用于加工和测量工件的方法与流程
1.本发明涉及用于加工和测量工件的方法。具有一个或多个齿面并 且通过制齿方法制造或加工的工件例如是运行齿轮机构的齿轮。这种 运行齿轮机构在运行期间在旋转的轴之间传递转速和转矩并进行变 速,并且例如在机动车传动机构中、工业传动机构中、航空或海运应 用中使用。
背景技术:
2.近年来,例如由于对于电动车的趋势,对这种运行齿轮机构的精 度或质量的要求持续增加。例如,持续存在以下需求:利用紧凑且轻 的运行齿轮机构可靠地传递更高的转矩和转速。在电动车辆中,通过 在制动过程中的回收使运行齿轮机构暴露于负荷分布,这在以前在纯 粹由内燃机驱动的车辆中是没有遇到的。此外,转矩和转速的传递应 该尽可能安静,因为电动车辆中的传动机构噪声不再被内燃机的噪声 掩盖,并且可能被车辆乘客感觉为恼人的。
3.在工业生产中,通常通过所谓的闭环方法来确保齿轮机构的质量。 在此,在制齿机上制造齿轮机构,然后在坐标测量机中测量以进行齿 轮机构测量,以便检查预定的公差的维持。为了确定所测量的齿轮机 构的实际几何结构与预定的设定几何结构的偏差,通常在齿轮机构的 一些齿或所有齿上测量偏差并且求得偏差的平均值。这是因为可以假 定,对于齿轮机构的所有齿,可修正的系统偏差是相似的。
4.如果平均偏差不在规定范围内或者如果可以识别朝向超过公差方 向的趋势,则根据测量结果适配制齿方法的机器运动学和/或工具几何 结构,从而形成闭合的质量控制回路。
5.齿面的所测量的实际几何结构与预定的设定几何结构的偏差或平 均偏差在此被这样修正,使得这些偏差总体上最小化。在此,区别不 了在齿面的哪个区域中存在相关的偏差。因此可能发生的是,在齿面 的强烈受载荷的区域中偏差虽然在预定的公差内修正,但是对于该强 烈受载荷的区域没有充分利用全部修正潜力,因为在齿面的非强烈受 载荷的区域和非承载的区域中的齿面偏差也同时被修正。由于在修正 范围内齿面的所有区域都被同等地处理,所以修正的结果以强烈受载 荷的区域为代价如有可能进行不利折衷。
技术实现要素:
6.在该背景前,本发明所基于的技术问题是给出改进的方法,所述 方法例如尤其能实现齿面偏差的改进的评估和/或修正。上述技术问题 分别通过独立权利要求解决。本发明的其它实施例由从属权利要求和 以下描述得到。
7.根据第一方面,本发明涉及一种方法,包括以下方法步骤:通过 制齿方法加工工件,其中,制造或加工所述工件的齿面;通过测量方 法测量所述工件的齿面的通过制齿方法产生的实际几何结构;确定所 述齿面的实际几何结构与所述齿面的预定的设定几何结构的偏差;确 定用于至少部分地减小所述偏差的修正的制齿方法;通过修正的制齿 方法
加工所述工件和/或另外的工件。所述方法的特征在于,确定用于 至少部分地减小所述偏差的修正的制齿方法具有以下规定:在所述齿 面的第一评估区域和所述齿面的第二评估区域之间进行区分,其中, 对于所述齿面的第一评估区域预定实际几何结构与设定几何结构的第 一允许偏差,对于所述齿面的第二评估区域预定实际几何结构与设定 几何结构的第二允许偏差,并且所述第一允许偏差小于所述第二允许 偏差。替代地或补充地,对于用于至少部分地减小所述偏差的数学优 化,对于所述齿面的第一评估区域的偏差预定第一权重,并且对于所 述齿面的第二评估区域的偏差预定第二权重,其中,所述第一权重大 于所述第二权重。
8.根据本发明的方法可实现:通过区分齿面的评估区域,对齿面的 特定的偏差和区域区分优先次序并且有针对性地对其进行修正。
9.例如,可以为齿面的中心预定非常窄的公差,但是例如在齿面的 可能的端部修削部的区域中不需要所述非常窄的公差,因为在运行时 端部修削部的区域中的齿面不与相配设的配对齿面接触。此外,例如 针对齿面中心的偏差可以具有比端部修削部的区域中的偏差更高的权 重,从而在数学优化的过程中在更大程度上考虑齿面中心区域中的该 偏差。
10.因此,可以实现:例如边缘区域中的偏差不限制或限定要优先化 的区域中的偏差的修正,或者至少减少其对修正的影响。换言之,所 述偏差可以根据其在齿面上的位置而进行优先排序和加权,以便总体 上改善修正结果并且在可预期的运行负荷的背景前优化该修正结果。 可以规定,修正的制齿方法的确定借助于非线性优化来进行。
11.数学优化可以是多标准优化,其中,与第二评估区域的偏差相比, 第一评估区域的偏差配设有更高的权重。
12.测量方法可以借助于坐标测量机来执行。坐标测量机可以具有用 于光学齿部测量的光学测量装置。坐标测量机可以替代地或补充地具 有用于接触式齿部测量的接触式测量装置。
