一种弯头冲蚀缺陷磁化与磁检测装置和方法
1.本发明专利涉及管道检测领域,具体涉及一种弯头冲蚀缺陷磁化与磁检测装置和方法。
背景技术:
2.弯头是一种常见的管道附件,通常用于改变管道的走向和方位,同时也强制改变管道内流体的流向。由于流体惯性力的作用,运行时弯头外侧会受到流体的长期冲刷作用。特别是当流体中存在砂质颗粒时,极易在短时间内在弯头外侧造成冲蚀缺陷。冲蚀缺陷充分发展会导致流体泄漏,甚至造成火灾和燃爆事故。由于冲蚀缺陷发生在弯头内表面,难以被肉眼直接发现。现场常用超声波壁厚检测的方法确定弯头的壁厚,但该方法极易出现漏检,且检测结果受传感器与管壁耦合效果影响。考虑到弯头由铁磁体材料构成,当内外表面出现冲蚀缺陷时相应位置的弯头外表面会出现磁异常。针对弯头冲蚀缺陷主要有两种思路以确定弯头的基本情况,一是定期采用无损检测手段检查弯头的冲蚀缺陷,二是在弯头上设置长期监测装置以检测冲蚀缺陷的变化情况。长期监测方法能较好地反映冲蚀缺陷发育过程,有助于及时处理冲蚀缺陷,但监测方法通常需要较多的传感器,且整个监测系统构成复杂,导致其费效比较低。因此本发明提出一种弯头冲蚀缺陷磁化与磁检测装置和方法,该装置结合了磁检测方法和磁监测方法的优点,通过合理的组合和改进,实现通过单个磁传感器探头检测整个弯头外表面的冲蚀缺陷。
技术实现要素:
3.本发明专利的目的是解决弯头冲蚀缺陷定期检测过程操作繁琐、长期监测过程设备复杂问题。实现对弯头的低成本精确在线检测,从而为弯头安全保护提供支撑。
4.本发明专利所采用的技术方案是:
5.本发明专利一种弯头冲蚀缺陷磁化与磁检测装置和方法,为达到上述目的,该装置包含三轴磁通门探头、探头移动构件、磁化构件和磁化与检测控制设备。其中探头移动构件包括轴向移动导轨、环向移动导轨和伺服电机;磁化构件包括励磁线圈和弯曲导磁套;磁化与检测控制设备包括计时器、整流器、伺服电机控制器、数据采集器和显示器。
6.所述三轴磁通门探头固定安装在探头移动构件上,其中三轴磁通门探头的x轴与弯头轴线平行,y轴与弯头环向平行,z轴与弯头外表面垂直。三轴磁通门探头的移动范围覆盖整个弯头外侧面。
7.所述探头移动构件包含两个完全一致的轴向移动导轨,轴向移动导轨在侧视图上与弯头轴线完全重合,为三轴磁通门探头提供轴向移动。环向移动导轨安装在轴向移动导轨上,为三轴磁通门探头提供环向移动。环向移动导轨与弯头外表面的距离固定保持为2mm。轴向移动导轨和环向移动导轨采用高强度铝合金,两种导轨的齿条与伺服电机的齿轮连接并啮合,使得三轴磁通门探头精确地移动。三轴磁通门探头和伺服电机的设备尺寸、质量较小。两个伺服电机安装于轴向移动导轨-环向移动导轨之间,并随环向移动导轨移动;
一个伺服电机安装于环向移动导轨-三轴磁通门探头之间,并随三轴磁通门探头移动。伺服电机控制器控制伺服电机精确实施动作,实现三轴磁通门探头在弯头外侧面精确定位。在弯头外侧面划分检测网格,轴向上每个网格对应弯头曲率半径中心圆的角度为5
°
,直角弯头共计有18个轴向检测网格。环向上每个网格对应弯头截面圆的角度为10
°
,弯头共计有18个环向检测网格。开展检测前需对探头移动构件调零,调零过程是通过伺服电机控制器控制伺服电机将三轴磁通门探头移动到弯头左上角极限位置,并重新以该位置为起点,检测剩余的324个磁场网格采样点。三轴磁通门探头检测路线是:在第一个轴向检测网格,沿环向采集弯头外侧同一管环上18个环向检测网格的磁场数据;按照同样的方法依次检测剩余轴向检测网格对应的环向检测网格的磁场数据。三轴磁通门探头采集伺服电机停止运行后5s的三维磁场数据,避免探头振动带来的影响以保证磁场检测的效果。
