一种用于三轴试样制备的变形可控自动击实装置及其使用方法与流程
1.本发明属于土工试验技术领域,涉及一种用于三轴试样制备的变形可控自动击实装置及其使用方法。
技术背景
2.土样的制备是试验前必备试验过程,土样制备的方式因试验而异。目前国内在《土工试验方法标准》(gbt50123-1999)[14]、《土工试验规程》(sl237-1999)[15]及《公路土工试验规程》(jtg e40-2007)[16]等规程中针对细粒土、砂类土等扰动土有了详细的试样制备方法,目前国内针对扰动土常用的成样方法主要有三种:即水下沉积法、干装法以及湿装法。
[0003]
(1)采用干燥土料直接制备试样的干装法,由于其成样简单、快捷,被广泛运用于各种扰动土的制备中;
[0004]
(2)采用一定初始含水率的土料夯实制备试样的湿装法,该方法由于制备的试样容易控制密实度和试样的形状容易得到保证而得到了广泛的应用,但该方法成样很容易受土样颗粒粒径大小的限制,大颗粒含量较多时无法成样,需结合实际情况采用;
[0005]
(3)采用煮沸后的土料直接制备饱和试样的水下沉积法,该方法是各种规范中推荐使用制备饱和试样的方法,但其成样过程相当复杂,并且不适用于土料中含有细小颗粒的情况。
[0006]
上述几种成样方法各有优缺,但无论哪一种方法,都不可避免的要进行试样击实这一过程。目前,《土工试验方法标准》(gbt50123-1999)推荐使用的三轴试验试样击实方法为单向分层击实法,即用带有击实板的击锤将成样所需土样在击实筒内分层击实,每层土样质量相等,且每层接触面应刨毛;击完最后一层后,将击实筒内试样两端整平即完成试样制备。
[0007]
该击实方法目前存在的缺陷为:
[0008]
(1)需通过观察直尺的刻度来判断每层土样击实是否达到要求密实度,误差较大;
[0009]
(2)每层土样的击实均由人工操作,其击实后的厚度受人为因素影响较大,不仅使成样精度难以保证,而且操作过程也显得繁琐冗杂;
[0010]
(3)较难保证击锤导杆在击实过程中保持竖直,致使各层土样表面不水平而需对试样端面进行整平处理,从而会对试样造成一定扰动,对后续的试验精度影响较大。
[0011]
因此,急需一种新型的击实装置,以达到消除成样过程中人为因素的影响、提高成样精度、简化成样过程的目的。
技术实现要素:
[0012]
本发明的目的是提出一种用于三轴试样制备的变形可控自动击实装置。在进行三轴试验时,通过使用该击实装置击实中小型三轴试验所需的三轴试样,可以达到消除成样
过程中人为因素的影响、提高成样精度、简化成样过程的目的。
[0013]
为了实现上述目的,本发明采用的技术方案为:
[0014]
一种用于三轴试样制备的变形可控自动击实装置,用于击实中小型三轴试验所需的三轴试样300,所述变形可控自动击实装置100包括螺纹握柄101、电机右齿轮102a、电机左齿轮102b、方形电机103、左牵引索104a、右牵引索104b、钢制定位圆盘105、击实轴106、击实板107、光栅尺108、定位卡扣109、击实锤110、电机控制装置111。
[0015]
所述的螺纹握柄101安装在方形电机103的上表面,用于提起整个自动击实装置100;方形电机103下表面与击实轴106上端相连;所述电机控制装置111使用螺栓固定在方形电机103的正面一侧,用于调整方形电机103的转速;所述钢制定位圆盘105位于整个变形可控自动击实装置100中下部,其半径大于承模桶200的半径,安装后,钢制定位圆盘105上方结构位于承模桶200上方,钢制定位圆盘105下方结构位于承模桶200内部;所述的钢制定位圆盘105中心开孔用于穿过击实轴106,再在中心孔两侧对称位置开线形孔,用于穿过牵引索;所述的定位卡扣109中心设有用于穿过击实轴106的通孔且焊接于定位圆盘105中心孔处,用于固定钢制中心定位圆盘105在击实轴106上的位置(定位圆盘105在击实轴106的位置可调,通过定位卡扣109固定位置);击实轴106下端先后通过定位卡扣109、钢制定位圆盘105中心孔后与击实板107