一种制作家具的板材平整度测量装置的制作方法
1.本发明属于测量平整度的技术领域,涉及一种制作家具的板材平整度测量装置。
背景技术:
2.板材平整度是指板材表面纵向凹凸量的偏差值,平整度是评定板材质量的重要技术指标之一,每一批家具板材在生产完成后,都需要工作人员抽检测定板材的表面平整度,以此来判定板材的是否合格。
3.目前,现有技术中的板材平整度测定方法一般是工作人员将标准尺贴合板材的表面,当标准尺与板材局部存在不贴合的情况时,操作工人根据自身经验来判断是否满足标准,这种测量方法费时费力,一般只会用来对板材进行抽检,不会对一批板材进行全检,漏检率高,且这种测量方法无法精确地判断板材表面偏差程度的大小,会严重影响板材成品家具的合格率。
4.综上所述,故现在迫切需要一种能够自动对板材进行批量的平整度测量并且能够将板材表面的偏差程度直接展示出来的制作家具的板材平整度测量装置,用来解决上述问题。
技术实现要素:
5.为了克服人工使用标准尺对板材进行平整度测量时,较为费时费力,而且漏检率高,并且无法精确地判断板材表面偏差程度的大小,会严重影响板材成品家具合格率的缺点,本发明的技术问题是:提供一种能够自动对板材进行批量的平整度测量并且能够将板材表面的偏差程度直接展示出来的制作家具的板材平整度测量装置。
6.本发明的技术实施方案为:一种制作家具的板材平整度测量装置,包括有支撑架,还包括有滑动架、滚筒、第一弹性件、热可擦笔、下料架、顶板、第二弹性件、导向机构、展示机构和加热机构,支撑架上滑动式连接有至少两个滑动架,滑动架的下部均转动式连接有滚筒,滑动架与支撑架之间均连接有第一弹性件,滑动架上均连接有至少两个热可擦笔,热可擦笔可利用划线的方式来测量板材的平整度,支撑架的一侧连接有下料架,支撑架靠近下料架的一侧滑动式连接有至少两个用于对板材进行支撑的顶板,一侧的顶板与滚筒底部接触,顶板与支撑架之间均连接有至少两个第二弹性件,支撑架远离下料架的一侧设置有用于对板材进行导向限位的导向机构,支撑架靠近下料架的一侧设置有用于将板材表面的偏差程度展示出来的展示机构,展示机构上设置有加热机构。
7.更为优选的是,导向机构包括有滑动板、第三弹性件、第一夹板、第二夹板、滚轮和第四弹性件,支撑架远离下料架的一侧滑动式连接有至少两个滑动板,滑动板外侧与支撑架之间均连接有第三弹性件,滑动板内侧均连接有第一夹板,滑动板内侧均滑动式连接有第二夹板,第二夹板位于第一夹板下方,第一夹板和第二夹板能够对板材进行限位导向,滑动板上均转动式连接有至少一个滚轮,第二夹板与滑动板之间均连接有至少一个第四弹性件。
8.更为优选的是,展示机构包括有电动滑轨、第一固定板、第二固定板、转轴、套筒、画线纸和电机,支撑架靠近下料架的一侧连接有两个电动滑轨,电动滑轨的滑块上均连接有第一固定板,电动滑轨靠近第一固定板的一侧均连接有第二固定板,第一固定板之间转动式连接有转轴,第二固定板之间也转动式连接有转轴,转轴上均连接有至少两个套筒,上侧的套筒上均绕有画线纸,画线纸的下端与下侧的套筒连接,热可擦笔上下移动能够在画线纸上划线,画线纸展开能够将板材表面的偏差程度展示出来,一侧的第一固定板和一侧的第二固定板上均连接有电机,电机的输出轴与转轴连接。
