一种压铸件内筋柔性多方位超声波探伤机构的制作方法
1.本发明涉及压铸件探伤检测领域,具体涉及一种压铸件内筋柔性多方位超声波探伤机构。
背景技术:
2.壳体压铸件在完成生产加工操作后,为了检验产品是否合格,需要进行一系列的检测,包括尺寸精度检测以及内部裂纹探伤检测等。
3.针对内部裂纹探伤,需要使用超声波探伤仪,利用超声波的声学原理,来对壳体压铸件的内部进行裂纹探伤,可检测出存在于壳体压铸件内部的、肉眼无法看到的裂纹,从而确保检测的充分性。
4.现有的针对壳体压铸件的超声波探伤的检测方法为:
5.1、人工手持超声波探伤仪的探头,分别选取壳体压铸件上的多个检测点位,依次进行检测操作;此方法虽然简单易行,但是会消耗较多的人力劳动,并且存在遗漏某个或者数个检测点位的不良现象;
6.2、利用机械手臂机器人夹持超声波探伤仪的探头,来对壳体压铸件上需要检测的点位进行依次探伤;此方法虽可降低人力劳动强度,但是机械手臂机器人的采购与使用成本均较高;并且壳体压铸件呈斗状,内部空间较小,此方法只适用于对壳体压铸件的外壁进行探伤检测,无法对壳体压铸件内部的内加强筋等位置进行探伤检测。
技术实现要素:
7.本发明的目的是:
8.设计一种压铸件内筋柔性多方位超声波探伤机构,代替人工手持超声波探伤仪的探头和利用机械手臂机器人夹持超声波探伤仪的探头的方法,采用柔性棒的伸缩以及侧向拉动,实现探头在壳体压铸件内壁上的内筋等多个检测点位的贴紧和转换,无需人工操作,机构的采购与使用成本较低,并且满足壳体压铸件内部探伤检测。
9.为了实现上述目的,本发明提供如下的技术方案:
10.一种压铸件内筋柔性多方位超声波探伤机构,支撑斗架、伸缩探伤机构以及侧拉寻点机构;所述支撑斗架上设置有定位框板;所述伸缩探伤机构位于支撑斗架内侧;所述侧拉寻点机构位于支撑斗架的外侧壁上,并且侧拉寻点机构相对于支撑斗架的中心轴线呈圆周阵列状设置;所述伸缩探伤机构包括柔性棒、超声波探伤探头以及下伺服电机,所述超声波探伤探头位于柔性棒顶端,所述柔性棒贯穿支撑斗架的底部;所述侧拉寻点机构包括上伺服电机和拉绳,所述拉绳的两端分别与上伺服电机转轴上的卷芯以及柔性棒侧壁连接。
11.进一步的,所述柔性棒呈细长杆状结构并且采用可弹性变形材质制成,所述下伺服电机位于支撑斗架的底端,并且下伺服电机的转轴上设置有主动轮,所述主动轮与柔性棒相接触。
12.进一步的,所述柔性棒具体通过直线轴承与支撑斗架活动连接;所述伸缩探伤机
构还包括从动轮,所述从动轮和主动轮分别位于柔性棒的两侧。
13.进一步的,所述上伺服电机具体位于支撑斗架的外侧壁上,所述卷芯与上伺服电机的转轴同轴连接,并且拉绳的一端与卷芯固定连接。
14.进一步的,所述拉绳贯穿支撑斗架侧壁上的通孔,所述拉绳具体通过拉座与柔性棒连接。
15.进一步的,所述超声波探伤探头具体位于柔性棒顶端的端座上;所述侧拉寻点机构的数量至少为三个,并且多个拉绳与柔性棒的连接处具体位于柔性棒侧壁靠近端座的位置处。
16.进一步的,所述支撑斗架呈斗状并且开口朝上,所述定位框板水平设置并且呈口字形,所述定位框板上设置有定位机构。
17.本发明的有益效果为:一种压铸件内筋柔性多方位超声波探伤机构,代替人工手持超声波探伤仪的探头和利用机械手臂机器人夹持超声波探伤仪的探头的方法,利用支撑斗架、伸缩探伤机构以及侧拉寻点机构的配合,采用柔性棒的伸缩以及侧向拉动,实现超声波探伤探头在壳体压铸件内壁上的内筋等多个检测点位的贴紧和转换,无需人工操作,自动化程度高,同时机构的采购与使用成本相比与机械手臂机器人较低,并且满足可壳体压铸件内部探伤检测,满足检测需求。
附图说明
18.图1为本发明一种压铸件内筋柔性多方位超声波探伤机构的结构图。
19.图2为本发明一种压铸件内筋柔性多方位超声波探伤机构的侧下视角示意图。
20.图3为本发明一种压铸件内筋柔性多方位超声波探伤机构的上部视角示意图。
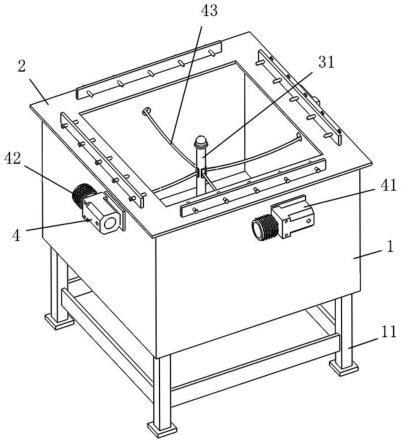
21.图4为本发明一种压铸件内筋柔性多方位超声波探伤机构的轴测视角示意图。
22.图5为本发明一种压铸件内筋柔性多方位超声波探伤机构的伸缩探伤机构的示意图。
23.图中部件标号:1、支撑斗架;11、支脚;2、定位框板;
24.3、伸缩探伤机构;31、柔性棒;311、挡盘;32、端座;33、超声波探伤探头;34、主动轮;35、从动轮;36、下伺服电机;
25.4、侧拉寻点机构;41、上伺服电机;42、卷芯;43、拉绳;44、拉座。
具体实施方式
