一种全固态电池极片短路检测方法与流程
1.本发明涉及电池检测技术领域,特别是涉及一种全固态电池极片短路检测方法。
背景技术:
2.液态锂离子电池由于使用液体电解液,容易发生漏液现象,外层较结实,散热性也较差,容易发生爆炸,安全性较差,并且电池过充或者过放都会使电池内部出现化学反应,进而影响电池的使用寿命,另外目前液态锂离子电池的能量密度也已经接近了上限。而固态、全固态电池能量密度有望达到现有锂电池的3-4倍,循环性能和使用寿命更长,也可以从本质上解决液态电池目前遇到的安全性问题。
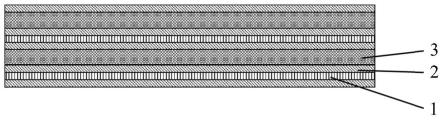
3.全固态电池主要由正极活性层、固态电解质层和负极活性层组成,如图1所示为全固态电池的基本结构。现有全固态电池极片短路的检测方法主要是对已经堆叠封装好的成品电芯进行短路测试,缺少对单个极片或电极/固态电解质复合片短路的检测,不能及时发现短路的不良极片,而当发现成品电芯短路时已无法进行拆解重组,导致整个电芯报废,对整个制造过程造成较大浪费;同时现有技术中还需要将电芯温度降低到至少零下90℃才能进行增阻步骤,该步骤条件较为苛刻且能耗较大,在实际生产过程中难以实现。
技术实现要素:
4.有鉴于此,本发明提供了一种全固态电池极片短路检测方法,以解决现有检测方法不能及时发现造成短路的不良极片,以及检测过程条件苛刻、能耗较大的技术问题。
5.为了解决上述技术问题,本发明采用如下技术方案:
6.一种全固态电池极片短路检测方法,包括以下步骤:
7.(1)测试电极就位:将测试电极分别置于待测电极的上下表面,得到待测组合体,所述测试电极、所述待测电极均设置有用于连接电压测试装置的极耳;
8.(2)施加压力:对所述待测组合体施加压力至预设压力p时,停止加压,测定所述待测电极与所述测试电极之间的初始电压值u1;
9.(3)保持压力:在压力为p的状态下保压时间达到预设时间t时,测定所述待测电极与所述测试电极之间的电压值u2;
10.(4)判断是否短路:根据所述预设压力p保持过程中所述待测电极与所述测试电极之间电压值的变化情况判断所述待测电极是否存在短路。
11.优选的,在上述全固态电池极片短路检测方法中,所述待测电极的尺寸略大于所述测试电极,且所述待测电极的极耳与所述测试电极的极耳不接触。
12.优选的,在上述全固态电池极片短路检测方法中,所述测试电极为锂金属箔材,且所述锂金属箔材中锂金属的厚度为1-50μm。
13.优选的,在上述全固态电池极片短路检测方法中,所述测试电极的极耳与所述电压测试装置的负极端连接,所述待测电极的极耳与所述电压测试装置的正极端连接。
14.优选的,在上述全固态电池极片短路检测方法中,所述电压测试装置为高分辨率
电压表,所述高分辨率电压表的分辨率为1/10000-1/1000000;进一步优选的,所述高分辨率电压表的分辨率为1/100000。
15.优选的,在上述全固态电池极片短路检测方法中,所述预设压力的取值范围为0<p≤5000n;进一步优选的,所述预设压力p为1000n。
16.优选的,在上述全固态电池极片短路检测方法中,所述预设时间的取值范围为0<t≤60s;进一步优选的,所述预设时间t为30s。
17.优选的,在上述全固态电池极片短路检测方法中,所述判断是否短路包括:
18.当u1<1v和/或u2<1v时,则判断所述待测电极存在短路;
19.当|u2-u1|>u1/100时,则判断所述测试电极发生微小短路;
20.当|u2-u1|≤u1/100时,则判断所述测试电极未发生短路。
21.优选的,在上述全固态电池极片短路检测方法中,所述待测电极为电极-固态电解质膜复合结构。
22.优选的,在上述全固态电池极片短路检测方法中,所述电极-固态电解质膜复合结构的制备方法如下:
23.s1.将含有正极活性物质的浆料附着在正极集流体的正反两面并烘干,得到具有双层正极活性物质层的正极电极片;
24.s2.将含有固态电解质的浆料附着在基材表面并烘干,得到具有固态电解质的固态电解质层片;
25.s3.将所述正极电极片的两面均与所述固态电解质层片贴合并压制,得到所述电极-固态电解质膜复合结构。