13.测量方法可以借助于工具机来执行,该工具机被设置用于测量和 加工工件。工具机可以具有用于光学齿部测量的光学测量装置。工具 机可以替代地或补充地具有用于接触式齿部测量的接触式测量装置。
14.工件的设定几何结构可以由工件的计算机辅助设计生成为数据 组。
15.设定几何结构例如可以是面向功能的设定几何结构或面向过程的 设定几何结构。面向功能的设定几何结构表示关于功能特性而确定的 工件的几何结构,然而,由于可制造的工具几何结构和/或机器运动学 的限制,这在实践中可能是不可实现的。一个例子是具有纯宽度凸度 作为修形的渐开线螺旋斜齿正齿轮。如果在传统的滚磨工艺中用未修 形的磨削蜗杆磨削该正齿轮,则除了宽度凸度之外,总是附加地出现 所谓的自然交错。
16.面向过程的设定几何结构是考虑到无偏差的工具几何结构和无偏 差的机器运动学在制齿方法中产生的齿轮机构或者说齿轮配合结构的 几何结构。例如,在工业实践中用于测量螺旋锥齿轮的设定几何结构 是面向过程的设定几何结构。
17.工件的齿面的实际几何结构是通过制齿方法在工件上产生的几何 结构。
18.工件可以是运行齿轮机构的齿轮,例如正齿轮、锥齿轮等,其中, 当通过制齿方法加工齿轮时,可以加工或制造齿轮的多个齿面。
19.制齿方法可以具有一个或多个加工步骤。
20.制齿方法的加工步骤可包括利用具有几何上确定的切割刃的工具 对工件进行切削加工。利用具有几何上确定的切割刃的工具对工件进 行的切削加工可以是例如滚铣、成形铣、滚动插齿、滚动剃齿、锥齿 轮铣削等。
21.制齿方法的加工步骤可以包括利用具有几何上不确定的切割刃的 工具对工件进行切削加工。利用具有几何上不确定的切割刃的工具对 工件进行的切削加工例如可以是磨削、研磨或珩磨。
22.可以规定,制齿方法的上述加工步骤之一作为在工件的软状态下 的预制齿来执行,即作为软加工来执行。
23.可以规定,制齿方法的上述加工步骤中之一在工件的硬化状态下, 即在工件硬化之后作为硬加工执行。
24.确定用于至少部分地减少偏差的修正的制齿方法可以涉及一个加 工步骤或多个加工步骤。尤其是,修正的制齿方法的确定可以具有一 个修正步骤或多个修正步骤。例如可以规定,可以为每个加工步骤配 设一个修正步骤。
25.例如,如果首先执行软状态下的工件的滚铣,则可以在滚铣之后 进行滚铣的修正步骤,以减少加工步骤“滚铣”的偏差。接着,在工 件硬化之后,通过滚磨可以进行工件的硬加工,其中在滚磨之后进行 滚磨的修正步骤,以减小加工步骤“滚磨”的偏差。
26.不仅滚铣的修正步骤,而且滚磨的修正步骤都可以如此执行,使 得确定用于至少部分地减小针对相应加工步骤的偏差的修正的加工步 骤具有如下规定:对于齿面的第一评估区域预定实际几何结构与设定 几何结构的第一允许偏差,对于齿面的第二评估区域预定实际几何结 构与设定几何结构的第二允许偏差,并且第一允许偏差小于第二允许 偏差。
27.因此,制齿方法的每个加工步骤可以配设有一个加工步骤特定的 修正步骤。在此,对于加工步骤可以预定齿面的相同评估区域,或者 可以预定齿面的彼此不同的评估区域。替代地或补充地,对于加工步 骤可以预定针对齿面的评估区域的相同的允许偏差,或者可以预定针 对齿面的评估区域的彼此不同的允许偏差。
28.例如,对于上述可示例性地表示制齿方法的第一加工步骤的“滚 铣”加工步骤,可预定齿面的第一评估区域,其不同于上述可示例性 地表示制齿方法的第二加工步骤的“滚磨”加工步骤的齿面的第一评 估区域。
29.例如,对于上述可示例性地表示制齿方法的第一加工步骤的“滚 铣”加工步骤,可预定齿面的第二评估区域,其不同于上述可示例性 地表示制齿方法的第二加工步骤的“滚磨”加工步骤的齿面的第二评 估区域。
30.替代地,“滚铣”和“滚磨”加工步骤的第一和第二评估区域可以 是相同的。
31.这同样适用于配设给相应的评估区域的允许偏差,从而配设给处 理步骤的第一评估区域的允许偏差可以彼此相同或不同,并且配设给 处理步骤的第二评估区域的允许偏差可以彼此相同或不同。
32.可以规定,第一评估区域具有齿面的一个或多个子区域,所述一 个或多个子区域可以连续地布置或者至少部分区段地彼此间隔开地布 置。因此,第一评估区域的子区域可以在齿面上间隔开分布地布置和/ 或彼此直接邻接。
33.第一评估区域的每个子区域可以配设有允许子区域偏差,该允许 子区域偏差位于第一评估区域的允许偏差内并且不同于第一评估区域 的另外的子区域的另外的允许子区域偏差。因此,可以在第一评估区 域内进行进一步的分级或加权,以便在第一评估区域内对特定的子区 域区分优先级。
34.可以规定,第二评估区域具有齿面的一个或多个子区域,所述一 个或多个子区域可以连续地布置或者至少部分区段地彼此间隔开地布 置。因此,第二评估区域的子区域可以在齿面上间隔开分布地布置和/ 或彼此直接邻接。
