一种3D打印混凝土可建造性试验方法
一种3d打印混凝土可建造性试验方法
技术领域
1.本发明涉及智能制造技术领域,尤其涉及一种3d打印混凝土可建造性试验方法。
背景技术:
2.随着第四次工业革命朝人工智能方向迈进,建筑业也迎来智能建造时代,3d打印混凝土技术所具有的智能、高效和精确构造等技术优势,以及其所带来的人力需求少、资源消耗少、环境负载低等经济和社会效益将使其成为建筑业发展智能建造的关键组成部分。
3.3d打印混凝土作为一种逐层堆叠的增材制造工艺,具备可打印性能是最基本的要求,即要求拌合料要有足够的流动性,保证在打印时能顺利从喷嘴挤出;同时要有足够的可建造性,即保证底层材料具有一定的承载力、能够支撑后续层材料的重量,不致产生过大累积变形甚至发生倾斜或坍塌。
4.可建造性是3d打印混凝土可打印性能的重要特征,不仅决定着打印时的工作效率,也决定着打印制品的外观质量、力学性能及耐久性能等。目前无论是3d打印混凝土制备理论,还是性能评价方法都尚不完善,与实际需求相距甚远,严重制约着3d打印混凝土技术的进步和发展,尤其是目前对3d打印混凝土的可建造性能尚缺乏适宜的试验评价方法。
5.特别是,作为一种水泥基材料,其凝结硬化性能还受环境温湿度条件等方面的显著影响,现有评价方法中也很少给予考虑。因此,为能直接测试且能准确反映3d打印混凝土拌合料的可建造性能,有必要开发出能直接评价可建造性能的试验方法。
技术实现要素:
6.本发明为了解决现有试验评价方法不适于3d打印混凝土可建造性评价的问题,提供一种3d打印混凝土可建造性试验方法,针对3d打印混凝土的特性,提出不同的试验条件,可对3d打印混凝土拌合料的可建造性进行准确对比和评价。
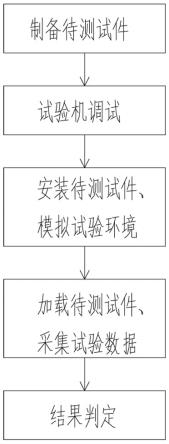
7.为实现上述目的,本发明所采用的技术方案是:一种3d打印混凝土可建造性试验方法,包括以下步骤:步骤1:待测试件制备:先组装试件模具、再将其固定在下加载板上,将拌制好的3d打印混凝土的拌合料分次浇筑于试件模具中成型,得到待测试件以备放入试验箱内;步骤2:试验机的调试:开展步骤1之前,操控微机控制伺服升降机构调节上加载板和下定位板之间的竖直距离,上加载板的位置固定,伺服升降机构的活塞杆上布设下定位板;步骤3:安装待测试件:打开试验箱将完成浇筑的待测试件、试件模具和下加载板一同移到试验箱内,并将下加载板插接固定在下定位板上方;拆下试件模具,仅留下待测试件后关闭试验箱,操控微机控制温湿控制系统将试验箱内的温湿度调控至设定值;步骤4:待测试件的加载:操控微机控制伺服升降机构的活塞杆伸出使待测试件的顶面接近上加载板的底面、不断增大荷载加载或维持恒定荷载值加载;
采用载荷传感器采集荷载值,采用位移计采集活塞杆的伸出长度值,采用激光位移传感器采集待测试件四个侧面的横向和竖向变形值;步骤5:试验结果的判定:以变形量作为试验结束判据,当达到规定值停止试验;采用待测试件达到屈服点时的名义劲度模量时变率均值s
y,t
作为评价3d打印混凝土可建造性优劣的指标。
8.进一步地,步骤1中,浇筑拌合料前,采用脱模剂涂刷试件模具内侧壁以及试件模具所对应的下加载板上平面;浇筑拌合料时适当插捣,注满试件模具后再适当在振动台上振实,抹刀抹平表面;下加载板横截面积大于成型后的待测试件横截面积。
9.进一步地,步骤1中,所述下加载板上可拆卸连接有所述试件模具,试件模具包括拼接成中空矩形的两块“l”形侧板,两个所述侧板之间螺栓连接,每个侧板一侧设置有定位肢,所述定位肢与下加载板上下平行分布、且螺栓连接;两块所述侧板合围形成矩形的中空腔体,所述中空腔体内布设所述待测试件。
10.进一步地,所述试验机包括试验箱、温湿控制系统和数据采集单元以及总控单元,所述试验箱内设置有“口”字形加载框架以及固连在加载框架下方的所述伺服升降机构,伺服升降机构与试验箱连接;所述总控单元包括依次连接的微机和控制器,总控单元分别与温湿控制系统、数据采集单元以及伺服升降机构连接,通过总控单元对各个组件进行控制。