26.以及,本发明还公开了一种全固态电池的制备方法,包括以下步骤:
27.步骤一.制备电极-固态电解质膜复合结构;
28.步骤二.使用权利要求1-9任一项所述的全固态电池极片短路检测方法对所述电极-固态电解质膜复合结构中的极片进行测试;
29.步骤三.将测试结果为合格的电极-固态电解质膜复合结构进行组装,得到全固态电池。
30.本发明提供了一种全固态电池极片短路检测方法,与现有技术相比,其有益效果在于:
31.本发明的检测方法快速、方便,将电极与固态电解质膜进行复合形成三明治结构的待测电极结构件,通过将待测电极与测定电极、电压测试装置结合,来测定待测电极结构件是否存在异物或短路现象,经过检测后判定为合格的极片再流转至后续的叠片工序,而判定不合格的极片直接剔除不进行工序流转,避免整个成品电芯因发生短路问题报废,同时经过检测后再进行后续叠片工序,可以有效提高生产效率和良品率,获得具有更高安全性、高一致性的电池组。
附图说明
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据
提供的附图获得其他的附图。
33.附图1为全固态电池基本结构示意图;
34.附图2为电极-固态电解质膜复合结构示意图;
35.附图3为测试电极与待测电极形成的待测组合体结构示意图;
36.附图4为全固态电池极片短路检测方法流程图。
37.在图中:
38.1为正极活性物质层、2为固态电解质层、3为负极活性物质层、4为测试电极、5为待测电极、6为极耳。
具体实施方式
39.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.本发明实施例将对全固态电池的制备方法、电极-固态电解质膜复合结构的制备方法以及全固态电池极片短路的测试方法进行详细说明。
41.一、全固态电池的制备方法
42.本发明中的全固态电池主要是指采用固态电解质取代电极之间隔膜和液态电解液的电池;其中作为电荷载体的金属离子可以是锂离子,也可以是钠离子或者钾离子。特别地,全固态电池优选为全固态锂离子电池,并且全固态电池可以是一次电池,也可以是二次电池,但优选为二次电池,以便重复充电和放电,并且可用作车载动力电池等。此外,全固态电池可以是包括一个充放电单元的电池,该充放电单元组成包括:正极活性材料层、固态电解质层和负极活性材料层;全固态电池也可以是包含多个充放电单元的电池,在这种情况下,全固态电池可以是多个充放电单元通过串联或者并联方式连接的电池组,此外,相邻的充放电单元可以共用集流体。
43.全固态电池包括固态电解质层、正极活性物质层和负极活性物质层,下面对此进行一一说明。
44.(1)固态电解质层
45.固态电解质层是指由固态电解质为主要成分构成的涂层或独立膜,其中含有粘合剂。固态电解质可以为无机固态电解质,进一步地无机固态电解质包括硫化物固态电解质、氧化物固态电解质、氮化物固态电解质和卤化物固态电解质等。此外,本发明中无机固态电解质优选为具有例如li离子传导性的物质。其中,硫化物固态电解质可以是包括含有li元素、x元素(x是p、si、ge、sn、b、al、ga和in中的至少一种)和s元素的固态电解质;硫化物固态电解质还可以含有f、cl、br、i等卤素元素。氧化物固态电解质可以是包括含有li元素、y元素(y为nb、b、al、si、p、ti、zr、mo、w和s中的至少一种)的固态电解质,氧化物固态电解质还可以含有一个o元素。氮化物固态电解质可以包括氮化锂li3n和锂磷氧氮lipon。卤化物固态电解质可以包括licl、lii和libr等卤化物。
46.固态电解质层中使用的粘合剂的可以包括橡胶类粘合剂,例如丁酸橡胶(br)和丁苯橡胶(sbr);以及聚偏二氟乙烯(pvdf)等氟化物基粘合剂,并且固态电解质层的厚度在
0.1μm-300μm之间。
47.(2)正极活性物质层
48.正极活性物质层是含有正极活性物质的层,可以进一步含有固态电解质、导电材料和粘合剂中的至少一种。
49.正极活性物质可以包括氧化物活性材料和硫活性材料。正极活性物质优选含有锂离子的氧化物活性物质,例如:licoo2、limno2、linio2、livo2、lini
1-x-y