35.第二评估区域的每个子区域可以配设有允许子区域偏差,该允许 子区域偏差位于第二评估区域的允许偏差内并且不同于第二评估区域 的另外的子区域的另外的允许子区域偏差。因此,可以在第二评估区 域内进行进一步的分级或加权,以便在第二评估区域内对特定的子区 域区分优先级。
36.可以规定,预定三个或更多个评估区域。这三个或更多评估区域 中的每一个可分别具有齿面的一个或多个子区域。
37.评估区域用于对齿面的强烈受载荷或负载的齿面区域优先化,例 如以便在这些优先化的区域中实现更窄的公差。替代地或补充地,齿 面的对于齿嵌接中的噪声激励而言关键的区域可以被优先化。
38.第一评估区域可以配设有齿面的承载区域,该承载区域与齿面的 端部或边沿隔开间距。替代地或补充地,第二评估区域可以配设有边 缘区域,该边缘区域具有齿面的端部或者边缘或者与齿面的端部或边 沿邻接。
39.尤其是,齿面的承载区域包括齿面的所有如下子区域,所述子区 域在运行时与相配设的配对齿面接触并且滚动,以便传递转矩和转速 并且变速,即尤其是所有接触线或接触点。尤其是,承载区域替代地 或补充地包括齿面的所有如下子区域,所述子区域在运行时超过预定 的负荷阈值或预定的负荷标准。
40.尤其是,齿面的边缘区域包括齿面的所有如下子区域,所述子区 域在运行时不与相配设的配对齿面接触。尤其是,边缘区域替代地或 补充地包括齿面的所有如下子区域,所述子区域在运行时低于预定的 负荷阈值或预定的负荷标准。
41.根据在运行时是否发生相应的子区域与配对齿面的接触,可以将 齿面的子区域配设至第一评估区域或第二评估区域。替代地或补充地, 齿面的子区域可以根据是否低于或超过预定的负荷阈值或预定的负荷 标准而配设至第一评估区域或第二评估区域。
42.在此,当提及负荷阈值时,例如涉及针对在运行期间出现的赫兹 压力的预定的限值。例如可以规定,齿面的在运行中可预期超过预定 的赫兹压力的一个或多个子区域配设给第一评估区域,并且齿面的在 运行中可预期不超过预定的赫兹压力的一个或多个子区域配设给第二 评估区域。
43.在此,当提及负荷标准时,例如涉及考虑至少两个对承载能力产 生影响的影响参量的预定的限值,例如赫兹压力和滑差。例如可以规 定,齿面的在运行中可预期超过预定的赫兹压力和预定的滑差的一个 或多个子区域配设给第一评估区域,并且齿面的在运行中可预期不超 过预定的赫兹压力和预定的滑差的一个或多个子区域配设给第二评估 区域。
44.当在此提及实际几何结构与设定几何结构的允许偏差时,该允许 偏差可以是针
对以下列出的齿轮机构偏差和齿轮机构修形中的一个或 多个齿轮机构偏差和齿轮机构修形的要维持的公差,其也可以被称为 齿轮机构的参数或质量特征:
[0045]-轮廓偏差,例如轮廓总偏差、轮廓形状偏差、轮廓角度偏差、 嵌接角度偏差等,和/或在轮廓方向上的一个或多个齿面修形的偏差, 例如高度凸度、齿顶和/或齿根修削、轮廓角度修形、轮廓交错等的偏 差;
[0046]-齿面线偏差,例如齿面线总偏差、齿面线形状偏差、齿面线角 度偏差、螺旋角度偏差等,和/或在齿面方向上的一个或多个齿面修形 的偏差,例如宽度凸度、端部修削、齿面线角度修形、齿面线交错等 的偏差。
[0047]
在此,当提及实际几何结构与设定几何结构的允许偏差时,这不 仅可以涉及单个齿面或单个齿本身,而且可以涉及工件的两个或更多 个齿面或齿,所述齿面或齿根据上述偏差来评估。尤其是,可以针对 由针对两个或更多个齿面的实际几何结构与设定几何结构的偏差形成 的平均偏差进行修正。
[0048]
替代地或补充地,允许偏差针对工件的两个或更多个齿或齿面的 要维持的公差可以具有下面列出的齿轮机构偏差中的一个或多个齿轮 机构偏差:
[0049]-齿距偏差,例如齿距单个偏差、齿距总偏差、齿距跳跃等
[0050]-齿厚偏差;
[0051]-圆跳偏差;
[0052]-圆度偏差;
[0053]-端跳偏差;
[0054]-平面度偏差;
[0055]-扭曲/交错。
[0056]
可以规定,对于第一评估区域的相应的测量点或区段,实际几何 结构与设定几何结构的第一允许偏差选自小于等于10μm的范围,尤 其是选自小于等于5μm的范围,并且对于第二评估区域的相应的测量 点或区段,实际几何结构与设定几何结构的第二允许偏差选自小于等 于15μm的范围,尤其是选自小于等于10μm的范围。因此,可以为 相应的允许偏差预定绝对值。
[0057]
例如,可以规定,确定修正的制齿方法可以包括将针对至少一个 评估区域的测量点的单个偏差减小到预定的阈值以下,其中,该阈值 例如为10μm或更小,尤其是为5μm或更小。
