锂电池极片涂布面密度检测方法、涂布方法及涂布设备与流程
1.本发明涉及锂电池加工领域,更具体地,涉及锂电池极片涂布面密度检测方法、涂布方法及涂布设备。
背景技术:
2.随着新能源汽车的大范围普及,人们对新能源汽车的需求和工艺要求越来越高,特别是电池的续航,对应的锂电池行业的竞争也越发激烈,对锂电池的能量密度、安全性和成本等要求越来越高,继而对锂电池极片在生产环节中的涂布精度、面密度、表面质量和生产成本的要求也越来越高。
3.现有流行的双面涂布工艺方法主要为一次单面涂布在线折返式双面涂布工艺,其特点为极片基材从放卷装置出来,进行光箔面密度检测,然后a面高精度涂布后进入带支撑辊的烘箱进行烘干,出烘箱后进行a面干膜面密度检测和a面ccd检测,然后在线向上反向折返,再经b面高精度涂布后在进入带支撑辊的烘箱进行烘干,出烘箱后进行b面干膜面密度检测和b面ccd检测,最后完成极片收卷,此种工艺过程的好处是,a、b面都可以做到高精度涂布,同时ab面可以分别进行面密度检测和ccd检测,可以在线完成ab面的涂布工艺,但是其缺点也尤为明显,如一次涂布只能涂布一面导致设备利用率及生产效率低,烘箱等设备都要配置两套导致设备投入成本高,占用面积或空间大导致厂房投入成本高,操作人员多导致人力成本增加,涂布b面时a面干燥涂层收背辊挤压造成磨损导致涂布质量降低,烘干b面时a面干燥涂层面临二次烘干问题导致涂布质量降低,能耗增高等;
4.目前技术手段中也有采用一次性双面涂布工艺,将a、b面涂布工序全部放置于烘干工序之前,使基材进入烘箱前即完成ab双面的涂布工序,在烘干后同时检测ab双面的干膜密度;这种方式可以解决两次烘干和两次干膜检测效率低的问题,但是其也存在无法分别进行a面和b面的涂布面密度检测的问题,即最终能够得到ab面双面干膜的总的面密度,但无法知道a面的实际干膜面密度和b面的实际干膜面密度是多少,如果虽然双面干膜的总的面密度合格,但是两侧分布不合格,对产品的导电性能和质量也会有一定影响。
技术实现要素:
5.本发明为克服上述背景技术中所述的无法分别进行a面和b面的实际干膜面密度检测的问题,即最终能够得到ab面双面干膜的总的面密度,但无法知道a面的实际干膜面密度和b面的实际干膜面密度是多少,如果虽然双面干膜的总的面密度合格,但是两侧分布不合格,对产品的导电性能和质量也会有一定影响的问题,提供一种锂电池极片涂布面密度检测方法、涂布方法及涂布设备。
6.为解决上述技术问题,本发明采用的技术方案是:一种锂电池极片涂布面密度检测方法,包括以下步骤:
7.s1.单面涂布时,获取极片a面涂布后的湿膜面密度与a面烘干后的干膜面密度之间的关联算法;
8.s2.双面涂布时,在a面涂布之后,b面涂布之前,检测a面的湿膜面密度检测,代入关联算法中,计算得到a面的干膜面密度;
9.s3.b面涂布、极片烘干后,检测ab面的双面干膜面密度,通过s2中得到的a面的干膜面密度,计算得出b面的实际干膜面密度。
10.进一步的,所述s1具体包括以下步骤:
11.s11.涂布后进行湿膜面密度检测,得到a面湿膜面密度为α;
12.s12.对a面进行烘干,对烘干后的极片进行a面的干膜面密度检测,得到a面干膜面密度为β;
13.s13.筛选组数据,得到β与α的关联算法,记为β=f(α)。
14.进一步的,所述s2中,还包括以下步骤:在a面涂布之前对极片基材进行光箔面密度检测,标定为θ。
15.进一步的,所述s2中,还计算出a面的实际干膜面密度计算式为:
16.a=f(α)-θ
17.式中,a为a面的实际干膜面密度。
18.进一步的,所述s3中,b面的实际干膜面密度计算式为:
19.b=c-f(α)
20.式中,b为b面的实际干膜面密度,c为双面干膜面密度。
21.优选的,所述步骤s14中,筛选的多组数据为多次检测中、产品合格时的多组数据,数据数量不少于10组。
22.还提供一种锂电池极片涂布方法,基于上述的锂电池极片涂布面密度检测方法,包括以下步骤:
23.s101、极片放卷;
24.s102、对极片进行光箔面密度检测;
25.s103、对极片的a面涂布;
26.s104、对极片的a面进行湿膜面密度检测;
27.s105、对极片的b面涂布;
28.s106、将ab面涂布后的极片烘干;
29.s107、对极片的ab面进行双面干膜面密度检测;
30.s108、极片收卷。
31.优选的,所述步骤s104还包括以下步骤:计算a面实际干膜面密度,并根据计算结果调节步骤s103中的涂布量;
32.所述步骤s107还包括以下步骤:计算b面实际干膜面密度,并根据计算结果调节步骤s105中的涂布量。。
33.还提供一种采用上述的锂电池极片涂布方法的涂布设备,包括气浮转向辊,用于输送ab面涂布之后、烘干之前的极片。
34.进一步的,还包括气浮烘箱,用于对ab面涂布后的极片进行悬浮烘干。
35.与现有技术相比,有益效果是:
36.本发明在量产之前,先通过有限的实验检测,得到极片a面的干膜面密度和湿膜面密度之间的关联算法;进而在量产时,先对a面进行湿膜面密度检测,再进行ab面干膜面膜
度检测,通过关联算法,有效计算推导出对应的a面和b面各侧的实际干膜面密度值;整体并没有改变原有的涂布工序或增加繁琐的工序,不影响极片的涂布效率,整个工艺方法使用起来非常便捷,有效地改善了产品的精度检测可行性,并提高了产品的质量。
附图说明
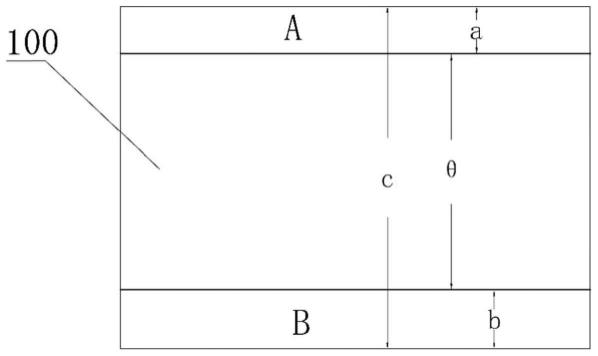
37.图1是实施例1中a面与b面分布均匀时的示意图。
38.图2是现有技术中存在的a面与b面分布不均匀时的示意图。
39.图3是实施例4的示意图。
具体实施方式
40.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。另外,也应理解,附图示出的本技术实施例中的各种部件的厚度、长宽等尺寸,以及集成装置的整体厚度、长宽等尺寸仅为示例性说明,而不应对本技术构成任何限定。
41.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本技术中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
42.此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。“垂直”并不是严格意义上的垂直,而是在误差允许范围之内。“平行”并不是严格意义上的平行,而是在误差允许范围之内。在本技术实施例的描述中,技术术语“厚度”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。
43.本技术的实施例所提到的极片为电池单体的组成部分,如本领域技术人员所悉,电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,未涂敷正极活性物质层的正极集流体凸出于已涂覆正极活性物质层的正极集流体,未涂敷正极活性物质层的正极集流体作为正极极耳。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,未涂敷负极活性物质层的负极集流体凸出于已涂覆负极活性物质层的负极集流体,未涂敷负极活性物质层的负极集流体作为负极极耳。负极集流体的材料可以为铜,负极活性物质可以为碳或硅等。为了保证通过大电流而不发生熔断,正极极耳的数量为多个且层叠在一起,负极极耳的数量为多个且层叠在一起。隔离膜的材质可以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。此外,电极组件可以是卷绕式结构,也可以是叠片式结构,本技术实施例并不限于此。
44.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述,显
然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
45.实施例1
46.目前技术手段中,参考图1和图2,如果采用对极片双面涂布后再进行ab双面干膜面密度检测的话,检测到的两侧的总量面密度c,但是无法知道单侧涂布上去的实际干膜面密度a和另一侧涂布上去增加实际干膜面密度b,但实际高精度产品,要求a和b是接近相等的,也就是如图1所示的两侧均匀分布,或者是特定的比例关系范围;由于无法知道单侧涂布上去的实际干膜面密度a和另一侧涂布上去增加实际干膜面密度b,这样就会出现如图2所示的情况,a+b的总和是符合要求的,但是a和b却分别不符合要求的情况,整体的产品不符合要求,但是用目前的双面涂布工艺,无法检测出。
47.针对上述存在的技术问题,发明人巧妙地设计出一种锂电池极片实际干膜面密度检测方法,包括以下步骤:
48.s1.单面涂布时,获取极片a面涂布后的湿膜面密度与a面烘干后的干膜面密度之间的关联算法;
49.s2.双面涂布时,在a面涂布之后,b面涂布之前,检测a面的湿膜面密度,代入关联算法中,计算得到a面的干膜面密度;
50.s3.b面涂布、极片烘干后,检测ab面的双面干膜面密度,通过s2中得到的a面的干膜面密度,计算得出b面的实际干膜面密度。
51.也就是,先通过实验测试,单独找出其中一面(本实施例假定为a面)的单侧面密度在涂布前与涂布后的关系,一般呈线性比例关系,通过足够的数据可以得出一个算法;然后在进行量产,量产的时候a、b面均进行涂布,但在a面涂布之后,b面涂布之前,对a面进行湿膜的面密度检测,双面涂布之后,对ab面同时进行烘干,测得ab面的面密度;而通过前面得出的算法关系可以通过a面测得的湿膜面密度值得到a面单侧实际干膜面密度值,结合光箔面密度值,再用对应的代数关系式即可计算得到b面单侧实际干膜面密度值;通过上述的方式,即可巧妙地得到a面和b面各侧的单侧实际干膜面密度值,并且并没有改变或增加原有的涂布工序,使用起来非常简单,有效地提升了产品的精度检测效率以及产品合格率。