co
x
mnyo2等岩盐层型活性物质,也可以是limn2o4、li4ti5o
12
、li(ni
0.5
mn
1.5
)o4等尖晶石型活性物质;以及lifepo4、limnpo4、linipo4、licopo4等橄榄石型活性物质。此外,可以在正极活性物质的表面上形成包含具有锂离子传导性氧化物的涂层,用来抑制正极活性物质与固态电解质的反应。
50.用于正极活性物质层的导电材料的实例可以包括碳材料,例如乙炔黑(ab)和科琴黑(kb)。正极活性物质层中使用的导电材料含量为0.1%-10%,固态电解质和粘合剂的含量分别为0.1%-50%和0.1%-5%。正极活性物质层的厚度为0.1μm-300μm。此外,用于收集正极活性物质层的电流的正极集流体的实例可以包括不锈钢箔或铝箔其中的一种。
51.(3)负极活性物质层
52.负极活性物质层是含有负极活性物质的层,并且可以进一步包含固态电解质、导电材料和粘合剂中的至少一种。负极活性物质可以包括金属活性材料、碳活性材料以及硅活性材料中的一种或者几种。此外,负极活性材料优选能够与li离子反应的物质。金属活性材料的可以包括金属单质、金属合金和金属氧化物,包含在金属活性材料中的金属元素的实例可以包括li、si、sn、in和al,金属合金优选为以金属元素为主要成分的合金。碳活性材料的可以包括中间碳微珠(mcmb)、高取向热解石墨(hopg)、硬碳和软碳。用于负极活性材料的固态电解质、导电材料和粘合剂的含量与上述正极活性物质层中所述的相同,再此不做赘述;负极活性物质的厚度为0.1μm-300μm。此外,用于收集负极活性物质层的电流的负极集流体的实例可以包括不锈钢箔或铜箔。
53.二、电极-固态电解质膜复合结构的制备方法
54.本发明实施例公开的一种电极-固态电解质膜复合结构的制备方法,包括以下步骤:
55.(1)准备正极极片:将含有正极活性物质的浆料通过涂布或其他方式粘附在正极集流体的正反两面上并烘干,得到具有双层正极活性物质层的正极极片;
56.(2)准备固态电解质层:将含有固态电解质的浆料通过涂布或者其他方式粘附在铝箔、不锈钢箔或者聚对苯二甲酸乙二醇酯(pet)等基材表面上并烘干,得到具有固态电解质的固态电解质层片;
57.(3)电极-固态电解质层复合:将正极极片活性物质层上下表面分别贴合固态电解质层,得到电极-固态电解质层组合体,对该组合体进行压制,去除固态电解质层片中剥离的基材,从而获得如图2所示的电极-固态电解质膜复合结构。
58.三、全固态电池极片短路的检测方法
59.按照上述步骤得到了电极-固态电解质复合结构,为了保证固态电解质层在全固态电池中能够起到隔绝正、负电极的作用,需要对该复合结构进行短路测试。
60.(1)待测极片准备:待测极片即电极-固态电解质膜复合结构,由上述方法制备得到;
61.(2)上、下测试电极就位:本发明实施例中测试电极选用能够导电且质地较软的金属单质片,优选为锂金属箔材,为了保证锂金属箔材具有一定的机械强度,所述的锂金属箔材为表面附着有锂金属的铜箔,其中锂金属的厚度为1um-50um,优选附锂厚度为10um的锂铜复合片。测试电极略小于待测电极,且测试电极具有用于测量电压的集流体引出部分,即测试电极设置有极耳,测试电极的极耳与待测电极的极耳不能发生接触;
62.将待测电极的两个固态电解质层表面分别与测试电极的锂金属表面直接进行面与面的贴合,并将该组合体放置于带有光滑平整绝缘平面的加压装置上,保证该组合体受力平整均匀,且组合体与绝缘平面上保持洁净无尘。测试电极的极耳与电压测试装置的负极端连接,待测电极的极耳与电压测试装置的正极端连接。电压测试装置为高分辨率电压表,在本发明实施例中该电压表的分辨率越高越好,分辨率可以为1/10000、1/100000或1/1000000,本实施例中优选分辨率为1/100000的数字万用表作为电压测试装置。电压测试装置连接待测电极与测试电极后,将数字万用表调至直流电压测试档;
63.(3)施加压力:通过加压装置对绝缘平面夹层中的测试电极-待测电极组合体施加压力,施加压力为0-5000n,本实施例中施压压力优选为1000n,当加压装置对组合体施加压力刚好达到设定的压力1000n时,对数字万用表进行电压读数,此时电压值记为u1;