[0058]
例如,可以规定,确定用于评估区域中的至少一个评估区域的修 正的制齿方法可以包括使误差的平方和最小化。
[0059]
例如,可以规定,确定用于评估区域中的至少一个评估区域的修 正的制齿方法包括优化由偏差计算的参数或质量特征,例如使锥齿轮 的螺旋角度偏差最小化。例如可以规定,对于齿面的第一评估区域或 者多个齿面的相应的第一评估区域预定第一允许偏差,其中,第一允 许偏差具有针对高度凸度、轮廓角度偏差、宽度凸度和齿面线角度偏 差的第一允许公差,并且对于齿面的第二评估区域或者多个齿面的相 应的第二评估区域预定第二允许偏差,其中,第二允许偏差具有针对 高度凸度、轮廓角度偏差、宽度凸度和齿面线角度偏差的第二允许公 差,该第二允许公差部分地或者完全地不同于第一允许偏差的允许公 差。
[0060]
可以规定,对于第一评估区域使用不同的参数,从而例如对于齿 面的第一评估区域或多个齿面的相应的第一评估区域,预定第一允许 偏差,该第一允许偏差具有针对高度凸度、轮廓角度偏差、宽度凸度 和齿面线角度偏差的允许公差,而对于齿面的第二评估区域或多个齿 面的相应的第二评估区域,预定第二允许偏差,其中,第二允许偏差 具有针对端部修削、齿顶修削或齿根修削的偏差的允许公差。
[0061]
由此可以考虑和修正齿轮机构的对于相应的评估区域特别重要的 参数或质量特征。
[0062]
如已经解释的那样,工件的一个或多个齿面的实际几何结构可以 通过光学和/或接触式测量方法来测量。
[0063]
可以规定,在测量工件的齿面的通过制齿方法产生的实际几何结 构时,通过测量方法检测具有测量点的测量栅格,在确定齿面的实际 几何结构与齿面的预定的设定几何结构的偏差时,对于测量栅格的每 个测量点确定相应的测量点的实际位置与相应的测量点的设定位置的 相应偏差,并且测量点的第一组被配设给第一评估区域,并且测量点 的第二组被配设给第二评估区域。如果设置第三、第四或第n评估区 域,则测量点的第三、第四或第n组将相应地被配设给相应的第三、 第四或第n评估区域。
[0064]
可以规定,各评估区域不重叠。尤其是,配设给相应评估区域的 所测量的实际几何结构的测量点不被配设给其他评估区域。
[0065]
可以规定,各评估区域重叠。
[0066]
评估区域尤其可以如此重叠,使得一个或多个测量点被配设给一 个评估区域并且也被配设给另一个评估区域。在此,如果预定权重和/ 或公差,对于配设给两个或更多个评估区域的测量点,分别配设的最 高权重和最低公差具有优先级。
[0067]
尤其是,评估区域可以如此重叠,使得配设给一个评估区域的测 量点都不被配设给另一个评估区域。例如,一个评估区域可以由具有 测量点的测量栅格形成,而另一个评估区域可以由接触路径限定,然 而,该接触路径不与测量栅格的测量点相交。
[0068]
可以规定,扫描地检测测量栅格的栅格线,其中,以预定的分辨 率扫描每个栅格线。测量点可以从由扫描数据得到的测量点云确定。 替代地或补充地,可以规定,单个地接近和测量栅格的各单个的测量 点。
[0069]
可以规定,扫描地检测接触路径,其中,以预定分辨率扫描接触 路径。
[0070]
可以规定,以比测量栅格的栅格线更高的分辨率扫描接触路径。
[0071]
测量栅格能够以行和列来给出,从而例如测量栅格由多个行i和 多个列j来限定,其中,i是大于1的自然数,j是大于1的自然数, 并且行和列彼此交叉,尤其是在投影中例如以大约90
°
的角度彼此交 叉(径向投影)。尤其是,行和列的交点和端点限定了这种测量栅格的 测量点。
[0072]
如上所述,可以扫描地检测、即连续移动经过测量栅格的各行和 列。例如,如果使用接触式测量探头,则测量探头分别与齿面连续嵌 接地移动经过每条栅格线,即行和列中的每一个,其中,以预定分辨 率检测测量值。例如可以规定,在扫描过程中对于每个栅格线检测多 于10个且少于1000个的测量点,其中,测量点尤其可以等距离分布 地沿着相关的栅格线布置。
[0073]
从扫描的栅格线的测量点中可以导出齿轮机构或齿面的各单个的 测量点或参数
或质量特征。
[0074]
测量栅格可以是缩进的,即,与齿面的边缘或边沿具有一定距离, 以便测量结果不会被边缘或边沿的区域中的可能的毛刺歪曲。
[0075]
第一和第二评估区域例如可以这样确定,使得在齿面的接触线和 测量栅格之间形成交集,并且例如所有与接触线相交或位于齿面的包 围接触线的子区域内的测量点都被配设给第一评估区域,并且所有不 与接触线相交或不位于齿面的包围接触线的子区域内的测量点都被配 设给第二评估区域。
[0076]
齿面的接触线或者包围接触线的子区域可以通过计算机辅助的模 拟和/或台架试验来确定。
