一种3D手机玻璃盖板的缺陷自动检测装置
一种3d手机玻璃盖板的缺陷自动检测装置
技术领域
1.本发明涉及手机加工缺陷检测技术,尤其涉及一种3d手机玻璃盖板的缺陷自动检测装置,属于图像检测技术领域。
背景技术:
2.触摸屏在流水线生产制作过程中,会出现多种产生瑕疵的原因,例如机器振动、触摸屏模具精度问题、传送装置与模具衔接等制造工艺或者环境问题等,这样生产出来的触摸屏会出现不同种类的瑕疵问题。
3.现阶段工厂对于产品的瑕疵检测主要是采取人工抽样检测的方法,通过人眼对触摸屏进行直接检查。检测人员通过肉眼将待检产品与良品进行比对,通过确定两者间的差异来区分产品的优劣情况,将带有瑕疵的产品进行手动剔除。这种方法既生产效率低下,对瑕疵识别的准确度还很低。
技术实现要素:
4.本发明的目的在于改变现有条件下检测平台所存在的生产效率低下,对瑕疵识别的准确度低的问题,同时,减少检测过程中的材料浪费以及能源损耗。
5.为实现上述目的,本发明采用的技术方案是:
6.一种3d手机玻璃盖板的缺陷自动检测装置,包括:机台、传送导轨、用于放置待测对象的背光板、控制电机、竖直面板、至少两个夹持工具、图像采集机构及图像处理机构;所述传送导轨设置于所述机台上;所述传送导轨与控制电机相连接,所述背光板置于传送导轨上;所述竖直面板竖直设置于所述传送导轨的一侧,所述夹持工具的一部分设置于所述竖直面板的底部,用于固定相机和光源,另一部分用于连接所述传送导轨和机台;所述图像采集机构,包括:曲面不良采集组件、平面不良采集组件、边框不良采集组件;所述曲面不良采集组件、平面不良采集组件、边框不良采集组件沿所述传送导轨移动方向依次设置;所述图像处理机构,包括:图像采集卡和图像处理控制中心;所述图像采集机构将采集到的图像信息传输至所述图像采集卡,所述图像采集卡再将所述图像信息传输至所述图像处理控制中心进行缺陷检测。
7.进一步地,所述曲面不良采集组件,包括:第一夹持工具、第二夹持工具、第一线阵相机、第一镜头、白色线性光源及第一光源开关;所述第一夹持工具固定连接于所述竖直面板上,所述第一线阵相机与所述第一夹持工具连接;所述第一线阵相机上装有所述第一镜头,所述第一线阵相机和第一镜头用于拍摄待测对象的曲面部位;所述第一线阵相机与所述图像采集卡相连接;所述第二夹持工具固定连接于所述竖直面板上,所述白色线性光源与所述第二夹持工具连接;所述第一光源开关用于控制所述白色线性光源的工作状态。
8.进一步地,所述平面不良采集组件,包括:第三夹持工具、第四夹持工具、第二线阵相机、第二镜头、蓝色线性光源及第二光源开关;所述第三夹持工具固定连接于所述竖直面板上,所述第二线阵相机与所述第三夹持工具连接,所述第二线阵相机上装有所述第二镜
头,所述第二线阵相机和第二镜头用于拍摄待测对象的平面部位;所述第二线阵相机与所述图像采集卡相连接;所述第四夹持工具固定连接于所述竖直面板上,所述蓝色线性光源与所述第四夹持工具连接,所述第二光源开关用于控制所述蓝色线性光源的工作状态。
9.进一步地,所述边框不良采集组件,包括:第五夹持工具、第三线阵相机及第三镜头;所述第五夹持工具固定连接于所述竖直面板上,所述第三线阵相机与所述第五夹持工具相连接,所述第三线阵相机上装有所述第三镜头,所述第三镜头用于拍摄待测对象的边框部位,所述第三镜头与所述图像采集卡相连接。
10.进一步地,所述图像处理控制中心,用于控制所述第一线阵相机、第二线阵相机及第三线阵相机的拍摄图片大小和拍摄速度。
11.进一步地,所述图像处理控制中心与所述传送导轨相连接,用于控制所述传送导轨的运行时间和运行速度;所述图像处理控制中心与所述背光板相连接,用于控制所述背光板的开关状态。
12.进一步地,所述第一线阵相机与所述白色线性光源相对于待测对象置于同一侧且方向竖直。
13.进一步地,所述第二线阵相机与所述蓝色线性光源相对于待测对象置于两侧。
14.进一步地,所述第三线阵相机相对于待测对象置于正上方。
15.进一步地,图像采集过后使用architect软件进行不良位置的标注与区分。
16.本发明3d手机玻璃盖板的缺陷自动检测装置,与现有技术相比较具有以下优点:
17.1)通过分析不良的位置,最终确定3d盖板将分为三个部分进行拍摄。分别为平面部分、边框部分以及曲面部分,能够有效提升检测效率。
18.2)通过实验对比选择合适的光源和光源颜色。保证更多的检测细节的同时将对比度增加,形成两个明暗差异区域,同时将样品表面真实情况反馈出来,这样就可以减少在图像处理过程中的一些不必要的麻烦。
19.3)通过实验对比选择合适的打光方式。解决盖板表面过于光滑而产生的反光问题的同时可以清晰的最大限度的表现出各个样品的不良。
20.4)图像采集过后使用architect软件进行不良位置的标注与区分。通过改变图像的灰度阈值,使得不良位置形成较为清晰的白色,而屏幕表面将变成黑色,可以很清晰的实现不良位置的标示。
附图说明
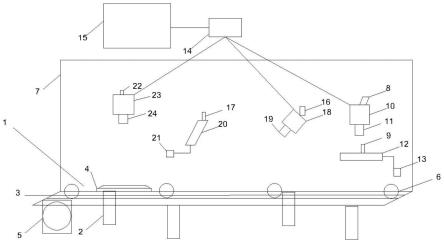
21.图1为本发明3d手机玻璃盖板的缺陷自动检测装置的结构示意图;
22.图2为实施例中曲面不良采集组件的结构示意图;
23.图3为实施例中平面不良采集组件的结构示意图;
24.图4为实施例中边框不良采集组件的结构示意图。
25.上述附图中,1、机台;2、支撑脚;3、传送导轨;4、背光板;5、控制电机;6、夹持工具;7、竖直面板;8、第一夹持工具;9、第二夹持工具;10、第一线阵相机;11、第一镜头;12、白色线性光源;13、第一光源开关;14、图像采集卡;15、图像处理控制中心;16、第三夹持工具;17、第四夹持工具;18、第二线阵相机;19、第二镜头;20、蓝色线性光源;21、第二光源开关;22、第五夹持工具;23、第三线阵相机;24、第三镜头。
具体实施方式
26.以下结合实施例对本发明进一步说明:
27.实施例1
28.如图1所示,本实施例公开了一种3d手机玻璃盖板的缺陷自动检测装置,包括:机台1、传送导轨3、用于放置待测对象的背光板4、控制电机5、竖直面板7、至少两个夹持工具6、图像采集机构及图像处理机构;传送导轨3设置于所述机台1上;传送导轨3与控制电机5相连接,背光板4置于传送导轨3上;竖直面板7竖直设置于传送导轨3的一侧,夹持工具6的一部分设置于竖直面板7的底部,用于固定相机和光源,另一部分用于连接传送导轨3和机台1;图像采集机构,包括:曲面不良采集组件、平面不良采集组件、边框不良采集组件;曲面不良采集组件、平面不良采集组件、边框不良采集组件沿传送导轨3移动方向依次设置;图像处理机构,包括:图像采集卡14和图像处理控制中心15;图像采集机构将采集到的图像信息传输至图像采集卡14,图像采集卡14再将图像信息传输至图像处理控制中心15进行缺陷检测。
29.具体而言,传送导轨3与控制电机5相连接,检测对象载放置于传送导轨3上,一部分夹持工具6固定于竖直面板7上,用于固定相机和光源,另一部分用于连接竖直面板7与机台1。根据检测特性和要求,沿着传送导轨3移动的方向从右向左依次形成曲面不良采集组件、平面不良采集组件、边框不良采集组件。曲面不良采集组件、平面不良采集组件、边框不良采集组件中都有用于采集图像的相机,图像采集卡14与各组件中的相机相连接来采集相机拍摄的各部位图像,图像处理控制中心15通过与图像采集卡14相连接,将图像存入图像处理控制中心15内,进而控制相机的拍摄图片大小和拍摄速度,与控制电机5相连接来控制传送导轨3的运行时间和运行速度,与背光板4相连接用于控制检测时间内保持关闭状态,最终通过内部软件相应的检测方法对缺陷进行检测。
30.使用本发明的装置的检测步骤如下:
31.1)将背光板4放置于传送导轨3上,待测对象放置于背光板4上。使用计算机内部雷赛运动软件设置传送导轨3的运动速度和方向,将指令发送给控制电机5,使传送导轨3按照检测所需的方式和速度运行起来。使用图像处理控制中心15内部dalsa相机采集软件控制相机的拍摄参数和拍摄速度,使用固定采集模式,将指令发送给三台相机。在传送导轨3运动的同时点击采集,相机将根据指令进行拍摄;
32.2)当传送导轨3运行到第一区域时,图像处理控制中心15通过采集卡14采集第一线阵相机10拍摄的曲面图像。采集结束第一相机10停止拍摄;