9.更为优选的是,加热机构包括有电极块、支撑板和加热器,电动滑轨远离第一固定板的一侧均连接有电极块,第一固定板之间连接有支撑板,支撑板位于两根转轴之间,支撑板上连接有加热器,加热器与画线纸接触,加热器用于对画线纸加热,使画线纸上的划线消失。
10.更为优选的是,还包括有用于将不合格的板材推出的推料机构,推料机构包括有推料架、第五弹性件和顶杆,支撑架靠近下料架的一侧滑动式连接有推料架,推料架位于下料架上方,推料架往下运动能够将不合格的板材往下推出,推料架与支撑架之间连接有至少两个第五弹性件,第一固定板靠近推料架的一侧均连接有顶杆。
11.更为优选的是,还包括有用于控制电动滑轨和电机自动工作的控制机构,控制机构包括有位移传感器、第一距离传感器、第二距离传感器和控制箱,支撑架上连接有至少两个位移传感器,位移传感器位于滑动架一侧,其中一个位移传感器的一侧连接有第一距离传感器,支撑架上连接有第二距离传感器,第二距离传感器位于滑动架的另一侧,支撑架上连接有控制箱,位移传感器、第一距离传感器、第二距离传感器、电动滑轨和电机均与控制箱通过电性连接。
12.更为优选的是,还包括有用于将润滑油涂抹在板材表面的润滑机构,润滑机构包括有第一海绵块、储油箱和第二海绵块,支撑架上连接有第一海绵块,第一海绵块位于滚筒一侧,支撑架上连接有储油箱,储油箱位于第一海绵块和滚筒之间,储油箱底部连接有第二海绵块并连通。
13.更为优选的是,第二夹板远离滚筒的一端向下弯曲。
14.本发明的有益效果是:1、本发明通过将板材批量的往左传输,第一夹板和第二夹板能够对板材进行导向限位,当板材不平整的地方与滚轮接触时,会驱动热可擦笔上下移动在画线纸上划线,工作人员可以通过观察画线纸上的划线来判断板材的平整度是否合格,省时省力。
15.2、本发明通过电动滑轨作为驱动力,能够驱动上侧的套筒往左运动,从而能够将画线纸展开,方便工作人员的观察,板材表面偏差的程度越大,划线会越长,使得工作人员能够精确地判断板材表面偏差程度的大小。
16.3、本发明通过加热器散发热量,能够在画线纸收卷的过程中,对画线纸进行加热,使得划线消失,从而能够对画线纸进行循环使用。
17.4、本发明的推料架往下运动能够自动将平整度不合格的板材往下推动,使得平整度不合格的板材能够顺着下料架往下掉落,从而自动将平整度不合格的板材挑出。
附图说明
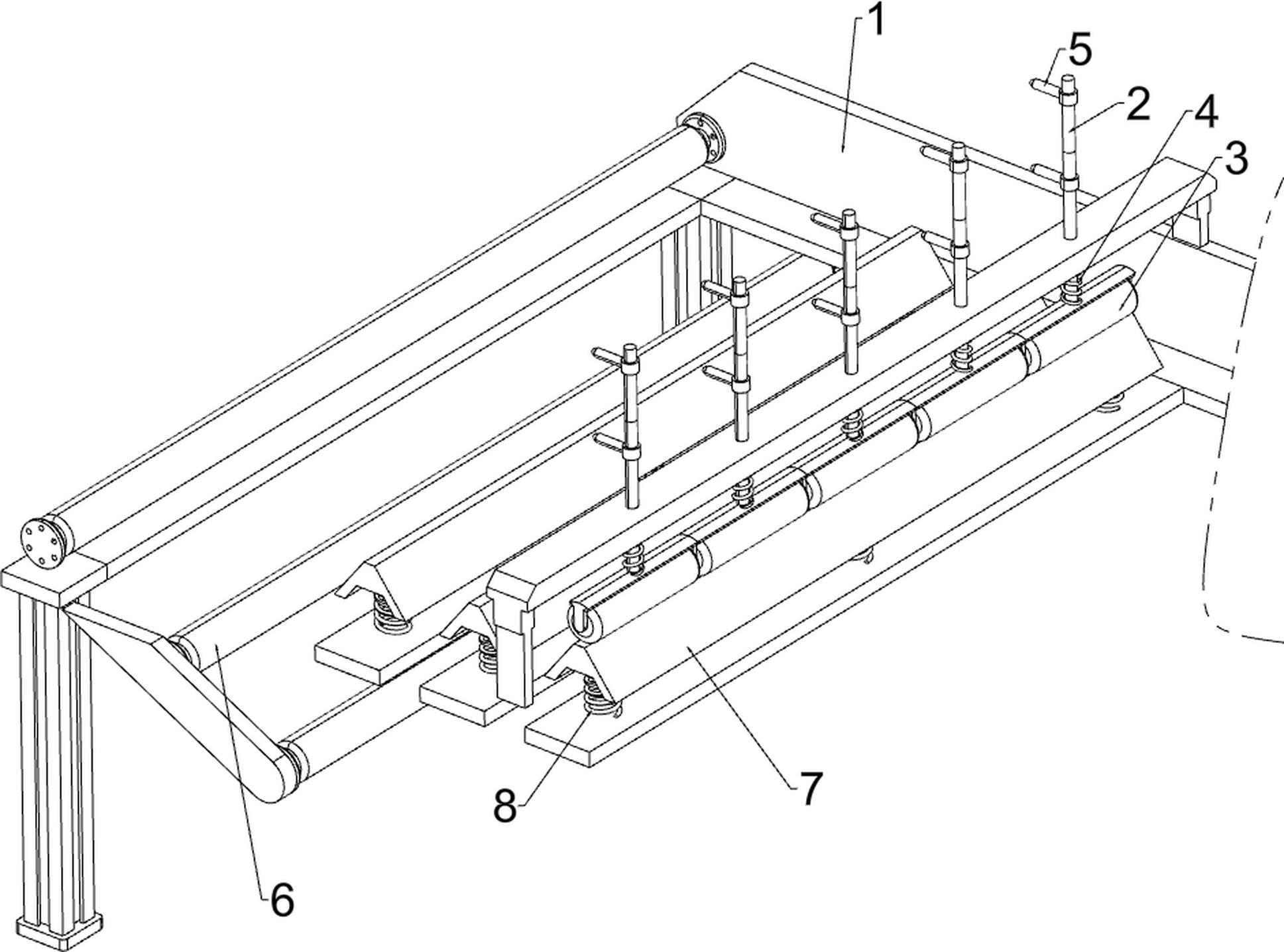
18.图1为本发明的立体结构示意图。
19.图2为本发明的局部立体结构示意图。
20.图3为本发明导向机构的立体结构示意图。
21.图4为本发明导向机构的局部结构示意图。
22.图5为本发明展示机构的立体结构示意图。
23.图6为本发明推料机构的第一种立体结构示意图。
24.图7为本发明加热机构的立体结构示意图。
25.图8为本发明推料机构的第二种立体结构示意图。
26.图9为本发明控制机构的立体结构示意图。
27.图10为本发明润滑机构的立体结构示意图。