11.进一步地,步骤2中,所述上加载板和下定位板之间的竖直距离以刚好能容下待测试件及下加载板为宜,还需要调节并固定待测试件四周的多个激光位移传感器,调节固定后待测试件每侧的两个激光位移传感器分别朝向待测试件的横、竖两个方向,激光位移传感器可保证测试精度;步骤4中,待测试件的顶面抵在上加载板的底面后、当有荷载值显示时清零、而后开启试验;荷载传感器、位移计和各个激光位移传感器的测值实时显示在微机上,并进行数据的实时记录和保存。
12.进一步地,所述伺服升降机构布设在试验箱下方中部,伺服升降机构为伺服控制的液压动力机构或气压动力机构中的任意一种,采用伺服控制使得驱动精确、动作灵敏,所述伺服升降机构的活塞杆伸入加载框架内、螺栓连接所述下定位板。
13.进一步地,所述试验箱包括箱体和箱门,试验箱上方分布所述温湿控制系统,温湿控制系统包括两两对应连接的温度调控系统和温度调控组件以及湿度调控系统和湿度调控组件;所述温度调控系统包括压缩机、热交换器和四方阀,所述温度调控组件包括蒸发器、风扇、空气净化过滤器、热交传感器和温度传感器;所述湿度调控系统包括水箱、电磁阀、流量计和水泵,所述湿度调控组件包括湿度传感器、雾化器和风机。
14.进一步地,所述数据采集单元包括载荷传感器、位移计和激光位移传感器,所述荷载传感器与加载框架上方下平面螺栓连接,荷载传感器下方螺栓连接有上定位板,上定位板下方插接所述上加载板,上加载板和所述下加载板结构相同、且上下对应平行布设;所述下加载板和伺服升降机构之间布设所述位移计,位移计与伺服升降机构的活塞杆平行分布;所述下定位板四个侧面上均可拆卸设置有支架,每个侧面的所述支架数量为两
个,每个侧面的支架上布设所述激光位移传感器,八个激光位移传感器两两一组、分别对应布设在待测试件的四个侧面。
15.进一步地,通过待测试件周向布置的激光位移传感器可获得待测试件长度a、宽度b和高度c三个方向的塑性形变量均值
△
a、
△
b和
△
c;同时结合荷载传感器测得的荷载值
△
p可获得待测试件三个方向的荷载和形变全曲线,由全曲线可获得待测试件(13)三个方向经历某时刻的名义劲度模量时变率s
a,t =
△
p/
△
a/ t、s
b,t =
△
p/
△
b/ t和s
c,t =
△
p/
△
c/ t,将待测试件达到屈服点时的名义劲度模量时变率均值s
y,t = (s
a,t +s
b,t + s
c,t
)/ 3作为评价3d打印混凝土可建造性优劣的指标,s
y,t
值越大,说明该3d打印混凝土拌合料的可建造性越好。
16.通过上述技术方案,本发明的有益效果是:本发明为能对不同组成的3d打印混凝土拌合料的可建造性进行对比,并可消除温湿度等气候条件、喷嘴形状及尺寸、打印速率等环境条件的影响,从而对试模结构、试件制作方法、试验方法和评价指标进行规定。其中试模和试件采用与常规力学强度试验接近的形式,待测试件制作采用分次浇筑成型,以屈服劲度模量时变率s
y,t
作为3d打印混凝土可建造性的评价指标。
17.本发明采用伺服升降机构可精准控制待测试件受到的恒定荷载和持续累积荷载,从而可精确模拟打印过程中后续打印层不断累积的重力作用及一定后续层持续恒定的重力作用。采用上、下加载板可方便待测试件的制作、安装、拆卸和清理,成本低、效率高。
18.本发明的待测试件制作方法采用模具成型,制作过程方便快捷,可避免采用3d打印机带来的繁琐操作,以及带来的待测试件尺寸及质量方面的差异。采用规定尺寸的待测试件及温湿控制系统的设置可模拟不同的打印环境条件,也可作为标准的试验条件对不同材料的可建造性进行对比评价。
