测头装置及自动探伤装置的制作方法
1.本实用新型涉及无损探伤装置,具体地,涉及一种测头装置;此外,还涉及一种自动探伤装置。
背景技术:
2.挖掘机动臂是由多类小件组对拼焊而成,在进入涂装、装配等产线之前,需要对动臂焊缝质量进行检测,而如今常利用超声波探测技术作为一种常规手段来对动臂焊缝进行检测。动臂焊缝的优劣是决定挖掘机质量以及后续安全施工的重要保障,由于在实际加工生产中,挖掘机动臂在前期组对拼焊、机器人焊接以及后续的人工补焊中,动臂可能出现多种复杂的缺陷,造成动臂的质量下降甚至影响挖掘机安全性能,故需要在进入机加、涂装产线前对动臂的关键焊缝处进行自动探伤,确保动臂的关键焊缝质量满足生产要求。
3.我国传统方法对动臂内外焊缝进行超声无损检测时,通常只由检测人员手持超声波探测仪来在动臂关键焊缝处进行检测,其检测位置一般是由人工操作确定,沿着工件表面焊缝进行探伤,当出现焊缝缺陷时,就停下来对某处进行标记,这样依次对整条焊缝进行探伤直至结束,这样探伤结果很大程度取决于工人的熟练程度,同时因工人手探伤装置进行探伤的路线不稳定,所以探伤过程中工人的主观误差也对探伤结果有较大的影响,不能准确的对焊缝缺陷进行识别及定位,动臂焊缝检测的质量好坏一定程度上依赖操作工人的熟练程度,受操作人员主观影响,误差性较大。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种测头装置,该测头装置能够降低人工检测的主观误差性,提高探伤的自动化程度。
5.本实用新型所要解决的技术问题是提供一种自动探伤装置,该自动探伤装置能够降低人工检测的主观误差性,提高探伤的自动化程度。
6.为了解决上述技术问题,本实用新型一方面提供一种测头装置,包括集成布置的外部缺陷检测装置和内部缺陷检测装置,所述外部缺陷检测装置配置为能够围绕所述内部缺陷检测装置周向旋转。
7.可选地,所述外部缺陷检测装置和内部缺陷检测装置均安装在转接盘上。
8.具体地,所述转接盘包括内盘和包绕在所述内盘外侧且能够绕所述内盘转动的外盘。
9.进一步地,所述外盘上沿其周向环绕布置有多个所述外部缺陷检测装置,所述内部缺陷检测装置安装在所述内盘上。
10.可选地,还包括安装在所述内盘上的辅助探伤机构。
11.具体地,所述辅助探伤机构包括喷液管、标记管和烘干管,所述喷液管、标记管和烘干管环绕所述内部缺陷检测装置间隔布置,且所述喷液管、标记管和烘干管三者各自的中心轴线相交于所述内盘的中心轴线的同一点上。
12.进一步地,所述辅助探伤机构还包括用于检测所述标记管和烘干管之间相对空气湿度的湿敏电容传感器,以能够控制所述标记管和烘干管的启停。
13.可选地,所述湿敏电容传感器包括安装在所述标记管上的第一湿敏电容极板和安装在所述烘干管上的第二湿敏电容极板,所述第一湿敏电容极板与所述第二湿敏电容极板相对布置。
14.具体地,所述外部缺陷检测装置为激光传感器。
15.具体地,所述内部缺陷检测装置为相控阵超声波传感器。
16.本实用新型另一方面提供一种自动探伤装置,包括工业机器人和上述技术方案中任一项所述的测头装置,所述工业机器人末端安装有所述内部缺陷检测装置以及能够绕所述工业机器人末端的轴向且相对于所述内部缺陷检测装置转动的所述外部缺陷检测装置。
17.通过上述技术方案,本实用新型的有益效果如下:
18.相比于传统人工超声波探伤检测,本实用新型将外部缺陷检测装置和内部缺陷检测装置集成在一起,利用外部缺陷检测装置和内部缺陷检测装置对动臂关键焊缝进行检测,降低了人工检测的主观误差性,提高了动臂关键焊缝探伤的自动化程度,内部缺陷检测装置能够沿着外部缺陷检测装置确定的内部缺陷检测路线移动,准确地对焊缝缺陷进行识别及定位。而且,外部缺陷检测装置能够绕工业机器人末端轴向转动,可以在检测过程中对动臂关键焊缝进行多角度缺陷检测。
19.将激光传感器、相控阵超声波传感器以及辅助探伤机构相结合,不仅提高了自动探伤装置的集成度,还可以实现动臂关键焊缝内外部缺陷的快速识别和定位。
20.辅助探伤机构能够在进行相控阵超声探伤时,通过烘干管来加速烘干焊缝附近的耦合剂,从而在对焊缝缺陷标记定位时,能够使标记颜料更好的附着在焊缝附近,能避免出现标记模糊的状况。