64.(4)保持压力:测试电极-待测电极组合体两端保持1000n压力,保压时间记为t,保压时间为0-60s,本实施例中保压时间t优选为30s,当组合体保压时间t至30s时,对数字万用表进行电压读数,此时的电压值记为u2,随后撤去测试电极-待测电极组合体两端的压力进行短路判断;
65.(5)判断是否存在短路:
66.当u1<1v和/或u2<1v时,则判断所述待测电极存在短路,说明固态电解质层对正极极片无法隔绝电子传递,无法作为全固态电池的良品部件进行后续组装工作;
67.当|u2-u1|>u1/100时,则判断所述测试电极发生微小短路,说明该固态电解质层与正极电极间存在异物或者裂纹,导致正极电极与测试电极存在轻微短路,该固态电解质层-正极极片组合体无法作为全固态电池的良品部件,无法进行后续组装工作;
68.当|u2-u1|≤u1/100时,则判断所述测试电极未发生短路,说明固态电解质层对正极极片完全隔绝了电子传递,可以作为全固态电池的良品部件,可以进行后续组装工作。
69.其中微小短路是指虽然自身发生短路但仍可进行充放电的轻微短路。例如,当固态电解质层的绝缘性低时,容易引起微小的短路;同时引起短路的缺陷的示例可以包括异物,例如当固态电解质层内部或附近存在异物时,固态电解质层容易产生裂纹,结果容易发生短路。
70.实施例1
71.(1)制备正极极片:以ncm622作为正极活性材料、lipscl作为固体活性材料、丁腈橡胶nbr作为粘合剂,混合后得到正极浆料;将正极浆料粘贴在铝箔集流体表面并干燥,获得在正极集流体上具有正极活性材料层的正极极片,其中正极活性材料层的厚度为120μm;
72.(2)制备固态电解质层:以lipscl为固态电解质,丁二烯橡胶br作为粘合剂制备固态电解质混合物浆料,将固态电解质混合物浆料涂布在pet表面,干燥后得到覆有固态电解质层的片材,其中固态电解质层厚度为30μm;
73.(3)制备待测极片:将正极极片与覆有固态电解质层的片材进行加压或者辊压复
合处理,得到两面覆有固态电解质层的正极极片,即为待测极片;
74.(4)短路检测:采用10μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
75.实施例2
76.实施例2待测极片的制作方式与实施例1相同,其区别仅在于步骤(4)的不同。
77.(4)短路检测:采用10μm厚度的含锂铜箔作为检测电极,并施加2000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
78.实施例3
79.实施例3待测极片的制作方式与实施例1相同,其区别仅在于步骤(4)的不同。
80.(4)短路检测:采用20μm厚度的含锂铜箔作为检测电极,并施加5000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
81.实施例4
82.实施例4待测极片的制作方式与实施例1相同,其区别仅在于步骤(4)的不同。
83.(4)短路检测:采用10μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压60s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
84.实施例5
85.实施例5待测极片的制作方式与实施例1相同,其区别仅在于步骤(4)的不同。
86.(4)短路检测:采用1μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压5s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
87.实施例6
88.实施例6待测极片的制作方式与实施例1相同,其区别仅在于步骤(4)的不同。
89.(4)短路检测:采用1μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
90.实施例7
91.实施例7待测极片的制作方式与实施例1相同,其区别仅在于步骤(4)的不同。