28.图中附图标记的含义:1、支撑架,2、滑动架,3、滚筒,4、第一弹性件,5、热可擦笔,6、下料架,7、顶板,8、第二弹性件,9、导向机构,91、滑动板,92、第三弹性件,93、第一夹板,94、第二夹板,95、滚轮,96、第四弹性件,10、展示机构,1001、电动滑轨,1002、第一固定板,1003、第二固定板,1004、转轴,1005、套筒,1006、画线纸,1007、电机,11、加热机构,1101、电极块,1102、支撑板,1103、加热器,12、推料机构,1201、推料架,1202、第五弹性件,1203、顶杆,13、控制机构,1301、位移传感器,1302、第一距离传感器,1303、第二距离传感器,1304、控制箱,14、润滑机构,1401、第一海绵块,1402、储油箱,1403、第二海绵块。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1一种制作家具的板材平整度测量装置,参照图1-图7,包括有支撑架1、滑动架2、滚筒3、第一弹性件4、热可擦笔5、下料架6、顶板7、第二弹性件8、导向机构9、展示机构10和加热机构11,支撑架1的上部中间均匀间隔滑动式连接有滑动架2,滑动架2的下部均转动式连接有滚筒3,滑动架2的下部与支撑架1之间均连接有第一弹性件4,第一弹性件4为复位弹簧,滑动架2的上部均连接有两个热可擦笔5,当板材往左传输时,滚筒3能够在板材顶部滚动,当滚筒3与板材不平整的地方接触时,滚筒3会上下移动,带动热可擦笔5上下移动,热可擦笔5能够通过划线的方式来测量板材的平整度,在实际生产中可根据需要调节滚筒3的尺寸,支撑架1的上部左侧焊接有下料架6,平整度不合格的板材能够通过下料架6往下滑落,支撑架1的上部左侧间隔滑动式连接有三个顶板7,顶板7均位于下料架6右侧,最右侧的顶板7顶部与滚筒3底部接触,顶板7底部与支撑架1之间均间隔均匀连接有第二弹性件8,第二弹性件8为压缩弹簧,支撑架1的上部右侧设置有导向机构9,支撑架1的上部左侧设置有展示机构10,展示机构10上设置有加热机构11。
31.参照图1、图3和图4,导向机构9包括有滑动板91、第三弹性件92、第一夹板93、第二夹板94、滚轮95和第四弹性件96,支撑架1的上部左侧前后对称滑动式连接有滑动板91,滑
动板91的外侧与支撑架1之间均连接有第三弹性件92,第三弹性件92为压缩弹簧,滑动板91的内侧上部均连接有第一夹板93,滑动板91的内侧下部均滑动式连接有第二夹板94,第二夹板94的右端向下弯曲,当板材往左传输时,滑动板91、第一夹板93和第二夹板94能够对板材进行限位导向,滑动板91上均间隔均匀转动式连接有滚轮95,第二夹板94底部与滑动板91之间均连接有两个第四弹性件96,第四弹性件96为弹性块。
32.参照图1和图5,展示机构10包括有电动滑轨1001、第一固定板1002、第二固定板1003、转轴1004、套筒1005、画线纸1006和电机1007,支撑架1的上部左侧前后栓接连接有电动滑轨1001,电动滑轨1001的滑块上均连接有第一固定板1002,电动滑轨1001的底部右侧均连接有第二固定板1003,两个第一固定板1002的上部之间转动式连接有转轴1004,两个第二固定板1003之间也转动式连接有转轴1004,转轴1004上均间隔均匀连接有套筒1005,上侧的套筒1005上均绕有画线纸1006,画线纸1006的下端均与下侧的套筒1005连接,热可擦笔5上下移动能够在画线纸1006上划线,画线纸1006展开能够方便工作人员精确地判断板材表面偏差程度的大小,前侧的第一固定板1002和前侧的第二固定板1003上均栓接有电机1007,电机1007的输出轴与转轴1004连接。
