毛刺检测装置和毛刺高度检测方法与流程
本公开涉及焊接,具体地,涉及一种毛刺检测装置和毛刺高度检测方法。
背景技术:
1、焊缝毛刺会使得与焊接部位有接触的零件加剧磨损,例如在高频焊管中,毛刺的脱落会引起流体的紊流或层流,降低系统的性能,影响其密封性甚至导致泄露,严重影响焊管的质量。某些具有焊接结构的机构长期在高压、强腐蚀等恶劣条件下工作,除了受到自身载荷作用影响,还要承受外部条件的作用,如果毛刺高度不合格可能会引起一些大型的危害,造成不可预计的损失。目前针对毛刺的高度检测,主要采用:相机拍照、红外测距和气动触发器三种方法,但以上三种测量内毛刺高度的方法均存在缺点。在相机拍照法中,检测毛刺高度主要针对暴露于外界的焊缝表面的毛刺,但在狭小的空间内,如焊管内空间受限无法给光,也就无法对焊管内毛刺进行检测。在红外测距法中,检测毛刺高度使用三爪卡盘进行定位,尺寸过大,同样无法在空间狭小的位置内进行测量,同时红外测距仪在高精度要求的场所无法满足需求。在气动触发器测量法中,测量毛刺高度为超过手动设定的高度值时触发报警信号,无法具体量化毛刺的高度。
技术实现思路
1、本公开的目的是提供一种毛刺检测装置和毛刺高度检测方法,以解决现有技术中存在的无法对狭小空间内的毛刺检测、检测精度不高以及无法量化毛刺高度等问题。
2、为了实现上述目的,本公开提供一种毛刺检测装置,用于检测焊管焊缝处的毛刺的高度,所述检测装置包括:
3、底座,配置为沿所述焊缝的延伸方向移动;和
4、测量机构,包括在移动方向上前后间隔地安装在所述底座上的第一传感器和第二传感器,所述第一传感器和所述第二传感器分别为能够获取触点位移的接触式传感器,其中,所述第一传感器的触点用于与焊缝面接触,所述第二传感器的触点用于与所述毛刺接触;以及
5、控制器,分别与所述第一传感器和所述第二传感器电连接。
6、可选地,所述第一传感器的触点为沿所述焊缝面滚动的第一滚轮,所述第二传感器的触点为沿所述焊缝滚动的第二滚轮。
7、可选地,所述第一滚轮的中间段开有凹槽,使所述第一滚轮的两侧段高于所述第一滚轮的中间段,所述第一滚轮的两侧段用于与所述焊缝面滚动接触,所述第一滚轮的中间段用于与所述毛刺间隔;
8、所述第二滚轮的中间段形成有凸缘,使所述第二滚轮的中间段高于所述第二滚轮的两侧段,所述第二滚轮的中间段用于与所述毛刺滚动接触,所述第二滚轮的两侧段用于与所述焊缝面间隔。
9、可选地,还包括用于在垂直于所述焊缝面的方向上驱动所述第一传感器和所述第二传感器的调节机构。
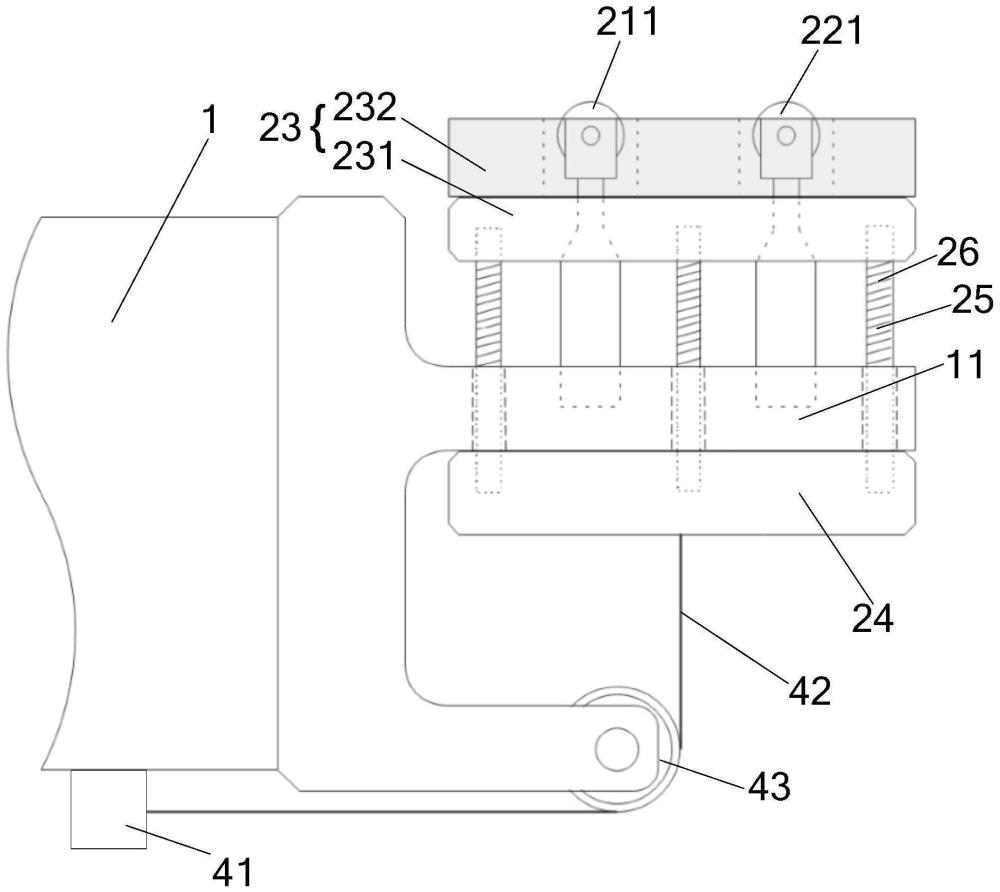
10、可选地,所述调节机构包括:
11、安装座,用于安装所述第一传感器和所述第二传感器;
12、第一驱动部,与所述控制器电连接,用于驱动所述安装座在远离所述焊缝面的方向上移动;以及
13、弹性连接件,连接在所述底座上,用于在接近所述焊缝面的方向上推动所述安装座。
14、可选地,所述安装座包括在垂直于所述焊缝面的方向上分设于所述底座的两侧的第一固定块和第二固定块,以及连接在所述第一固定块和所述第二固定块之间的穿过所述底座的长杆,所述第一传感器和所述第二传感器安装在所述第一固定块或安装在所述第二固定块上,且所述第一固定块和所述第二固定块中的靠近所述焊缝面的一者上开设有供所述第一传感器和所述第二传感器穿过的通孔;
15、所述弹性连接件为套设在所述长杆的外侧的弹簧,所述弹簧连接在所述底座与所述第一固定块之间,或连接在所述底座与所述第二固定块之间。
16、可选地,所述底座上安装有滑轮,所述第一驱动部包括:
17、直线推动器,安装在所述底座上,用于在沿所述焊缝的延伸方向提供动力;以及