8.所述磁化构件通过励磁线圈将弯头磁化,以提高冲蚀缺陷磁检测效果。在弯头两端分别采用相同材质相同直径的铜线缠绕相同圈数,制作两个完全一致的励磁线圈。励磁线圈中通入恒定直流电,在弯头上形成两个恒定励磁磁场源。所述弯曲导磁套与被检测弯头形状类似,其直径比弯头稍大且材料一致。弯曲导磁套可沿外侧线对称打开以便安装和拆卸,弯曲导磁套两端有带孔盲板,开孔的直径与弯头的外径一致。弯曲导磁套包裹着弯头及其两端一部分直管段,并将三轴磁通门探头、探头移动构件和励磁线圈包裹在内部。通过被检测弯头、两个励磁线圈和弯曲导磁套,形成了弯头上的完整励磁磁化回路。
9.在弯头旁安装磁化与检测控制设备,通过计时器确定两次弯头磁化与磁检测的时间间隔并支持临时检测,现场可综合弯头内流体流速、砂含量、弯头转弯半径、弯头直径确定其磁检测的时间间隔。磁化与检测控制设备接入220v交流电源,采用整流器将交流电转化为直流电,并通入两个励磁线圈中。在检测前将励磁线圈通恒定的直流电0.5h,以消除弯头的磁化历史。伺服电机控制器用于连接三个伺服电机,为伺服电机供电并控制其动作过程。技术人员通过在伺服电机控制器中编制检测动作程序,保证三轴磁通门探头沿预定的检测路径行进。数据采集器将三轴磁通门探头上的模拟信号转换为数字信号。显示器显示弯头网格上各个位置的磁场三分量,并显示绘制的弯头外侧的三分量磁感应强度值的分布云图。
10.本发明在一种弯头冲蚀缺陷磁化与磁检测装置的基础上,形成了一种弯头冲蚀缺陷磁化与磁检测方法。所述磁化构件将弯头全部磁化,并采用探头移动构件驱动三轴磁通门探头沿弯头不同网格点检测三维磁信号,从而确定缺陷位置和大致尺寸。
11.s1:调研弯头信息,检测前先调研被检测弯头的信息,包括弯头材质、弯头直径、转弯半径、弯头壁厚、介质组分、砂含量、流体速度、设计压力、流体走向、弯头走向;
12.s2:设备校准与调零,定期对被检测的设备进行校准,包括校准三轴磁通门探头的三轴正交性和检测结果的准确性,验证其检测时间内是否出现漂移,每次检测前调零三轴磁通门探头的起始位置,即通过伺服电机控制器控制伺服电机将三轴磁通门探头移动到弯头左上角极限位置;
13.s3:划分弯头外侧网格,弯头外侧面轴向上划出18个轴向检测网格点和18个环向检测网格点,将轴向和环向检测网格点的交叉点作为三轴磁通门探头的检测点,共计324个检测点;s4:确定弯头检测过程,检测时按照“轴向进一格,环向测全部”的原则设置弯头检测过程,在第一个轴向检测网格点,沿环向采集弯头外侧同一管环上18个环向检测网格的
磁场数据;按照同样的方法依次检测剩余网格点的磁场数据;三轴磁通门探头采集伺服电机停止运行后5s的三维磁场数据,避免探头振动带来的影响以保证磁场检测的效果;
14.s5:编制弯头检测程序,在伺服电机控制器中按照弯头检测过程,编制对应的弯头检测程序,使得三轴磁通门探头检测路径与预设一致;
15.s6:弯头磁化,励磁线圈中通入恒定电流的直流电,线圈发出的磁力线经过弯头、线圈和弯曲导磁套又回到原位置,从而形成完整的磁回路;
16.s7:弯头冲蚀缺陷检测,伺服电机带动三轴磁通门探头沿轴向移动导轨和环向移动导轨检测不同网格点的磁场三分量数据,并将每个点的数据保存;