19.本发明的各个试验检测数据实时显示在微机上,更为直观高效,可精确模拟3d打印混凝土在打印过程中静态屈服应力的演变,试验机结构合理、试验方法科学、测试精准高效。采用本发明可测试不同组分拌合料制作的3d打印混凝土的可建造性,具有广泛的适用性,可推广应用。
附图说明
20.图1是本发明一种3d打印混凝土可建造性试验方法的流程图。
21.图2是本发明一种3d打印混凝土可建造性试验方法的控制原理图。
22.图3是本发明一种3d打印混凝土可建造性试验方法的试验箱结构示意图。
23.图4是本发明一种3d打印混凝土可建造性试验方法的图3中a-a向剖视图。
24.图5是本发明一种3d打印混凝土可建造性试验方法的试件模具主视图。
25.图6是本发明一种3d打印混凝土可建造性试验方法的试件模具俯视图。
26.图7是本发明一种3d打印混凝土可建造性试验方法的试件模具拆分图。
27.附图中标号为:1为试验箱,101为箱体,102为箱门,201为温度调控系统,202为温度调控组件,301为湿度调控系统,302为湿度调控组件,4为加载框架,5为伺服升降机构,6为荷载传感器,7为上定位板,8为上加载板,9为活塞杆,10为下定位板,11为下加载板,12为试件模具,121为侧板,1211为长边段,1212为短边段,122为定位肢,13为待测试件,14为位
移计,15为激光位移传感器,16为总控单元,161为控制器,162为微机,17为燕尾槽,18为连接螺丝,19为定位螺丝,20为限位槽,21为卡槽。
具体实施方式
28.下面结合附图对本发明的具体实施方式做详细描述:如图1~图7所示,一种3d打印混凝土可建造性试验方法,包括以下步骤:步骤1:待测试件13制备:先组装试件模具12、再将其固定在下加载板11上。
29.试件模具12和下加载板11在安装时,所述下加载板11上方可拆卸连接有所述试件模具12。如图5~图7所示,所述试件模具12包括拼接成中空矩形的两块“l”形侧板121,两个所述侧板121之间螺栓连接。试件模具12在组装时,所述侧板121包括长边段1211和短边段1212,两个侧板121的长边段1211和短边段1212首尾顺次连接。
30.所述侧板121长边段1211的端部开设有限位槽20,相邻侧板121的短边段1212卡接在所述限位槽20内形成定位,进而构成规定尺寸的试件模具12。
31.每个所述侧板121短边段1212外侧铰接有连接螺丝18,所述连接螺丝18包括螺丝和设置在螺丝上的蝶帽;相邻侧板121的长边段1211开设有u形卡槽21,通过两对连接螺丝18分别与卡槽21的配合实现两个侧板121的组装,以此构成试件模具12。
32.试件模具12组装完成后,需要和下加载板11安装,每个侧板121一侧设置有定位肢122,所述定位肢122位于侧板121短边段1212外侧,定位肢122与下加载板11上下平行分布、且螺栓连接。
33.具体的,所述下加载板11两侧螺纹连接有定位螺丝19,所述定位螺丝19与连接螺丝18结构相同;所述定位肢122端部也开设有u形卡槽21,通过两对定位螺丝19分别与卡槽21的配合实现试件模具12与下加载板11的安装。
34.将拌制好的3d打印混凝土的拌合料分次浇筑于规定尺寸的试件模具12中形成待测试件13,浇筑拌合料时适当插捣,注满试件模具12后再适当在振动台上振实,抹刀抹平表面,得到待测试件13以备后续放入试验箱1内。
35.两块所述侧板121合围形成矩形的中空腔体,所述中空腔体内布设所述待测试件13,下加载板11横截面积大于成型后的待测试件13横截面积,为待测试件13的水平变形提供足够空间。
36.需要说明的是,在浇筑拌合料前,采用脱模剂涂刷试件模具12内侧壁以及试件模具12所对应的下加载板11上平面,即涂刷中空腔体内表面以便于后期脱模。
37.步骤2:试验机的调试:如图3~图4所示,所述试验机包括试验箱1、温湿控制系统和数据采集单元以及总控单元16,所述试验箱1包括箱体101和箱门102,所述试验箱1内设置有“口”字形加载框架4以及固连在加载框架4下方的所述伺服升降机构5,伺服升降机构5与试验箱1连接、固定在试验箱1内。