33.参照图1、图6和图7,加热机构11包括有电极块1101、支撑板1102和加热器1103,电动滑轨1001的顶部左侧均连接有电极块1101,两个第一固定板1002的下部之间连接有支撑板1102,支撑板1102上连接有加热器1103,加热器1103与画线纸1006接触,加热器1103散发热量能够对画线纸1006加热,使得划线消失,画线纸1006能够重复利用。
34.初始时,第一弹性件4处于压缩状态,当需要对板材的平整度进行测量时,可以使用该装置,首先将该装置放置到指定位置,然后通过板材输送机能够将板材间歇性的往左输送至第一夹板93和第二夹板94之间,当板材与滑动板91接触时,会挤压滑动板91往外侧运动,第三弹性件92压缩,从而能够适用于不同宽度的板材,滑动板91能够带动滚轮95、第一夹板93和第二夹板94往外侧运动,当板材与第二夹板94接触时,会将第二夹板94往下挤压,第四弹性件96压缩,滑动板91、第一夹板93和第二夹板94均能够对板材进行导向限位,当板材与滚轮95接触时,能够带动滚轮95转动,滚轮95能够辅助板材往左运动,当板材与最右侧的顶板7接触时,板材也会与滚筒3底部接触,此时板材会挤压最右侧的顶板7往下运动,最右侧的第二弹性件8压缩,同时,滚筒3一直在板材顶部滚动,此时启动下侧的电机1007,下侧的电机1007的输出轴带动下侧的转轴1004和下侧的套筒1005转动,下侧的套筒1005能够对画线纸1006进行收卷,使得画线纸1006绕在下侧的套筒1005上,同时,画线纸1006会带动上侧的套筒1005和上侧的转轴1004转动,当板材与其他两个顶板7接触时,会挤压顶板7往下运动,第二弹性件8压缩,顶板7能够对板材进行支撑,当板材凸起的位置与滚筒3接触时,板材会挤压相应的滚筒3往上运动,带动滑动架2和热可擦笔5往上运动,第一弹性件4继续压缩,此时下侧的热可擦笔5会与画线纸1006接触,从而在画线纸1006上划线,当板材凸起的位置与滚筒3分离时,第一弹性件4恢复到初始状态,带动滚筒3、滑动架2和热可擦笔5往下运动复位,下侧的热可擦笔5会与画线纸1006分离,当板材凹陷的位置与滚筒3接触时,第一弹性件4会恢复原状,带动滚筒3、滑动架2和热可擦笔5往下运动,此时上侧的热可擦笔5会与画线纸1006接触,从而在画线纸1006上划线,当板材凹陷的位置与滚筒3分离时,板材会挤压滚筒3、滑动架2和热可擦笔5往上运动复位,第一弹性件4压缩,如此可以对板材进行平整度测量,当板材与第二夹板94分离时,第四弹性件96恢复原状,带动第二夹板