17.s8:数据显示,数据采集器中保存324个检测点的三维磁场数据,检测时在显示器上显示每个网格检测点的三维磁场数据,显示整个弯头外侧的x方向、y方向和z方向的磁感应强度分布图,可根据磁感应强度的幅值确定弯头冲蚀缺陷的位置和大致尺寸;
18.s9:下次检测,当计时器的倒计时变为0后,则又重复上述过程以开始下一次的弯头冲蚀缺陷检测,通过对比多次弯头磁检测结果,确定弯头的冲蚀缺陷发展过程。
附图说明
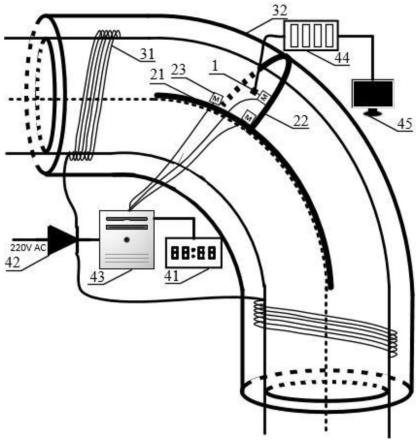
19.图1是本发明专利整体结构示意图。
20.图2是本发明专利弯头检测点网格划分示意图(部分网格)。
21.图中:1.三轴磁通门探头,2.探头移动构件,21.轴向移动导轨,22.环向移动导轨,23.伺服电机,3.磁化构件,31.励磁线圈,32.弯曲导磁套,4.磁化与检测控制设备,41.计时器,42.整流器,43.伺服电机控制器,44.数据采集器,45.显示器。
具体实施方式
22.以下将结合实施例和附图对本发明进行详细描述,本次的具体实施是在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
23.本发明专利一种弯头冲蚀缺陷磁化与磁检测装置,为达到上述目的,该装置包含三轴磁通门探头1、探头移动构件2、磁化构件3和磁化与检测控制设备4。其中探头移动构件2包括轴向移动导轨21、环向移动导轨22和伺服电机23;磁化构件3包括励磁线圈31和弯曲导磁套32;磁化与检测控制设备4中包括计时器41、整流器42、伺服电机控制器43、数据采集器44和显示器45。
24.所述三轴磁通门探头1固定安装在探头移动构件2的环向移动导轨22上,其中三轴磁通门探头1的x轴与弯头轴线平行,y轴与弯头环向平行,z轴与弯头外表面垂直。三轴磁通门探头1被探头移动构件2携带着沿弯头外表面的轴向和环向逐步移动,由于弯头的冲蚀缺陷都发生在其外侧,因此本发明专利的三轴磁通门探头1可检测整个弯头外侧。三轴磁通门探头1可直接同时采集弯头外表面2mm提离高度处的x、y和z三个方向的磁感应强度。
25.所述探头移动构件2包含两个完全一致的轴向移动导轨21,轴向移动导轨21在侧视图上与弯头轴线完全重合,轴向移动导轨21分别安装在弯头的两侧,为三轴磁通门探头1沿着轴向精确可重复的移动提供支撑。环向移动导轨22安装在轴向移动导轨21上,用于保证三轴磁通门探头1环向移动。环向移动导轨22整体呈半圆弧型,且环向移动导轨22在各个
位置与弯头外表面的垂直距离一致,使三轴磁通门探头1与弯头的提离高度始终保持一致,从而保证三轴磁通门探头1在各点的磁检测效果始终一致。三轴磁通门探头1与弯头外表面的距离固定保持为2mm。轴向移动导轨21和环向移动导轨22采用高强度铝合金材质,且两种导轨上都安装有齿条,便于控制三轴磁通门探头1实现高精度移动。由于三轴磁通门探头1设备尺寸和质量较小,因此伺服电机23也采用小型化的设备,并受伺服电机控制器43控制。伺服电机23安装于轴向移动导轨21-环向移动导轨22之间和环向移动导轨22-三轴磁通门探头1之间,其中轴向移动导轨21-环向移动导轨22之间的伺服电机23有两个,分别安装在两个环向移动导轨22的两端,环向移动导轨22-三轴磁通门探头1之间的伺服电机23有一个。轴向移动导轨21-环向移动导轨22之间的两个伺服电机23安装在环向移动导轨22上,同样环向移动导轨22与三轴磁通门探头1之间的伺服电机23安装在三轴磁通门探头1上。伺服电机23转动轴上固定安装有齿轮,并与两种导轨的齿条啮合。通过伺服电机控制器43控制伺服电机23动作,实现三轴磁通门探头1在弯头外侧面的精确定位。在弯头外侧面划分网格,轴向上每个网格对应弯头曲率半径中心圆的角度为5