18、拉绳,一端连接在所述直线推动器的输出端,另一端连接在所述第一固定块和所述第二固定块中远离所述焊缝面的一者,其中,所述拉绳搭接在所述滑轮上,以形成互成夹角的两段。
19、可选地,还包括用于驱动所述底座的第二驱动部,所述第二驱动部与所述控制器电连接。
20、可选地,所述毛刺检测装置还包括与所述控制器连接的第一放大器和第二放大器,所述第一放大器与所述第一传感器连接,所述第二放大器与所述第二传感器连接。
21、可选地,所述焊缝面为方形焊管的内侧面。
22、根据本公开的再一个方面,提供一种毛刺高度检测方法,使用上述的毛刺检测装置,所述毛刺高度检测方法包括:
23、控制所述毛刺检测装置沿所述焊缝的延伸方向移动;
24、控制所述第一传感器的触点接触所述焊缝面,控制所述第二传感器的触点接触所述毛刺;
25、获取所述第一传感器反馈的第一数值和所述第二传感器反馈的第二数值;以及
26、根据所述第一数值和所述第二数值计算所述毛刺的推定高度。
27、可选地,所述毛刺高度检测方法包括:
28、在控制所述毛刺检测装置沿所述焊缝的延伸方向移动之前,将所述第一传感器与所述焊缝面接触的触点和所述第二传感器与所述毛刺接触的触点调整至平齐状态。
29、可选地,在所述控制所述第一传感器的触点接触所述焊缝面,控制所述第二传感器的触点接触所述毛刺的步骤,所述方法包括:
30、控制所述第一传感器的触点始终接触所述焊缝面。
31、可选地,所述获取所述第一传感器反馈的第一数值和所述第二传感器反馈的第二数值的步骤包括:检测所述第一传感器的触点的位移值,在检测到的所有位移值中选取最小值a1-min;检测所述第二传感器的触点的位移值,在检测到的所有位移值中选取最大值b1-max;
32、所述推定高度r满足:r=b1-max-a1-min。
33、可选地,所述获取所述第一传感器反馈的第一数值和所述第二传感器反馈的第二数值的步骤包括:等间隔地分别在多个待测位置点检测所述第一传感器的触点的第一位移值,且检测所述第二传感器触点的第二位移值;
34、根据所述第一数值和所述第二数值计算所述毛刺的推定高度的步骤包括:在每个所述待测位置点分别计算所述第一位移值和所述第二位移值的差值,作为该待测位置处的所述毛刺的推定高度。
35、可选地,在所述控制所述第一传感器的触点接触所述焊缝面,控制所述第二传感器的触点接触所述毛刺的步骤,所述方法包括:
36、控制所述第一传感器的触点间隔地接触所述焊缝面。
37、可选地,所述获取所述第一传感器反馈的第一数值和所述第二传感器反馈的第二数值的步骤包括:
38、在每次所述第一传感器的触点接触所述焊缝面时,控制所述第一传感器检测触点的位移值,在检测到的所有位移值中选取最小值a3-min;同时控制所述第二传感器检测所述触点的位移值,在检测到的所有位移值中选取最大值b3-max;
39、所述推定高度r满足:r=b3-max-a3-min。
40、通过上述技术方案,在底座伸入焊管内部后,通过第一传感器与第二传感器分别对对应位置的焊缝面与毛刺的位置数据进行检测以求得推定高度,双传感器相较于单传感器增添了焊缝面的位置数据,以提高最后推定高度的测量精确度,同时,第一传感器与第二传感器获取的数据可以存在控制器中,相较于现有技术只能超高报警的功能外,还可以提供每个检测位置的具体数据,方便后续质量工作中优化生产线。另外,本公开中,底座可以伸入到狭小的焊管内部测量,相较于现有技术的工具无法深入焊管内部导致只能测量外毛刺外,本公开还可以测量内毛刺,更有助于焊管质量的进一步提升。
41、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
- 还没有人留言评论。精彩留言会获得点赞!