[0077]
根据该方法的一个实施例,在通过修正的制齿方法加工工件和/ 或另外的工件之后,通过修正的制齿方法加工的齿面的实际偏差对于 第一评估区域小于第一允许偏差,并且对于第二评估区域小于第二允 许偏差。
[0078]
根据该方法的一个实施例规定,当通过制齿方法加工工件时,制 造或加工工件的两个或更多个齿面,当测量通过制齿方法产生的实际 几何结构时,通过测量方法测量工件的两个或更多个齿面;在确定相 应测量的齿面的实际几何结构与预定的设定几何结构的偏差时,由相 应测量的齿面的偏差确定平均偏差;并且用于至少部分地减小偏差的 修正的制齿方法的确定根据平均偏差来进行,并且适用于所有齿面。
[0079]
换言之,为了确定齿面的测量的实际几何结构与预定的设定几何 结构的偏差,在齿轮机构的一些齿或所有齿上测量偏差,并且求得偏 差的平均值。这是因为可以假定,对于工件的所有齿面,可修正的系 统偏差是相似的。因此,齿面尤其在连续的子方法中被平均地修正。 在单个子方法中,单个的齿面本身可以单独地修正。
[0080]
与制齿方法相比,修正的制齿方法可以具有改变的运动学。替代 地或补充地,与制齿方法相比,修正的制齿方法可具有改变的工具几 何结构。
[0081]
可以规定,在确定修正的制齿方法之前,释放或阻止改变工具几 何结构的可能性,和/或在确定修正的制齿方法之前,释放或阻止改变 运动学的可能性。因此,可以规定哪些自由度可用于修正。例如,在 不可修整的工具的情况下,不能偏离工具的形状,或者改变工具形状 将意味着太多的时间和成本。因此,在不可整修的工具、例如铣刀的 情况下,改变工具几何结构的可能性将被阻止,并且改变运动学的可 能性被释放,而例如在可整修的磨削工具的情况下,改变工具几何结 构以及改变运动学的可能性可被释放。
[0082]
可以规定,仅工具的特定参数可用于修正。例如,可以阻止特定 的后角,这对于无碰撞的生产是需要的。
[0083]
可以规定,仅运动学的特定参数可用于修正。例如,可以阻止工 具转速、进给和/或产生在工具和工件之间的相对运动的各单个的轴。
[0084]
工件尤其是运行齿轮机构的齿轮,例如正齿轮、锥齿轮等,其中, 在通过制齿方法加工齿轮期间,加工或制造齿轮的多个齿面。
[0085]
根据第二方面,本发明涉及一种方法,包括以下步骤:通过测量 方法测量工件的齿面的通过制齿方法产生的实际几何结构;确定所述 齿面的实际几何结构与所述齿面的预定的设定几何结构的偏差;评估 所述偏差。所述方法的特征在于,评估所述偏差具有以下规定:对于 所述齿面的第一评估区域预定实际几何结构与设定几何结构的第一允 许偏
差,对于所述齿面的第二评估区域预定实际几何结构与设定几何 结构的第二允许偏差,并且所述第一允许偏差小于所述第二允许偏差。
[0086]
因此,可以通过对于第一评估区域的公差预定比对于第二评估区 域更窄的公差来实现齿面的区域的优先化或加权。
[0087]
第一评估区域和第二评估区域以及允许偏差相应于已经针对本发 明的第一方面描述的那些评估区域和偏差。因此,已经针对本发明的 第一方面描述的评估区域和允许偏差的所有变型和实施例也适用于本 发明的第二方面,并且能以与本发明的第二方面相同的方式转用。
[0088]
尤其是,例如可以规定,所述第一评估区域配设有齿面的承载区 域,该承载区域与所述齿面的端部或边沿隔开间距,和/或所述第二评 估区域配设有如下边缘区域,所述边缘区域具有所述齿面的端部或边 沿或与所述齿面的端部或边沿邻接。
[0089]
尤其是,例如可以设置成,当通过测量方法测量所述工件的齿面 的通过制齿方法产生的实际几何结构时,检测具有测量点的测量栅格, 在确定所述齿面的实际几何结构与所述齿面的预定的设定几何结构的 偏差时,对于所述测量栅格的每个测量点确定相应的测量点的实际位 置与相应的测量点的设定位置的偏差,并且所述测量点的第一组被配 设给所述第一评估区域,并且所述测量点的第二组被配设给所述第二 评估区域。
附图说明
[0090]
下面借助示出实施例的附图更详细地描述本发明。附图中分别示 意性地进行示出:
[0091]
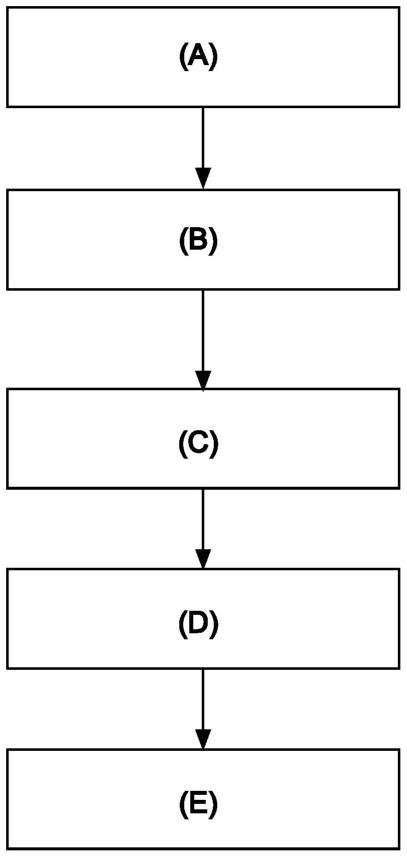
图1示出根据本发明的第一方面的根据本发明的方法的流程图;
[0092]
图2示出呈齿部坯件形式的工件;
[0093]
图3示出图2中的在预制齿时的工件;
[0094]
图4示出图3中的在预制齿之后的工件;
[0095]
图5示出图4中的具有测量栅格的工件;
[0096]
图6示出具有图4中的经预制齿的工件的齿部测量机;
[0097]