26.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
27.参考图1至图5,一种压铸件内筋柔性多方位超声波探伤机构,支撑斗架1、伸缩探伤机构3以及侧拉寻点机构4;所述支撑斗架1上设置有定位框板2,定位框板2用于对壳体压铸件进行支撑和定位;所述伸缩探伤机构3位于支撑斗架1内侧,伸缩探伤机构3可相对于支撑斗架1进行伸缩,实现壳体压铸件内部多个检测点位的探伤检测;所述侧拉寻点机构4位于支撑斗架1的外侧壁上,并且侧拉寻点机构4相对于支撑斗架1的中心轴线呈圆周阵列状设置,侧拉寻点机构4通过侧面拉动柔性棒31的方式,实现柔性棒31顶部的方位和朝向的精
确调节;所述伸缩探伤机构3包括柔性棒31、超声波探伤探头33以及下伺服电机36,所述超声波探伤探头33位于柔性棒31顶端,所述柔性棒31贯穿支撑斗架1的底部,柔性棒31由下伺服电机36驱动可相对于支撑斗架1上下移动,超声波探伤探头33用于顶紧壳体压铸件的表面进行超声波探伤检测操作;所述侧拉寻点机构4包括上伺服电机41和拉绳43,所述拉绳43的两端分别与上伺服电机41转轴上的卷芯42以及柔性棒31侧壁连接,上伺服电机41驱动卷芯42精确旋转特定角度,实现拉绳43对柔性棒31的特定拉动,最终实现柔性棒31上部的角度、方位、朝向的调节。
28.下伺服电机36和所有的上伺服电机41均与外部电脑电性连接,下伺服电机36和上伺服电机41受到外部电脑的指令驱动;超声波探伤探头33通过电线与超声波探伤仪连接,超声波探伤仪位于外部。
29.所述柔性棒31呈细长杆状结构并且采用可弹性变形材质制成,弹性形变能力较强,可在卸力后自行恢复直杆状态,所述下伺服电机36位于支撑斗架1的底端,并且下伺服电机36的转轴上设置有主动轮34,所述主动轮34与柔性棒31相接触,下伺服电机36驱动主动轮34精确旋转,实现柔性棒31的精确升降驱动。
30.所述柔性棒31具体通过直线轴承与支撑斗架1活动连接,直线轴承用于降低摩擦;所述伸缩探伤机构3还包括从动轮35,所述从动轮35和主动轮34分别位于柔性棒31的两侧,从动轮35用于压紧柔性棒31,避免柔性棒31相对于主动轮34打滑。
31.所述上伺服电机41具体位于支撑斗架1的外侧壁上,所述卷芯42与上伺服电机41的转轴同轴连接,并且拉绳43的一端与卷芯42固定连接,卷芯42用于收卷或者放出拉绳43。
32.所述拉绳43贯穿支撑斗架1侧壁上的通孔,避免结构干涉,所述拉绳43具体通过拉座44与柔性棒31连接,拉座44用于连接柔性棒31和拉绳43。
33.所述超声波探伤探头33具体位于柔性棒31顶端的端座32上,即位于柔性棒31的最顶端,方便进行检测操作;所述侧拉寻点机构4的数量至少为三个,并且多个拉绳43与柔性棒31的连接处具体位于柔性棒31侧壁靠近端座32的位置处,实现柔性棒31上部在水平面360
°
范围内的精确朝向弯曲。
34.所述支撑斗架1呈斗状并且开口朝上,所述定位框板2水平设置并且呈口字形,与待检测的壳体压铸件的轮廓相配合,起到支撑、定位作用的同时,避免对检测造成结构干涉,所述定位框板2上设置有定位机构,定位机构用于对待检测的壳体压铸件进行外部顶紧定位。
35.本发明的工作原理为:首先拧松定位框板2上的定位机构的螺钉,然后将待检测的壳体压铸件开口朝下放置在定位框板2上,随后依次拧紧定位机构上的螺钉,螺钉顶紧壳体压铸件的外侧壁,实现壳体压铸件的四周顶紧定位;
36.随后开始对壳体压铸件的内部的检测点位进行逐个贴紧检测;四个侧拉寻点机构2的上伺服电机41同步动作,驱动卷芯42正转或者翻转特定的角度,从而使拉绳43拉动柔性棒31的上部朝向特定的方向弯曲;伸缩探伤机构3的下伺服电机36通电运转,驱动主动轮34旋转,主动轮34驱动柔性棒31向上移动,即相对于支撑斗架1伸出,直至超声波探伤探头33顶紧壳体压铸件内部的检测点位,进行超声波探伤检测;随后伸缩探伤机构3的下伺服电机36通电驱动柔性棒31复位,四个侧拉寻点机构2的上伺服电机41通过拉绳43实现柔性棒31上部位置的复位,以便进行下一个检测点位的检测;重复删除动作,直至完成壳体压铸件的
内部所有的检测点位的超声波探伤检测。
37.在本发明中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
38.上述实施例用于对本发明作进一步的说明,但并不将本发明局限于这些具体实施方式。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1