上表面焊接;所述的击实锤110位于钢制定位圆盘105下方,其中心开有通孔,套在击实轴106上,使其可沿击实轴106上下移动,击实锤110左右两侧上表面对称位置处开洞,用于固定牵引索:左牵引索104a一端绑扎在电机左齿轮102b上,牵引索104a通过钢制定位圆盘105左侧线形孔,另一端固定于击实锤110左侧开洞处;右牵引索104b一端绑扎在电机左齿轮102a上,牵引索通过钢制定位圆盘105左侧线形孔,另一端固定于击实锤110左侧开洞处;所述光栅尺108下端用螺栓固定在钢制定位圆盘105上表面,注意要保证光栅尺108下端表面与定位卡扣109下表面位于同一水平面上;光栅尺108上端设置一矩形钢片,矩形钢片一侧用螺栓与矩形电机103上表面相连,另一侧用螺栓与光栅尺108上端相连,应注意光栅尺108固定位置后应与击实轴106轴向方向平行,还应注意,当钢制定位圆盘105的位置位于光栅尺108零刻度时,击实板107下表面应与空置的承模桶200内侧底面完全贴合,击实板107的直径相较于承模桶200内径应略小1~2毫米。
[0016]
一种用于三轴试样制备的变形可控自动击实装置的使用方法,包括以下步骤:
[0017]
首先,按照上文所述组装完成该发明装置,调整钢制定位圆盘105的位置位于光栅尺108零刻度处,此时击实板107下表面应与空置的承模桶200内侧底面恰好贴合;
[0018]
其次,称取一份所需的三轴试样300置于承模桶200中,通过计算得出该层击实后的厚度应为l,调整钢制定位圆盘105的位置,使其位于光栅尺108的l刻度处,锁紧定位卡扣109,使钢制定位圆盘105无法再沿击实轴106上下移动。
[0019]
再次,此时按图2所示的位置安装自动击实装置100,具体的是,将变形可控自动击实装置从承模桶200顶部开口放入。由实验员提住螺纹握柄101,通过电机控制装置111为方形电机103的转速设置合理数值,打开方形电机103的开关,电机左齿轮102a和电机右齿轮102b转动通过卷起或放开左牵引索104a和右牵引索104b带动击实锤110沿击实轴106上下移动击实试样,等待击实完成后,钢制定位圆盘105则刚好盖住承模桶200上口,此时关闭电机103,加入下一层试样,按照上述步骤继续击实,直至三轴试样制作完成。
[0020]
本发明的有益效果为:
[0021]
(1)通过光栅尺来控制击实锤的下降高度,无需再使用直尺测量,简化成样步骤,提高成样精度;
[0022]
(2)可以保证击锤导杆在下降过程中保持竖直,无需再对试样端面进行整平处理;
[0023]
(3)可以控制击实锤下落时的速度,实现了击实过程的自动进行,消除了在试样击实过程中人为因素的影响。
[0024]
综上所述,本发明装置结构简单、操作方便、时间成本低,消除了成样过程中人为因素的影响,提高了成样精度,简化了成样过程。为土工试验中三轴试样的制备提供了更便利、更有效的手段,具有良好的推广价值。
附图说明
[0025]
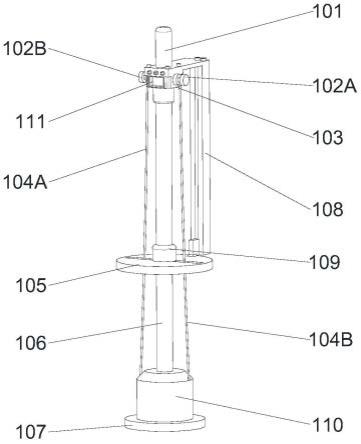
图1为一种用于三轴试样制备的变形可控自动击实装置100的整体示意图;
[0026]
图2为本发明装置使用时的正视图和侧视图;
[0027]
图中:101螺纹握柄;102a电机右齿轮;102b电机左齿轮;103方形电机;104a左牵引索;104b右牵引索;105钢制定位圆盘;106击实轴;107击实板;108光栅尺;109定位卡扣;110击实锤;111电机控制装置;100可控位移自动击实装置;200承模桶;300三轴试样。
具体实施方式
[0028]
一种用于三轴试样制备的变形可控自动击实装置,该装置可以用于击实三轴试验所需的三轴试样。
[0029]
应该明确说明的是,一些表示相对方向或者相对位置的术语,例如“上表面”、“下表面”、“一侧”、“正面”、“中心”等,都是为了描述某一具体构件相对其他构件所处的方位或者位置关系。该方位或者位置的描述,仅仅是为了方便且清晰的描述具体实施例,并不代表实际实施工程中不一定被严格限定,可以根据各构件尺寸等实际信息加以改动。