图7示出具有测量栅格的齿面;
[0098]
图8示出图7中的齿面,其具有图7中的测量栅格的测量点;
[0099]
图9示出图8中的具有评估区域的齿面和测量点;
[0100]
图10示出第一评估区域的测量点;
[0101]
图11示出第二评估区域的测量点;
[0102]
图12示出图8中的具有另外的评估区域的齿面和测量点;
[0103]
图13示出根据图12的第一评估区域的测量点;
[0104]
图14示出根据图12的第二评估区域的测量点;
[0105]
图15示出图8中的具有另外的评估区域的齿面和测量点;
[0106]
图16示出根据图15的第一评估区域的测量点;
[0107]
图17示出根据图15的第二评估区域的测量点;
[0108]
图18示出根据图15的第二评估区域的测量点;
[0109]
图19示出在硬加工期间的图4中的工件;
[0110]
图20示出生产链;
[0111]
图21示出根据本发明第二方面的根据本发明的方法的流程图
[0112]
图22示出锥齿轮;
[0113]
图23示出图22中的锥齿轮的放大图;
[0114]
图24示出具有测量栅格和接触路径的齿面;
[0115]
图25示出第一和第二评估区域的测量点;
[0116]
图26示出第一评估区域的测量点;
[0117]
图27示出第二评估区域的测量点。
具体实施方式
[0118]
图1示出根据本发明的第一方面的按照本发明的方法的流程图。
[0119]
首先,在方法步骤(a)中,通过制齿方法加工工件2,其中,制 造工件2的齿面4。为此,工件2首先作为无齿的坯件2提供,如图2 所示。
[0120]
坯件2的加工通过在软状态下滚铣来进行,从而坯件2在滚铣之 前没有被硬化。因此,制齿方法具有“滚铣”加工步骤,如带有滚铣工 具6的图3中示意性地示出的。这里,滚铣也可以被称为软加工或预 制齿。图4示出滚铣后的工件2。根据图4的工件2是斜齿的正齿轮2。
[0121]
接着在方法步骤(b)中,借助于测量方法测量工件2的通过滚 铣产生的齿面4的实际几何结构。
[0122]
为此,定义测量栅格8,如图5示例性地针对齿面4之一所示。 该测量栅格8具有预定数量的行i和列j。测量栅格8的栅格线的每个 交点和每个端点形成测量点10,从而当确定齿面4的实际几何结构与 齿面4的预定的设定几何结构的偏差时,对于测量栅格8的每个测量 点10确定相应的测量点10的实际位置与相应的测量点10的设定位置 的相应偏差。测量点10可以通过单个采样或通过扫描测量栅格8的栅 格线来确定。
[0123]
测量方法借助于坐标测量机100来执行,其中,测量探头12移动 经过针对一个或多个齿面4或对于每个齿面4的测量栅格8,以便对 于所测量的齿面4确定测量栅格8的测量点10的实际位置(图6)。
[0124]
图7示意性地示出针对齿面4之一的测量栅格8,其中,测量栅 格8具有七行i和十一列j,所述行和所述列分别由栅格线表示。由此 得到77个测量点10,其在图8中示出。
[0125]
然后,在方法步骤(c)中,借助测量点10确定所测量的齿面4 的实际几何结构与齿面4的预定的设定几何结构的偏差。该偏差的确 定可以借助于坐标测量机100的测量计算机14或借助于不是坐标测量 机100的一部分的外部计算机16来计算机辅助地进行。
[0126]
在方法步骤(d)中,确定用于至少部分地减小偏差的修正的制 齿方法,其中,确定用于至少部分地减小偏差的修正的制齿方法具有 如下规定:对于齿面4的第一评估区域ab1预定实际几何结构与设定 几何结构的第一允许偏差,对于齿面4的第二评估区域ab2预定实际 几何结构与设定几何结构的第二允许偏差,并且第一允许偏差小于第 二允许偏差。因此,对于制齿方法的“滚铣”加工步骤执行第一修正步 骤或第一修正环。
[0127]
第一评估区域ab1当前具有齿面4的一个子区域tb1。因此,第 一评估区域ab1当前相应于第一子区域tb1(图9)。
[0128]
第二评估区域ab2当前具有齿面的两个子区域,即子区域tb2 和子区域tb3。因此,第二评估区域相应于子区域tb2和tb3。子区 域tb2和tb3彼此间隔开地布置(图9)。
[0129]
所有那些布置在第一评估区域ab1内的测量点10形成测量点10 的第一组g1(图10)。所有那些布置在第二评估区域ab2内的测量 点10形成测量点10的第二组g2(图11)。
[0130]