94往上运动复位,当板材与滑动板91和滚轮95分离时,第三弹性件92恢复原状,带动滑动板91往内侧运动复位,滑动板91带动滚轮95、第一夹板93和第二夹板94往内侧运动复位,当板材与顶板7分离时,第二弹性件8恢复原状,带动顶板7往上运动复位,当板材与滚筒3分离时,最右侧的顶板7刚好重新顶住滚筒3的底部,此时关闭下侧的电机1007,再启动电动滑轨1001,控制电动滑轨1001的滑块带动第一固定板1002往左运动,从而带动上侧的转轴1004、上侧的套筒1005、支撑板1102和加热器1103往左运动,上侧的套筒1005能够将画线纸1006往左拉动展开,画线纸1006带动下侧的转轴1004和下侧的套筒1005反转,使得下侧的套筒1005放开画线纸1006,从而能够对画线纸1006进行展示,当加热器1103与电极块1101接触时,能够使得加热器1103通电,加热器1103能够散发热量,此时关闭电动滑轨1001,工作人员可以通过观察画线纸1006上的划线来判断板材的平整度是否合格,板材表面偏差的程度越大,划线会越长,板材表面偏差的程度越小,划线会越短,如果板材的平整度不合格,可以将板材往下推动,使得板材顺着下料架6往下掉落,如果板材的平整度合格,则不推动板材,下一块板材会将合格的板材往左推动进行送料,然后启动电动滑轨1001和上侧的电机1007,控制电动滑轨1001的滑块带动第一固定板1002往右运动复位,从而带动上侧的转轴1004、上侧的套筒1005、支撑板1102和加热器1103往右运动复位,使得加热器1103与电极块1101分离,加热器1103断电,同时,上侧的电机1007的输出轴带动上侧的转轴1004和上侧的套筒1005反转,使得上侧的套筒1005能够对画线纸1006进行收卷,收卷过程中,通过加热器1103的余热能够对整条画线纸1006进行加热,使得划线消失,从而能够对画线纸1006进行循环使用,当第一固定板1002完全复位后,关闭电动滑轨1001和上侧的电机1007,如此往复,即可持续对板材进行平整度检测,当不需要对板材的平整度进行测量时,停止往该装置上输送板材即可。
35.实施例2在实施例1的基础之上,参照图1、图6、图7和图8,还包括有推料机构12,推料机构12包括有推料架1201、第五弹性件1202和顶杆1203,支撑架1的上部左侧滑动式连接有推料架1201,推料架1201往下运动能够将不合格板材往下推出,推料架1201与支撑架1之间前后对称连接有第五弹性件1202,第五弹性件1202为压缩弹簧,第一固定板1002的左侧均焊接有顶杆1203,顶杆1203往左运动会与推料架1201接触。
36.参照图1和图9,还包括有控制机构13,控制机构13包括有位移传感器1301、第一距离传感器1302、第二距离传感器1303和控制箱1304,支撑架1的上部中间均匀间隔连接有位移传感器1301,位移传感器1301位于滑动架2右侧,最中间的位移传感器1301右侧连接有第一距离传感器1302,支撑架1的上部中间连接有第二距离传感器1303,第二距离传感器1303位于滑动架2左侧,支撑架1的前侧上部连接有控制箱1304,位移传感器1301、第一距离传感器1302、第二距离传感器1303、电动滑轨1001和电机1007均与控制箱1304通过电性连接。
37.当需要对板材的平整度进行测量时,可以使用该装置,首先启动位移传感器1301和第一距离传感器1302,当板材与最右侧的顶板7接触时,第一距离传感器1302检测到与板材之间的距离小于预设值,第一距离传感器1302会发出信号,控制箱1304接收到信号后会控制下侧的电机1007开始工作,从而使得下侧的套筒1005能够对画线纸1006进行收卷,同时,位移传感器1301能够检测滑动架2是否发生移动,如果位移传感器1301检测到滑动架2发生移动的话,则代表该板材的平整度不合格,此时位移传感器1301会发出信号,控制箱