°
,因此直角弯头共计有18个轴向的网格检测点。环向上每个网格对应弯头截面圆的角度为10
°
,因此对直角弯头而言共计有18个环向的检测点。运行一段时间后齿条和齿轮之间可能出现误差,因此每次重新对弯头进行磁检测前都要对探头移动构件2进行位置调零。位置调零过程是通过伺服电机控制器43控制伺服电机23将三轴磁通门探头1移动到弯头左上角极限位置,当三轴磁通门探头1不能再移动时为止,并重新以该位置为起点,依次对剩余的324个磁场采样点进行检测。三轴磁通门探头1检测路线是:沿环向采集弯头外侧同一管环上所有的18个点的磁场三分量,再将三轴磁通门探头1沿轴向行进一格,检测该轴向位置对应管环上所有的18个点的磁场三分量,按照此方法检测弯头上所有网格点的磁场三分量。由于伺服电机23启动和停止时容易产生振动,因此伺服电机23驱动三轴磁通门探头1运动到对应网格点位置后,等待5s以消除三轴磁通门探头1由于运动而引起的振动,再检测对应位置的磁场三分量,以保证磁场检测的效果。
26.所述磁化构件3通过励磁线圈31将弯头磁化,以提高冲蚀缺陷漏磁场强度和漏磁场检测效果。采用相同材质相同直径的铜线在弯头两端靠近焊缝处缠绕相同圈数,形成两个完全一致的励磁线圈31。向励磁线圈31中通入恒定直流电,两个励磁线圈31中通入的电流方向一致,从而在弯头上形成两个相互垂直的恒定励磁磁场源,将弯头所有位置全部磁化。所述弯曲导磁套32与被检测弯头类似,其直径比弯头至少大0.1m,其材料与被检测弯头一致,且弯曲导磁套32在弯头两端的直管段中还存在着0.1m的延伸。弯曲导磁套32两端有带孔盲板,盲板上开孔的直径与弯头的外径一致,保证弯头正好被弯曲导磁套32包裹在其中。弯曲导磁套32是两个沿最外侧弧线剖开的完全一致的半边弯头,以便使用时和检修时可快速安装与拆卸。三轴磁通门探头1和探头移动构件2被包裹在弯曲导磁套32中,弯曲导磁套32既起到了导磁的作用,又对内部的检测仪器起到保护作用。使用时将弯曲导磁套32的两个半边弯头之间的连接缝、弯曲导磁套32与弯头之间的连接缝采用玻璃胶密封起来,保证三轴磁通门探头1和探头移动构件2不受外界雨水影响。通过被检测弯头、两个励磁线圈31和弯曲导磁套32,在弯头上形成了完整的励磁磁化回路。
27.在弯头旁安装有磁化与检测控制设备4,通过计时器41确定两次弯头磁化与磁检测的时间间隔,现场技术人员可根据弯头内流体流速、砂含量、弯头转弯半径、弯头直径综
合考虑其磁检测的时间间隔,并在计时器41设置相应的时间。同时计时器41也支持临时性的直接开展检测,即临时检测时将剩余时间间隔调整0,整个装置马上按照磁检测的步骤开展检测。磁化与检测控制设备4接入220v交流电源,采用整流器42将交流电转化为直流电,调整电流大小后通入两个励磁线圈31中。在检测前将励磁线圈31通入恒定的直流电0.5h,以消除弯头的磁化历史,并使管道被均匀磁化。