92.(4)短路检测:采用50μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本实施例得到的待测电极未发生短路。
93.对比例1
94.对比例1与实施例1基本相同,其区别仅在于步骤(3)的不同。
95.(3)制备待测极片:特别挑选固态电解质层有开裂掉料的片材与正极极片进行加压或者辊压复合处理,得到带有固态电解质裂纹的正极极片,即为待测极片。
96.按实施例1的检测步骤和检测参数对对比例1的待测极片进行检测,结果参见表1,
本对比例得到的待测电极存在微小短路,无法作为合格极片进行后续电池组装工作。
97.对比例2
98.对比例2与实施例1基本相同,其区别仅在于步骤(3)的不同。
99.(3)制备待测极片:将正极极片与覆有固态电解质层的片材进行加压或者辊压复合处理,并在复合过程中在正极极片与固态电解质层间引入细铜丝,得到两面覆有固态电解质层且边缘露出铜丝的正极极片,即为待测极片。
100.按实施例1的检测步骤和检测参数对对比例2的待测极片进行检测,结果参见表1,本对比例得到的待测电极存在短路,无法作为合格极片进行后续电池组装工作。
101.对比例3
102.对比例3与实施例1基本相同,其区别仅在于步骤(4)的不同。
103.(4)短路检测:采用10μm厚度的含锂铜箔作为检测电极,并施加5500n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本对比例得到的待测电极未发生短路,但是待测电极由于受到的压力过大有轻微损坏。
104.对比例4
105.对比例4与实施例1基本相同,其区别仅在于步骤(4)的不同。
106.(4)短路检测:采用10μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压70s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本对比例得到的待测电极未发生短路,但是待测电极由于受到的施压时间过长有轻微损坏。
107.对比例5
108.对比例5与实施例1基本相同,其区别仅在于步骤(4)的不同。
109.(4)短路检测:采用55μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本对比例中使用的含锂金属厚度较大,而过厚的锂金属在施加压力后会被压延展,从而与待测电极接触,导致测试方法失效。
110.对比例6
111.对比例6与实施例1基本相同,其区别仅在于步骤(4)的不同。
112.(4)短路检测:采用0.5μm厚度的含锂铜箔作为检测电极,并施加1000n压力,保压30s,分辨率为1/100000的数字万用表作为电压测试装置,按前述检测步骤对待测极片进行短路检测。检测结果参见表1,本对比例使用的含锂金属厚度较薄,不仅市面上常规产品较少而且由于含锂金属厚度较薄导致几乎没有锂金属覆盖,实际上是铜箔与待测电极进行接触,因此测试方法失效。
113.表1实施例1-7及对比例1-6待测极片的短路检测结果
[0114][0115][0116]
由表1可知,本发明在一定的含锂铜箔厚度、一定的压力以及一定的压力施加时间情况下,可以有效检测待测极片的的短路情况,并具体判断出属于未短路、微小短路或者是短路,检测方法检测方便且准确率高。
[0117]
综上所述,本发明的全固态电池极片短路检测的测试方法利用锂金属低电位的特性,将其作为测试电极与待测组件构建成完整的电池结构,并对该结构持续施加一定压力,测量该新组合结构下电压的变化值,通过对比电压变化情况检测异物或者短路的存在,这种简单的方法能够高精度地检测异物或掉料等导致电极或电芯短路的缺陷。
[0118]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的方案而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0119]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1