21.本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
22.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
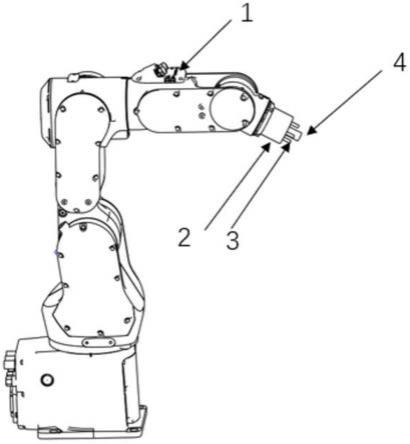
23.图1是本实用新型具体实施方式中的自动探伤装置的结构示意图;
24.图2是本实用新型具体实施方式中的外部缺陷检测装置和内部缺陷检测装置安装在转接盘上的结构示意图;
25.图3是本实用新型具体实施方式中的辅助探伤机构的俯视图;
26.图4是本实用新型具体实施方式中的探伤路线的示意图;
27.图5是本实用新型具体实施方式中的湿度调节系统原理图。
28.附图标记说明
29.1工业机器人
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2转接盘
30.3激光传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4相控阵超声波传感器
31.5喷液管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6标记管
32.7外盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8烘干管
33.9内盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10第一湿敏电容极板
34.11第二湿敏电容极板
具体实施方式
35.以下结合附图对本实用新型的具体实施方式进行详细说明,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,本实用新型的保护范围并不局限于下述的具体实施方式。
36.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或者是一体连接;可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
37.在本实用新型的描述中,需要理解的是,方位术语以自动探伤装置自身的方位为基准;附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
38.参照图1至图3,本实用新型提供一种测头装置,包括集成布置的外部缺陷检测装置和内部缺陷检测装置,所述外部缺陷检测装置配置为能够围绕所述内部缺陷检测装置周向旋转。
39.具体地,可以将测头装置安装在驱动装置上形成一种自动探伤装置,例如将测头装置安装在工业机器人1上,所述工业机器人1末端安装有所述内部缺陷检测装置以及能够绕所述工业机器人1末端轴向转动的所述外部缺陷检测装置。
40.其中,工业机器人1是广泛用于工业领域的多关节机械臂或多自由度的机器装置,具体地,工业机器人1可以为关节型机器人,如六轴机器人,关节型机器人已经在若干项工业产业中得到应用。与台架系统相比,关节型机器人提供若干优点;例如,关节型机器人在部署中提供更多的灵活性,可以更加容易地安装和移动,位置配准对空间大小和设施要求的限制较少,而且,具有在复杂的或组装的部件内部定位激光超声波传感器的能力。
41.为了便于说明,以六轴机器人为例,机器人的第一轴为首端,对应地,机器人的第六轴为末端。以挖掘机动臂为检测对象,将外部缺陷检测装置和内部缺陷检测装置安装在工业机器人1末端,如此,在计算机控制下,利用工业机器人带动外部缺陷检测装置和内部缺陷检测装置对动臂的关键焊缝进行检测,降低了人工检测的主观误差性,提高了对动臂的关键焊缝探伤的自动化程度。而且,将外部缺陷检测装置能够相对于内部缺陷检测装置绕工业机器人1末端轴向转动,可以在扫描过程中对动臂的关键焊缝进行多角度缺陷检测,检测结果更加准确。