52.在本实施例中,s1具体包括以下分步骤:
53.s11.仅对极片的a面进行涂布,涂布后对a面进行湿膜面密度检测,得到a面湿膜面密度为α;
54.s12.对a面进行烘干,对烘干后的极片进行a面的干膜面密度检测,得到a面干膜面密度为β;
55.s13.筛选多组数据,得到β与α的关联算法,记为β=f(α)。
56.也即,在量产之前,先只对极片的a面进行涂布和检测,得到相应的关联算法,由于其关系几乎为线性关系,当数据足够多时,就可以得出足够精确的关联算法;并且在上述步骤s2中,还包括以下步骤:在a面涂布之前对极片基材进行光箔检测,标定为θ;
57.这样在实际量产时,在a面涂布之后,进行a面的湿膜面密度检测得到a面湿膜面密度为α,就可以反向推导出a面干膜面密度为β,进而计算出a面的实际干膜面密度,具体如下式:
58.ab双面干膜中a面的实际干膜面密度计算式为:
59.a=f(α)-θ
60.式中,a为a面的实际干膜面密度;
61.再进而计算出b面的实际干膜面密度,具体如下式,ab双面干膜中b面的实际干膜面密度计算式为:
62.b=c-f(α)
63.式中,b为b面的实际干膜面密度,c为双面干膜面密度。
64.本实施例在,步骤s14中,筛选的多组数据为多次检测中、产品合格时的多组数据,数据数量不少于10组,在较优的实现方式下,合格的数据总量在30~60组范围内根据实际情况进行选取;如果最终计算值有偏差,本领域技术人员可以酌情增加筛选的合格数据。
65.这样,本实施例在量产之前,先通过有限的实验检测,得到a面干膜面密度和湿膜面密度之间的关联算法,进而在量产时,先对a面进行湿膜面密度检测,再进行ab面干膜面膜度检测,通过关联算法,计算推导出对应的a面和b面各侧的单侧实际干膜面密度值,整体并没有改变原有的涂布工序或增加繁琐的工序,不影响极片的涂布效率,整个工艺方法使用起来非常便捷,有效地改善了产品的精度检测可行性,并提高了产品的质量。
66.实施例2
67.本实施例提供一种锂电池极片涂布方法,采用如图3所示的涂布设备进行加工,并基于上述的锂电池极片涂布面密度检测方法,包括以下步骤:
68.s101、极片放卷;
69.s102、对极片进行光箔面密度检测;
70.s103、对极片的a面涂布;
71.s104、对极片的a面进行湿膜面密度检测;
72.s105、对极片的b面涂布;
73.s106、将ab面涂布后极片烘干;
74.s107、对极片的ab面进行双面干膜面密度检测;
75.s108、极片收卷。
76.本实施例中,所述步骤s104还包括以下步骤:计算a面实际干膜面密度,并根据计算结果调节步骤s103中的涂布量;所述步骤s107还包括以下步骤:计算b面实际干膜面密度,并根据计算结果调节步骤s105中的涂布量。
77.这样,当实际检测计算到的a面干膜面密度和b面实际干膜面密度与超出标准要求的偏离范围时,可以相应地调整对a面或b面涂布量,使得调整后的涂布量满足要求,通过检测数据及时地做适应性调节,保证产品质量。
78.实施例3
79.本实施例与实施例2类似,其不同之处在于:本实施例中,在步骤s107与步骤s108之间增加一个ccd检测工序,在ccd检测机构108处对产品进行ccd检测。
80.实施例4
81.本实施例为采用实施例2中的锂电池极片涂布方法的涂布设备,参考图3所示。
82.本实施例中,采用图3中所示的涂布设备,进行锂电池的极片涂布,其工艺步骤如下:通过放卷机101进行极片的放卷,极片100按预定方向进行走带,在第一面密度检测仪
102处进行光箔面密度检测,在第一涂布机构103处进行a面的涂布,在第二面密度检测仪104处进行a面的在线面密度检测,在第二涂布机构105处进行b面的涂布,a面、b面均完成涂布之后进入气浮烘箱106中进行极片的烘干,烘干之后在第三面密度检测仪107处进行ab面的双模面密度检测,然后在ccd检测机构108处进行ccd检测,最后通过收卷机构109进行极片收卷。
83.本实施例的特别之处还在于:涂布设备在第二涂布机构105与烘箱之间的设置一个气浮转向辊,极片在气浮烘箱106中进行悬浮烘干。用于输送ab面涂布之后、烘干之前的极片;因为a面、b面均完成涂布之后,则需要保证两面都不能跟转向辊有物理接触,而气浮转向辊的原理是通过稳定的外散流场,使ab双面已涂布完成的基材,没有任何物理接触的情况下,通过其转向进入气浮烘箱,同时其还可以作为气浮烘箱前最近的一个支点对基材提供张力,保证涂布和烘干的效果。
84.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1