[0030]
如图1所述的自动击实装置主要包括:螺纹握柄101;电机右齿轮102a;电机左齿轮102b;方形电机103;左牵引索104a;右牵引索104b;钢制定位圆盘105;击实轴106;击实板107;光栅尺108;定位卡扣109;击实锤110;电机控制装置111。螺纹握柄101安装方形电机103的上表面,用于提起自动击实装置100;方形电机103下表面与击实轴106上端相连;电机控制装置111使用螺栓固定在方形电机103的正面一侧,用于调整方形电机103的转速;钢制定位圆盘105的半径应大于承模桶200的半径,钢制定位圆盘105中心开孔,再在中心孔两侧对称位置开线形孔;定位卡扣109焊接于定位圆盘中心孔处,用于固定钢制中心定位圆盘105在击实轴上的位置;击实轴106下端先后通过定位卡扣109、钢制定位圆盘105中心孔后与击实板107上表面焊接;击实锤110中心开有通孔,套在击实轴106上,使其可沿击实轴106上下移动,击实锤110左右两侧上表面对称位置处开洞,用于固定牵引索;左牵引索104a一端绑扎在电机左齿轮102b上,牵引索通过钢制定位圆盘105左侧线形孔,另一端固定于击实锤110左侧开洞处;右牵引索104b一端绑扎在电机左齿轮102a上,牵引索通过钢制定位圆盘105左侧线形孔,另一端固定于击实锤110左侧开洞处;光栅尺108下端用螺栓固定在钢制定位圆盘105上表面,注意要保证光栅尺108下端表面与定位卡扣下表面位于同一水平面上;光栅尺108上端设置一矩形钢片,矩形钢片一端用螺栓与矩形电机103上表面相连,另一侧用螺栓与光栅尺108上端相连,应注意光栅尺108固定位置后应与击实轴106轴向方向平行,
还应注意,当钢制定位圆盘105的位置位于光栅尺108零刻度时,此时击实板107下表面应与空置的承模桶200内侧底面恰好贴合,击实板107的直径相较于承模桶200内径应略小1~2毫米。
[0031]
下面以一个具体的三轴试样的制样过程为例,介绍使用该发明装置的使用方法:
[0032]
制样采用的砂为福建标准砂,颗粒粒径在0.075-0.25mm之间,所需的三轴试样为高200mm、直径100mm的实心圆柱样。
[0033]
首先,按《土工试验方法标准》(gb/t 50123-2019)[9]要求采用湿击法制样,将需要试验的土样分为8等份,每层所需福建砂的质量按级配单独配制。
[0034]
按照上文所述组装完成该发明装置,调整钢制定位圆盘105的位置位于光栅尺108零刻度处,此时击实板107下表面应与空置的承模桶200内侧底面完全贴合;
[0035]
取一份预先准备好的松散土样置于承模桶200中,通过计算得出该层击实后的厚度应为25mm,调整钢制定位圆盘105的位置,使其位于光栅尺108的25mm刻度处,之后锁紧定位卡扣109,使钢制定位圆盘105无法再沿击实轴106上下移动。
[0036]
按图2所示的位置安装自动击实装置100,具体的是,将变形可控自动击实装置从承模桶200顶部开口放入。由实验员提住螺纹握柄101,通过电机控制装置111为方形电机103的转速设置合理数值,打开方形电机103的开关,方形电机103带动电机左齿轮102a和电机右齿轮102b转动,电机左齿轮102a和电机右齿轮102b转动通过卷起或放开左牵引索104a和右牵引索104b牵引击实锤110沿击实轴106上下移动敲击击实板107,击实板107恰好覆盖试样,通过被击实锤110不断冲击达到击实试样的目的,等待击实完成后,钢制定位圆盘105则刚好盖住承模桶200上口,此时关闭电机103。
[0037]
拆除自动击实装置100,加入第二层试样,重新调整定位圆盘105的位置,使其位于光栅尺108的50mm刻度处,缩进定位卡扣109,之后再次安装自动击实装置100,按照上述步骤继续击实。
[0038]
之后接续填入剩余土样,继续分层击实直至制样完成。
[0039]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1