38.如图2所示,所述总控单元16包括依次连接的微机162和控制器161,总控单元16分别与温湿控制系统、数据采集单元以及伺服升降机构5连接,用于各系统、单元及部件的控制和采集数据的汇总。所述数据采集单元包括载荷传感器6、位移计14和激光位移传感器15,数据采集单元用于精确检测采集各项试验数据。
39.在开展步骤1之前,操控微机162控制伺服升降机构5调节上加载板8和下定位板10
之间的竖直距离,以刚好能容下待测试件13及下加载板11为宜。
40.所述伺服升降机构5布设在试验箱1下方中部,伺服升降机构5用于对3d打印混凝土试样施加载荷。伺服升降机构5为伺服控制的液压动力机构或气压动力机构中的任意一种,可实现由伺服控制的精确升降动作。
41.本实施例中,所述伺服升降机构5为液压伺服或电气伺服控制的动力系统,伺服升降机构5包括命令元件、反馈测量元件、比较元件、放大器、能量转换元件、执行元件和驱动元件,能量转换元件如伺服放大器和电液伺服阀。伺服升降机构5可按设定的程序驱动活塞杆9完成上升和下降运动,实现对3d打印混凝土试件的加载和卸载。
42.在所述伺服升降机构5上部设置活塞杆9,所述活塞杆9为伺服升降机构5的一部分,伺服升降机构5连接所述总控单元16,通过微机162控制伺服升降机构5动作,伺服升降机构5动作可实现活塞杆9的伸出或缩回。
43.上加载板8的位置固定,上加载板8在安装时,所述加载框架4上方向下依次设置有上定位板7和上加载板8,上加载板8为方形板,上加载板8和所述下加载板11结构相同、且上下对应平行布设。
44.上定位板7下方插接所述上加载板8,具体的,上加载板8上开设有燕尾槽17,上加载板8通过所述燕尾槽17与上定位板7插接,实现两者的连接固定。
45.伺服升降机构5的活塞杆9上布设下定位板10,下定位板10在安装时,所述伺服升降机构5的活塞杆9伸入加载框架4内、螺栓连接所述下定位板10。
46.在开展步骤1之前,还需要调节并固定待测试件13四周的多个激光位移传感器15,调节固定后待测试件13每侧的两个激光位移传感器15分别朝向待测试件13的横、竖两个方向。
47.激光位移传感器15在安装时,所述下定位板10四个侧面上均可拆卸设置有支架,每个侧面的所述支架数量为两个,每个侧面的支架上布设所述激光位移传感器15,八个激光位移传感器15两两一组、分别对应布设在待测试件13的四个侧面。
48.步骤3:安装待测试件13:打开试验箱1将完成浇筑的待测试件13、试件模具12和下加载板11一同移到试验箱1内,并将下加载板11插接固定在下定位板10上方,下加载板11和下定位板10的安装方式也采用燕尾槽17结构安装,此处不再赘述。
49.拆下试件模具12,仅留下待测试件13后关闭试验箱1,操控微机162控制温湿控制系统将试验箱1内的温湿度调控至设定值,模拟待测试件13所处的试验环境。
50.所述温湿控制系统用于模拟试验箱1内的温、湿度环境,根据试验设定的程序,可对试验箱1内的温度、湿度和空气流速进行精准调控,用于模拟不同的试验环境,更便于保证规定试验条件下标准测试环境的实现。
51.温湿控制系统在安装时,试验箱1上方分布所述温湿控制系统,温湿控制系统包括两两对应连接的温度调控系统201和温度调控组件202以及湿度调控系统301和湿度调控组件302。具体的,所述试验箱1内上方分布所述温度调控组件202和湿度调控组件302,所述温度调控系统201和湿度调控系统301均位于试验箱1外。
52.所述温度调控系统201包括压缩机、热交换器和四方阀,所述温度调控组件202包括蒸发器、风扇、空气净化过滤器、热交传感器和温度传感器,温度调控组件202和温度调控系统201共同实现对试验箱1中的温度进行调控。所述湿度调控系统301包括水箱、电磁阀、