33.3)传送导轨3继续运行当检测对象运行到第二区域时,图像处理控制中心15通过采集卡14采集第二线阵相机18拍摄的平面图像。采集结束第二相机18停止拍摄;
34.4)当传送导轨3运行到第三区域时,图像处理控制中心15通过采集卡14采集第三线阵相机23拍摄的边框图像。采集结束第三相机23停止拍摄;
35.5)图像处理控制中心15采集图像结束后,使用图像处理控制中心15内部软件architect对图像进行处理,通过改变灰度阈值的方法,使得不良位置形成较为清晰的白色,而屏幕表面将变成黑色,将缺陷最大化的展现出来。
36.实施例2
37.如图2所示,本实施例曲面不良采集组件,包括:第一夹持工具8、第二夹持工具9、
第一线阵相机10、第一镜头11、白色线性光源12及第一光源开关13;第一夹持工具8固定连接于所述竖直面板7上,第一线阵相机10与第一夹持工具8连接;第一线阵相机10上装有第一镜头11,第一线阵相机10和第一镜头11用于拍摄待测对象的曲面部位;第一线阵相机10与图像采集卡14相连接;第二夹持工具9固定连接于竖直面板7上,白色线性光源12与第二夹持工具9连接,白色线性光源12在增大电压的情况下对人眼伤害小,且能够将曲面不良完美展现出来;第一光源开关13用于控制白色线性光源12的工作状态。
38.实施例3
39.如图3所示,本实施例平面不良采集组件,包括:第三夹持工具16、第四夹持工具17、第二线阵相机18、第二镜头19、蓝色线性光源20及第二光源开关21;第三夹持工具16固定连接于竖直面板7上,第二线阵相机18与第三夹持工具16连接,第二线阵相机18上装有第二镜头19,第二线阵相机18和第二镜头19用于拍摄待测对象的平面部位;第二线阵相机18与图像采集卡14相连接;第四夹持工具17固定连接于竖直面板7上,蓝色线性光源20与第四夹持工具17连接,蓝色线性光源20用于辅助相机进行图像获取时将缺陷最大化的凸显出来,第二光源开关21用于控制蓝色线性光源20的工作状态。
40.实施例4
41.如图4所示,本实施例边框不良采集组件,包括:第五夹持工具22、第三线阵相机23及第三镜头24;第五夹持工具22固定连接于竖直面板7上,第三线阵相机23与第五夹持工具22相连接,第三线阵相机23上装有第三镜头24,第三镜头24用于拍摄待测对象的边框部位,背光光源可以产生大范围的均匀光,可以穿透轮廓进行成像,用于辅助相机进行图像获取时将缺陷最大化的凸显出来,第三镜头24与图像采集卡14相连接。
42.实施例5
43.本实施例第一线阵相机10与白色线性光源12相对于待测对象置于同一侧且方向竖直。第二线阵相机18与蓝色线性光源20相对于待测对象置于两侧。第三线阵相机23相对于待测对象置于正上方。
44.具体而言,传送工作台转速为70w。如图2所示,装置沿运行方向进入第一区域为曲面不良采集装置,第一相机为dalsa 80线阵相机10,光圈为3,焦距为0.09,扫描速度为4250。第一相机10与白色线性光源12相对于待测对象置于同一侧且方向竖直。第一相机10距离机台1的安装高度为14.5cm,与水平方向夹角为60
°
。白色线性光源12电压为12v,距离机台1的高度为8cm,与水平方向夹角为45
°
。
45.如图3所示,装置沿运行方向进入第二区域为平面不良采集装置,第二相机为dalsa 80线阵相机18,光圈为3,焦距为0.09,扫描速度为4250。第二相机18与蓝色线性光源20相对于待测对象置于两侧。第二相机18距离机台1的安装高度为14cm,与水平方向夹角为60
°
。蓝色线性光源20电压为10.1v,距离机台1的高度为8cm,与水平方向夹角为45
°
。
46.如图4所示,装置沿运行方向进入第三区域为边框不良采集装置,第三相机为dalsa 80线阵相机23,光圈为3,焦距为0.09,扫描速度为4250。第三相机23相对于待测对象置于正上方。第三相机23距离机台1的安装高度为17.5cm。
47.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进
行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1