具中间的通孔;步骤4:主轴带动转盘旋转,当杯子到达起点位置,第一位置传感器检测到该工位有杯子时,启动第一温度传感器记录杯子内胆底部的初始温度a,同时启动夹具下面的加热灯源开始加热杯子底部,当检测到该工位没有杯子时,不启动第一温度传感器和加热灯源;步骤5:加热灯源持续加热,杯子随转盘转动一直到终点位置,第二位置检测传感器检测到该工位有杯子后,关闭加热灯源,同时启动第二温度传感器和第三温度传感器分别记录杯子内胆底部的终点温度b和杯子外壳底部的受热温度c;当检测到该工位没有杯子时,不启动第二温度传感器和第三温度传感器,且不响应关闭加热灯源;步骤6:控制系统判断受热温度c与初始温度a的差值d,当d大于初始温度a的30%时,系统判断加热组件正常工作,此时可以进行分析判断终点温度b与初始温度a的差值e与预设阈值k,当e不大于k时,判定杯子的保温性能合格,否则不合格。
5.上述k设为1.5摄氏度。在判断杯子不合格时,控制系统控制发声装置和发光装置发出声光信号。
6.当杯子到达取杯位置时,控制系统控制机械手抓取拿走杯子,同时启动第三位置检测传感器,当检测到杯子未取走时,转盘停止转动直到该工位的杯子被取走,或者在下一周期的检测过程中,该工位的杯子不启动加热和检测,直到检测到该工位取下杯子为止。
7.与现有技术相比本发明的有益效果是:
采用加热灯源为加热源,加热灯源发出的加热光线穿过夹具中间的通孔直接照射于口朝上放置在夹具上的杯子的底部,加热速度快,能耗低;自动开启和关闭加热灯源,进一步降低能耗;加热的部位为保温杯的外壳底部,在测温完成后,便于快速散热;控制系统的主机根据温差自动判断保温性能,避免人工误判。
8.进一步的有益效果是:设置参数k设为1.5摄氏度,能够在确保满足真空保温杯的保温性能的同时更加节省加热灯源的耗能。声光装置便于需要人工操作时识别不合格品。取杯位置设置第三位置检测传感器,避免重复检测,进一步节约能源。
附图说明
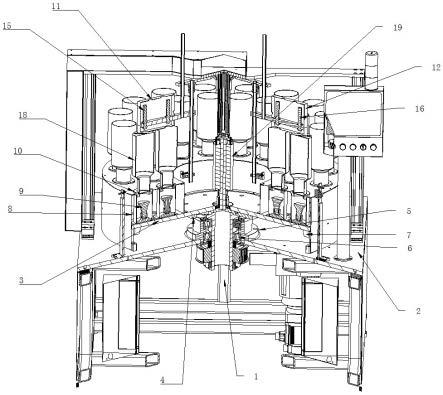
9.图1是本发明所使用的保温性能检测机的结构示意图;图2是图1的局部剖视图;图3是图1的俯视图;图4是图2中转盘下面感应片、初始位置传感器及支撑轮的安装结构示意图。
具体实施方式
10.为了使本发明的技术方案更加清晰,以下结合附图1至4,对本发明进行详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本发明,并不是为了限定本发明的保护范围。
11.本发明是一种真空保温杯之保温性能的检测方法,包括如下步骤:步骤1:开启保温性能检测机,使设备进入待机状态;步骤2:转盘3下的感应片21穿过初始位置传感器20,控制系统复位;步骤3:在放杯位置03,将杯子18口朝上放在设置于转盘3上的夹具10上,使杯底覆盖夹具10中间的通孔;步骤4:主轴1带动转盘3旋转,当杯子18到达起点位置01,第一位置传感器13检测到该工位有杯子18时,启动第一温度传感器15记录杯子内胆底部的初始温度a,同时启动夹具10下面的加热灯源9开始加热杯子底部,当检测到该工位没有杯子18时,不启动第一温度传感器15和加热灯源9;步骤5:加热灯源9持续加热,杯子18随转盘3转动一直到终点位置02,第二位置检测传感器14检测到该工位有杯子18后,关闭加热灯源9,同时启动第二温度传感器16和第三温度传感器17分别记录杯子内胆底部的终点温度b和杯子外壳底部的受热温度c;当检测到该工位没有杯子18时,不启动第二温度传感器16和第三温度传感器17,且不响应关闭加热灯源9;步骤6:控制系统判断受热温度c与初始温度a的差值d,当d大于初始温度a的30%时,系统判断加热组件正常工作,此时可以进行分析判断终点温度b与初始温度a的差值e与预设阈值k,当e不大于k时,判定杯子18的保温性能合格,否则不合格。
12.作为优选:k设为1.5摄氏度。在判断杯子不合格时,控制系统控制发声装置和发光装置发出声光信号,所述发声装置和发光装置设置在第二感应支架12上。当杯子18到达取杯位置04时,控制系统控制机械手抓取拿走杯子18,同时启动第三位置检测传感器22,当检测到杯子18未取走时,转盘3停止转动直到该工位的杯子18被取走,或者在下一周期的检测
过程中,该工位的杯子18不启动加热和检测,直到检测到该工位取下杯子18为止。
13.上述真空保温杯之保温性能检测方法所使用的保温性能检测机,包括由驱动机构带动的主轴1,设置在机架上的底板2,设置在底板2上方的转盘3,所述主轴1穿过底板2通过转盘法兰4与转盘3连接,转盘3上周向均布有多个灯罩8,每个灯罩8下部均设有加热灯源9,每个灯罩8的上端部均设有可拆卸的夹具10,夹具10中间设有通孔,以使加热灯源9发出的加热光线穿过通孔直接照射于口朝上放置在夹具10上的杯子18的底部,所述转盘3设有杯子18的起点位置01和终点位置02,杯子18经过预设的检测时间从起点位置01随转盘3转动至终点位置02,起点位置01上方设有安装有第一温度传感器15的第一感应支架11,终点位置02上方设有安装有第二温度传感器16的第二感应支架12,在起点位置01之杯子18的转盘3外侧设有第一位置检测传感器13,在终点位置02之杯子18的转盘3外侧设有第二位置检测传感器14,在终点位置02之杯子18底部高度的转盘3外侧设有第三温度传感器17。
14.作为优选,底板2上设有主轴支撑座5,在主轴支撑座5与主轴1之间设有轴承6。底板2与转盘3之间周向均布有至少三个支撑轮7。
15.主轴1上设有电滑环19,外接电源线通过电滑环19给转盘3上的加热灯源9供电。在底板2上安装有初始位置传感器20,在转盘3的底面安装有相应的感应片21,当感应片21穿过初始位置传感器20时,初始位置传感器20向检测主机发出首次检测到感应片21的信号,检测机主机在收到该信号后复位,系统刷新。所述加热灯源9为100w的卤素反射灯。
16.作为优选,转盘3的起点位置01前为放杯位置03,转盘3的终点位置02后为取杯位置04,取杯位置04的转盘3外侧设有第三位置检测传感器22。
17.作为优选,周向设置于转盘3上的夹具10为单排、或多排,当夹具10为多排时,所述第一温度传感器15、第二温度传感器16、第三温度传感器17、第一位置检测传感器13、第二位置检测传感器14、第三位置检测传感器22的数量相应增加。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1