28.伺服电机控制器43用于连接三个伺服电机23,为伺服电机23供电并控制其动作过程。技术人员按照三轴磁通门探头1的检测路径在伺服电机控制器43中编制动作程序,保证三轴磁通门探头1沿预定的检测路径行进。数据采集器44为三轴磁通门探头1供电,并将三轴磁通门探头1三个方向线圈的电压转换成对应的磁感应强度数值。显示器45用于显示弯头网格上各个位置的磁场三分量,并绘制弯头外侧的三分量磁感应强度值的分布云图。
29.本发明在一种弯头冲蚀缺陷磁化与磁检测装置的基础上,形成了一种弯头冲蚀缺陷磁化与磁检测方法。所述磁化构件3用以将弯头整体磁化,并采用探头移动构件2驱动三轴磁通门探头1沿弯头不同网格点检测三维磁信号,从而确定缺陷位置和大致尺寸,通过一个三轴磁通门探头1实现了弯头冲蚀缺陷无人定期在磁检测。
30.s1:调研弯头信息,进行弯头磁检测前,首先调研被检测弯头的信息,包括弯头材质、弯头直径、转弯半径、弯头壁厚、介质组分、砂含量、流体速度、设计压力、流体走向、弯头走向,记录弯头的信息并定期检测更新;
31.s2:设备校准与调零,定期对被检测的设备进行校准,包括校准三轴磁通门探头1的三轴正交性和检测结果的准确性,将三轴磁通门探头1通电0.5h,验证其一段时间内检测结果是否出现漂移,每次检测前通过伺服电机控制器43控制伺服电机23将三轴磁通门探头1移动到弯头左上角极限位置,调零三轴磁通门探头1的起始位置;
32.s3:划分弯头外侧面检测网格点,弯头外侧面轴向上每个网格对应弯头曲率半径中心圆的角度为5
°
,在直角弯头共计划出18个轴向检测网格点,弯头外侧面环向上每个网格对应弯头截面圆的角度为10
°
,外侧面共计有18个环向检测网格点,将轴向和环向检测网格点的交叉点作为三轴磁通门探头1的检测点,共计324个检测点;
33.s4:确定弯头检测过程,检测时按照“轴向进一格,环向测全部”的原则设置弯头检测过程,在第一个轴向检测网格点,沿环向采集弯头外侧同一管环上18个环向检测网格的磁场数据;按照同样的方法依次检测剩余轴向检测网格对应的环向检测网格的磁场数据;三轴磁通门探头1采集伺服电机23停止运行后5s的三维磁场数据,避免探头振动带来的影响以保证磁场检测的效果;
34.s5:编制弯头检测程序,在伺服电机控制器43中按照弯头检测过程,编制对应的弯头检测程序,使得三轴磁通门探头1检测过程与预设一致;
35.s6:弯头磁化,开启整流器43将220v交流电转化成恒定电流的直流电,并将直流电通入两个励磁线圈31中,从而在励磁线圈31中产生两个恒定的静磁场,励磁线圈31发出的磁力线经过弯头、励磁线圈31和弯曲导磁套32又回到原位置,从而形成完整的磁回路;
36.s7:弯头冲蚀缺陷检测,伺服电机23带动三轴磁通门探头1沿轴向移动导轨21和环向移动导轨22检测不同网格点的磁场三分量数据,并将每个点的数据保存;
37.s8:数据显示,数据采集器44中保存每个网格检测点的三维磁场数据,共计324个检测点,检测时在显示器45上显示每个网格检测点的三维磁场数据,检测完成后,在显示器
45上显示整个弯头外侧的x方向、y方向和z方向的磁感应强度分布图,技术人员可根据磁感应强度的幅值确定弯头冲蚀缺陷的位置和大致尺寸;
38.s9:下次检测,检测完成后计时器41开始工作,当计时器41的倒计时变为0后,则又重复上述过程以开始下一次的弯头冲蚀缺陷检测,技术人员可对比多次弯头磁检测结果,确定弯头的冲蚀缺陷发展过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1