流量计和水泵,所述湿度调控组件302包括湿度传感器、雾化器和风机,湿度调控组件302和湿度调控系统301共同实现对试验箱1中的湿度进行调控。
53.步骤4:待测试件13的加载:操控微机162控制伺服升降机构5的活塞杆9伸出使待测试件13的顶面接近上加载板8的底面,待测试件13的顶面抵在上加载板8的底面后、当有荷载值显示时清零、而后开启试验,即当有荷载值显示时点击程序的清零功能,清零操作后点击“开始”菜单开启试验。
54.试验开始后,伺服升降机构5按照设定的程序不断增大荷载加载或维持恒定荷载值加载,采用载荷传感器6采集荷载值,采用位移计14采集活塞杆9的伸出长度值,采用激光位移传感器15采集待测试件13四个侧面的横向和竖向变形值,荷载传感器6、位移计14和各个激光位移传感器15的测值实时显示在微机162上,并进行数据的实时记录和保存,即总控单元16的控制器161将各个传感器采集的模拟信号转换成数据信号传递给微机162,经控制程序实时显示和保存。
55.荷载传感器6在安装时,荷载传感器6与加载框架4上方下平面螺栓连接,荷载传感器6下方螺栓连接所述上定位板7。
56.位移计14安装时,所述下加载板11和伺服升降机构5之间布设所述位移计14,位移计14与伺服升降机构5的活塞杆9平行分布。位移计14测试待测试件13竖直方向塑性变形的均值,可与激光位移传感器15测试结果的均值进行相互校正,同时也可将位移计14的反馈信号作为试验加载时的控制信号。
57.步骤5:试验结果的判定:以变形量作为试验结束判据,当达到规定值停止试验;采用待测试件13达到屈服点时的名义劲度模量时变率均值s
y,t
作为评价3d打印混凝土可建造性优劣的指标。
58.具体的,在停止试验后,通过待测试件13周向布置的激光位移传感器15可获得待测试件13长度a、宽度b和高度c三个方向的塑性形变量均值
△
a、
△
b和
△
c,即:
△
a=(
△
a1+
△
a2)/2;
△
b=(
△
b1+
△
b2)/2;
△
c=(
△
c1+
△
c2+
△
c3+
△
c4)/4。
59.其中,
△
a1和
△
a2分别是待测试件13长度a方向两侧激光位移传感器15所测得的试件形变量,
△
b1和
△
b2分别是待测试件13宽度b方向两侧激光位移传感器15所测得的试件形变量,
△
c1、
△
c2、
△
c3和
△
c4分别是待测试件高度c方向四个侧面激光位移传感器15所测得的试件形变量。
60.同时结合荷载传感器6测得的荷载值
△
p可获得待测试件13三个方向的荷载和形变全曲线、并通过微机162实时显示,由全曲线可获得待测试件13三个方向经历某时刻的名义劲度模量时变率s
a,t =
△
p/
△
a/ t、s
b,t =
△
p/
△
b/ t和s
c,t
=
△
p/
△
c/ t,将待测试件13达到屈服点时的名义劲度模量时变率均值s
y,t = (s
a,t +s
b,t + s
c,t
)/ 3作为评价3d打印混凝土可建造性优劣的指标,s
y,t
值越大,说明该3d打印混凝土拌合料的可建造性越好。
61.需要说明的是:1.关闭或直接不设置温湿控制系统,适于对室内环境条件下进行打印作业的3d打印混凝土的可建造性评价。2.可优化改变本试验机各组件的具体规格或组合方式,如将荷载传感器6置于下定位板10和活塞杆9之间;或改变待测试件13的具体规格或尺寸,如将方形待测试件13改为柱形。
62.以上所述之实施例,只是本发明的较佳实施例而已,并非限制本发明的实施范围,故凡依本发明专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本发
明申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1