42.一般地,外部缺陷检测装置可以为能够对焊缝外观缺陷进行识别的仪器,如,外部缺陷检测装置可以为激光传感器3,激光传感器利用激光技术进行测量的传感器,它由激光器、激光检测器和测量电路组成。激光传感器工作时,先由激光发射二极管对准目标发射激光脉冲,经目标反射后激光向各方向散射,部分散射光返回到传感器接收器,被光学系统接收后成像到雪崩光电二极管上。雪崩光电二极管是一种内部具有放大功能的光学传感器,因此其能检测极其微弱的光信号,并将其转化为相应的电信号。通过记录并处理从光脉冲
发出到返回被接收所经历的时间,即可测定目标距离。当机械臂带动探伤装置沿着焊缝移动时,激光传感器3不断对动臂的关键焊缝进行扫描,精准地检测焊缝外部缺陷及位置情况;而且,对焊缝进行扫描时,可以实时记录实际焊缝与理论焊缝的偏差值,根据偏差值自动调整扫描轨迹,具有焊缝纠偏功能。同时,参照图4,能够获取焊缝中心轨迹线,对焊缝中心轨迹线进行偏置固定距离d后,传递给工业机器人1作为后续内部缺陷检测的探伤路线,使内部缺陷检测装置沿着内部缺陷检测的探伤路线移动,实现对焊缝内部缺陷的检测,从而准确地对焊缝缺陷进行识别及定位。
43.内部缺陷检测装置可以为相控阵超声波传感器4,超声波传感器是将超声波信号转换成其它能量信号(通常是电信号)的传感器。超声波是振动频率高于20khz的机械波。它具有频率高、波长短、绕射现象小,特别是方向性好、能够成为射线而定向传播等特点。超声波对液体、固体的穿透本领很大,尤其是在阳光不透明的固体中。超声波碰到杂质或分界面会产生显著反射形成反射回波。声波传感器由压电晶片组成,既可以发射超声波,也可以接收超声波。相控阵超声波传感器4采用相控阵超声技术,相控阵超声技术的基本概念源于相控阵雷达技术,其基本特征是在计算机控制下对超声换能器晶片阵列(多个压电晶片按一定形状、尺寸排列;单个压电晶片称为阵元)进行激励,分别控制每个阵元发射信号的波形、幅度和相位延迟量,使得各阵元发射的超声子波束在空间叠加合成,从而形成发射聚焦和声束偏转等效果。因此,只需要通过改变控制程序,相控阵换能器就可方便地实现对不同方向、不同深度和不同位置的检测,这是传统的单晶片超声换能器所不同比拟的。发射电路产生触发脉冲信号,相控阵单元在触发脉冲的作用下,产生宽度、延时可编程控制的高电压激励脉冲。这些不同延时的激励脉冲分别作用于换能器的各个阵元产生超声波。如果换能器各阵元的激励时序是两端阵元先激励,逐渐向中间阵元加大延迟,使得合成的波阵面最后指向探测面正前方的某个曲率中心,即形成垂直聚焦发射。如果相控阵换能器各阵元的激励时序是从左到右等间隔增加发射延迟,使得合成波阵面具有一个指向角,及形成倾斜聚焦发射。换能器发射的超射波遇到缺陷后产生回波信号,回波达到各阵元的时间存在差异。按照回波达到各阵元的时间差对各阵元接收信号进行延时补偿,然后相加合成,就能将特定方向回波信号叠加增强,而其它方向的回波信号减弱甚至抵消。从而,在不需要对相控阵超声波传感器4进行偏转或转动等操作的情况下,就能够精确地实现对焊缝内部缺陷及位置情况的检测。
44.在实际检测中,需要计算机对自动探伤装置中的各种设备进行控制,并根据反馈信息及控制指令,进行相应操作。例如,控制工业机器人1,使控制工业机器人1带动激光传感器3围绕控制工业机器人1末端的轴向进行旋转扫描,在扫描过程中,当发现焊缝表面存在焊缝缺陷时,记录下外部缺陷的起止位置,同时获取焊缝中心轨迹线,对焊缝中心轨迹线进行偏置固定距离d后,传递给工业机器人1作为后续内部缺陷检测的探伤路线,使控制工业机器人1带动相控阵超声波传感器4沿着内部缺陷检测的探伤路线进行内部缺陷检测。
45.在具体实施例中,可以在工业机器人1末端安装有转接盘2,工业机器人1末端设置法兰,转接盘2安装在法兰上,外部缺陷检测装置和内部缺陷检测装置均安装在转接盘2上。
46.进一步地,参照图2和图3,转接盘2包括内盘9和外盘7,内盘9整体为圆盘形状,内盘9的一端固定于工业机器人1第六轴末端,内盘9的另一端上安装内部缺陷检测装置,具体地,相控阵超声波传感器4安装在内盘9的另一端上。在图2的实施例中,外盘7整体为圆环形
状,外盘7包绕套设在内盘9的外侧,在内盘9与外盘7之间可以设置轴承,使得外盘7能够相对于内盘9旋转,具体地,外盘7可以由旋转电机驱动,外盘7与旋转电机之间可以采用轮齿啮合的方式实现动力传导,例如,在外盘7的外周面上设置轮齿。此外,内盘9也可以在工业机器人1的作用下转动,一般地,对于工业机器人1,其各机械臂的运动通常由步进电机、伺服电机或直接驱动电机等配合减速器驱动,实现对内盘9运动的精准控制。同样地,外盘7与旋转电机也设置有减速器,以实现对外盘7旋转运动的精准控制。