1304接收到信号后会控制第二距离传感器1303开始工作,当第一距离传感器1302检测到与地面之间的距离大于预设值时,代表板材已经越过最右侧的顶板7右侧,此时第一距离传感器1302会发出信号,控制箱1304接收到信号后会控制下侧的电机1007停止工作,当板材与最右侧的顶板7分离时,第二距离传感器1303检测到与地面之间的距离大于预设值,第二距离传感器1303会发出信号,控制箱1304接收到信号后会控制电动滑轨1001开始工作,电动滑轨1001会驱动第一固定板1002和上侧的套筒1005往左运动,从而能够对画线纸1006进行展示,第一固定板1002带动顶杆1203往左运动,当顶杆1203与推料架1201接触时,会挤压推料架1201往下运动,第五弹性件1202压缩,推料架1201会将平整度不合格的板材往下推动,使得板材顺着下料架6往下掉落,然后电动滑轨1001会驱动第一固定板1002和上侧的套筒1005往右运动复位,第一固定板1002带动顶杆1203往右运动复位,使得顶杆1203与推料架1201分离,第五弹性件1202恢复原状,带动推料架1201往上运动复位,然后控制箱1304会控制电动滑轨1001和第二距离传感器1303停止工作,如果位移传感器1301检测到滑动架2没有发生移动的话,则代表该板材的平整度合格,此时电动滑轨1001不工作,从而能够自动将不合格的板材挑出,当不需要对板材的平整度进行测量时,关闭位移传感器1301和第一距离传感器1302即可。
38.参照图1和图10,还包括有润滑机构14,润滑机构14包括有第一海绵块1401、储油箱1402和第二海绵块1403,支撑架1的上部中间连接有第一海绵块1401,第一海绵块1401位于滚筒3右侧,支撑架1的上部中间连接有储油箱1402,储油箱1402位于第一海绵块1401和滚筒3之间,储油箱1402底部连接有第二海绵块1403并连通,储油箱1402内的润滑油能够通过第二海绵块1403涂抹在板材上,从而能够减少滚筒3的磨损。
39.当需要对板材的平整度进行测量时,可以使用该装置,首先将适量的润滑油放入储油箱1402中,润滑油会将第二海绵块1403浸湿,当板材往左传输时,会先与第一海绵块1401接触,第一海绵块1401能够对板材进行擦拭,避免板材上的杂物影响平整度的测量结果,当板材与第二海绵块1403接触时,第二海绵块1403能够将润滑油涂抹在板材顶部,从而能够减少滚筒3与板材之间的摩擦力,减少滚筒3的磨损。
40.尽管已经参照本公开的特定示例性实施例示出并描述了本公开,但是本领域技术人员应该理解,在不背离所附权利要求及其等同物限定的本公开的精神和范围的情况下,可以对本公开进行形式和细节上的多种改变。因此,本公开的范围不应该限于上述实施例,而是应该不仅由所附权利要求来进行确定,还由所附权利要求的等同物来进行限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1