因此,在通过用于“滚铣”加工步骤的第一修正步骤确定修正的制 齿方法时,对于第一组g1的测量点10比对于第二组g2的测量点10 考虑更窄的公差或更小的允许偏差,此外,为了用于至少部分地减小 偏差的数学优化,对于齿面4的第一评估区域ab1的偏差预定第一权 重w1,并且对于齿面4的第二评估区域ab2的偏差预定第二权重 w2,其中,第一权重w1大于第二权重w2。在此,在优化的范围内, 加权偏差的总和s被最小化,其中,例如s=(w1*偏差ab1)+(w2* 偏差ab2)。不言而喻的是,这种要最小化的总和也可以由评估区域 的各单个测量点的加权偏差求得,或者由齿轮机构的加权参数或质量 特征求得,所述加权参数或质量特征由各单个测量值或测量点的偏差 计算。
[0131]
因此,在修正的制齿方法中,通过修正的滚铣优先地修正评估区 域ab1的偏差,以便在评估区域ab1中制造尽可能小的偏差,而在 评估区域ab2中的偏差允许大于评估区域ab1。
[0132]
第一允许偏差可以与针对以下齿轮机构偏差和/或齿轮机构修形 中的一个或多个齿轮机构偏差和/或齿轮机构修形的第一公差相配设: 轮廓偏差,例如轮廓总偏差、轮廓形状偏差、轮廓角度偏差、嵌接角 度偏差等,和/或在轮廓方向上的一个或多个齿面修形的偏差,例如高 度凸度、齿顶和/或齿根修削、轮廓角度修形、轮廓交错等的偏差;齿 面线偏差,例如齿面线总偏差、齿面线形状偏差、齿面线角度偏差、 螺旋角度偏差等,和/或在齿面方向上的一个或多个齿面修形的偏差, 例如宽度凸度、端部修削、齿面线角度修形、齿面线交错等的偏差; 齿距偏差,例如齿距单个偏差、齿距总偏差、齿距跳跃等;齿厚偏差; 圆跳偏差。
[0133]
第二允许偏差可以与针对以下齿轮机构偏差和/或齿轮机构修形 中的一个或多个齿轮机构偏差和/或齿轮机构修形的第二公差相配设: 轮廓偏差,例如轮廓总偏差、轮廓形状偏差、轮廓角度偏差、嵌接角 度偏差等,和/或在轮廓方向上的一个或多个齿面修形的偏差,例如高 度凸度、齿顶和/或齿根修削、轮廓角度修形、轮廓交错等的偏差;齿 面线偏差,例如齿面线总偏差、齿面线形状偏差、齿面线角度偏差、 螺旋角度偏差等,和/或在齿面方向上的一个或多个齿面修形的偏差, 例如宽度凸度、端部修削、齿面线角度修形、齿面线交错等的偏差; 齿距偏差,例如齿距单个偏差、齿距总偏差、齿距跳跃等;齿厚偏差; 圆跳偏差。
[0134]
例如,当前可以规定,对于第一评估区域ab1,与对于第二评估 区域ab2相比,预定针对齿面线角度偏差的更小的公差。此外,当前 例如可以规定,对于第一评估区域ab1,与对于第二评估区域ab2 相比,预定针对高度凸度的更小的公差。因此,第一允许偏差和第二 允许偏差分别尤其具有针对齿轮机构2的两个或更多个参数或质量特 征的多个允许公差。
[0135]
在加工步骤(e)中,利用修正的制齿方法加工另外的工件2,其 中,与制齿方法相比,修正的制齿方法具有用于“滚铣”加工步骤的改 变的工艺运动学。由于滚铣是利用具有几何确定的切割刃的不可修整 的工具、即滚铣刀6对工件2进行的加工,因此在确定用于“滚铣”加 工步骤的修正的制齿方法之前,阻止改变工具几何结构的可能性,并 且释放改
变工艺运动学的可能性。
[0136]
在“滚铣”加工步骤中利用修正的制齿方法制造所述另外的工件2 之后,可以再次检查工件几何结构或齿面4,以确定进一步的修正需 求或检查修正的有效性。
[0137]
图12示出将齿面4划分为第一评估区域ab1和第二评估区域 ab2的另一变型。子区域tb4配设给第一评估区域ab1。在这种情况 下,评估区域ab1包括子区域tb4。由此得到第一评估区域的测量点 10的组g3,其在图13中示出。子区域tb5配设给评估区域ab2。 子区域tb5具有齿面4的布置在tb5之内和tb4之外的那些区域。 换言之,子区域tb5包括齿面4的除了子区域tb4之外的所有区域。 由此得到第二评估区域ab2的测量点10的组g4,其在图14中示出。
[0138]
子区域tb4当前相应于齿面4的承载区域,该承载区域与齿面4 的齿顶边缘k1、齿根z1以及端部e1、e2隔开间距,子区域tb4当 前还相应于齿面4的如下子区域,对于所述子区域,在运行时超过预 定的负荷阈值或预定的负荷标准。
[0139]
子区域tb5当前相应于齿面4的如下区域,该区域与齿面4的齿 顶边缘k1、齿根z1和端部e1、e2邻接。当前,子区域tb5还相应 于齿面4的如下子区域,对于该子区域,在运行时低于预定的负荷阈 值或预定的负荷标准。
[0140]
对于根据图12的齿面4的第一评估区域ab1,预定实际几何结 构与设定几何结构的第一允许偏差。对于根据图12的齿面4的第二评 估区域ab2,预定实际几何结构与设定几何结构的第二允许偏差。第 一允许偏差小于第二允许偏差。
[0141]
图15示出将齿面4划分为第一评估区域ab1、第二评估区域ab2 和第三评估区域ab3的另一变型。齿面4的子区域tb6配设给第一 评估区域ab1。在这种情况下,评估区域ab1包括子区域tb6。由此 得到第一评估区域ab1的测量点10的组g5,其在图16中示出。根 据图15的子区域tb7和tb8配设给第二评估区域ab2。由此得到第 二评估区域ab2的测量点10的组g6,其在图17中示出。根据图15 的子区域tb9和tb10配设给第三评估区域ab3。由此得到第三评估 区域ab3的测量点10的组g7,其在图18中示出。
[0142]
对于根据图15的齿面4的第一评估区域ab1,预定实际几何结 构与设定几何结构的第一允许偏差。对于根据图15的齿面4的第二评 估区域ab2,预定实际几何结构与设定几何结构的第二允许偏差。对 于根据图15的齿面4的第三评估区域ab3,预定实际几何结构与设 定几何结构的第三允许偏差。第一允许偏差小于第二允许偏差。第二 允许偏差小于第三允许偏差。基于第一、第二和第三允许偏差而适配 的修正的制齿方法使得可以维持针对第一评估区域的窄的公差,同时 针对第二和第三评估区域允许更大偏差。
[0143]
因此,第一修正步骤的结果是修正的滚铣,该修正的滚铣是修正 的制齿方法的加工步骤,并且该修正的滚铣可实现在齿面4的优先区 域中维持不同的公差。
[0144]
补充于上述滚铣,制齿方法可以具有一个或多个另外的加工步骤, 这些加工步骤可以通过相配设的修正步骤来修正。
[0145]
例如,可以规定,工件2在滚铣之后硬化,然后被磨削。
[0146]
因此可以规定,制齿方法包括加工步骤“滚磨”,从而在方法步骤 (a)中借助于磨削工具18对工件2的先前滚铣过的齿面4进行加工 (图19)。滚磨可以与上述滚铣相类似地修正,以便给出修正的滚磨。 因此,第二修正步骤或修正环与滚磨相配设,以给出作为修正的制齿 方法的加工步骤的修正的滚磨。
[0147]
图20示出用于齿轮2的制造的可行的工艺链。制齿方法包括加工 步骤滚铣(a)和滚磨(a)。加工步骤滚铣(a)和滚磨(a)可以通 过根据本发明的方法在相应配设的修正环中被修正,从而在修正之后, 利用修正的滚铣(e)和/或修正的滚磨(e)加工齿轮2。
[0148]
图21示出根据本发明第二方面的根据本发明的方法的流程图。在 第一方法步骤(i)中,通过测量方法测量工件2的通过制齿方法产生 的齿面4的实际几何结构。在第二方法步骤(ii)中,确定齿面的实 际几何结构与齿面的预定的设定几何结构的偏差。在第三方法步骤 (iii)中,对偏差进行评估,其中,对偏差的评估具有以下规定:对 于齿面的第一评估区域预定实际几何结构与设定几何结构的第一允许 偏差,对于齿面的第二评估区域预定实际几何结构与设定几何结构的 第二允许偏差,并且第一允许偏差小于第二允许偏差。
[0149]
第一评估区域和第二评估区域以及允许的偏差相应于已经针对本 发明的第一方面描述的那些评估区域和偏差。因此,已经针对本发明 的第一方面描述的评估区域和允许偏差的所有变型和实施例也适用于 本发明的第二方面,并且能够以与本发明的第二方面相同的方式转用。
[0150]
图22示出作为工件20的锥齿轮20,其中,图23示出图22中的 锥齿轮20的放大剖视图。
[0151]
锥齿轮20可以类似于上述正齿轮或下面描述的示例进行加工和 测量。对于锥齿轮的齿22示出测量栅格24,该测量栅格类似于图7-18 可以配设有带有相应的允许偏差和权重的齿面26的评估区域和子区 域。
[0152]
可以规定,在通过制齿方法加工工件20期间,工件20的所有齿 面26都被加工,其中,在测量通过制齿方法产生的实际几何结构期间, 通过测量方法测量工件20的两个或更多个齿面26;其中,在确定相 应测量的齿面26的实际几何结构与预定的设定几何结构的偏差时,由 相应测量的齿面26的偏差确定平均偏差;并且当确定用于至少部分地 减少偏差的修正的制齿方法时,根据平均偏差进行并且适用于所有齿 面26。
[0153]
图24至27示例性地针对齿面4示出:评估区域ab1和ab2可 以相互重叠。第一评估区域ab1具有测量点10的组g8,所述测量点 在图26中示出并且所述测量点沿着齿面4的接触路径30以扫描的方 式被检测。第二评估区域ab2具有由测量栅格32限定的测量点10的 组g9,其中,栅格线i、j也被扫描地采样,以确定根据图27的测量 点10。
[0154]
配设给第一评估区域ab1(图26)的测量点10中没有一个配设 给第二评估区域ab2(图27)。
[0155]
接触路径30以比测量栅格32的栅格线i、j更高的分辨率被扫描。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1