47.此外,在外盘7上可以安装多个激光传感器3,n个激光传感器3之间以等角度α均分在外盘7上(n=2π/α)。采用多个激光传感器3成环形分布,可以保证在扫描过程中对动臂的关键焊缝进行多角度缺陷检测。
48.为了更好地对焊缝缺陷进行识别定位,还可以在自动探伤装置中设置辅助探伤机构,辅助探伤机构可以安装在内盘9上。参照图2和图3,辅助探伤机构包括喷液管5、标记管6和烘干管8。其中,喷液管5可以与外部的耦合剂储存设备相连接,在进行相控阵超声波探伤时,开启喷液管5,喷液管5按照设定好的流量喷出耦合剂,使其附着在紧靠动臂的关键焊缝附近的金属板材上,可以使超声波有效地穿入被测焊缝,保证探伤的准确性。烘干管8与外部的空气加热器,当检测到焊缝缺陷时,开启烘干管8与空气加热器,烘干管8射出热风加快对应此处焊缝缺陷位置的耦合剂的蒸发;标记管6可以连接外部的颜料储存设备,并且,连接多个存储不同颜色的颜料储存设备,待耦合剂烘干后,开启标记管6在此处喷出不同颜色的颜料对焊缝缺陷进行分类和定位标记,便于后期进行返修。
49.图2提供了辅助探伤机构安装在内盘9上的一种具体结构形式,其中,喷液管5、标记管6和烘干管8环绕着内部缺陷检测装置间隔布置,并且,使喷液管5、标记管6和烘干管8三者各自的中心轴线相交于内盘9的中心轴线的同一点上。如此,在对焊缝缺陷进行检测、分类和定位标记的过程中,即使内盘9不发生转动,也可以实现喷液管5对准焊缝附近区域喷涂耦合剂、烘干管8烘干该处的耦合剂以及标记管6在该焊缝缺陷对应的附近区域进行标记,以实现对该处焊缝缺陷位置的标记。
50.进一步地,喷液管5、标记管6和烘干管8可以布置在以内盘9的中心为圆心的同一圆周上。而且,还可以对喷液管5、标记管6和烘干管8等角度均分布置。
51.当然,也可以使喷液管5、标记管6和烘干管8三者各自的中心轴线不相交于内盘9的中心轴线的同一点上,例如,喷液管5、标记管6和烘干管8三者各自的中心轴线均平行于内盘9的中心轴线。在这种方式中,可以通过工业机器人1的机械臂的旋转带动喷液管5、标记管6和烘干管8转动,使喷液管5、烘干管8和标记管6能够依次对准同一位置,从而实现对焊缝缺陷检测以及定位标记。
52.此外,参照图2和图5,辅助探伤机构还包括湿敏电容传感器,湿敏电容传感器用于检测标记管6和烘干管8之间相对空气湿度,从而根据标记管6和烘干管8之间相对空气湿度,控制标记管6和烘干管8开启和停止。
53.具体地,湿敏电容传感器包括第一湿敏电容极板10和第二湿敏电容极板11,第一湿敏电容极板10安装标记管6上,第二湿敏电容极板11安装在烘干管8上,第一湿敏电容极板10和第二湿敏电容极板11相对,用于测量标记管6和烘干管8之间的相对空气湿度,并设定湿度阈值rh0,当烘干管8加热耦合液时,烘干管8与标记管6之间的空气湿度会发生变化,若两管之间的相对空气湿度≤rh0,则烘干管8停止工作,标记管6开始工作。其中,湿敏电容
传感器的工作原理:湿敏电容传感器由基板与其上感湿膜等组成,当外界相对湿度变化时,感湿膜能对水汽分子进行吸附和释放,其介电常数ε发生变化,导致湿敏电容的电容量发生变化,进而实现对相对湿度的测量。
54.对于外盘7的结构形式不局限于上述环形结构,也可以由多个围绕在内盘9外侧的扇形结构,在每个扇形结构上安装一个激光传感器3,各个扇形结构可以按照等角度均分布置。
55.为了更好的理解本实用新型的技术构思,下面结合相对全面的技术特征对技术方案进行说明。
56.参照图1至图3,本实用新型公开一种自动探伤装置,包括工业机器人1、外部缺陷检测装置、内部缺陷检测装置和辅助探伤机构,外部缺陷检测装置可以为激光传感器3,内部缺陷检测装置可以为相控阵超声波传感器4,工业机器人1末端安装有转接盘2,转接盘2包括内盘9和外盘7,外盘7包绕套设在内盘9外侧,并且外盘7能够在旋转电机的作用下,绕内盘9转动。辅助探伤机构包括喷液管5、标记管6和烘干管8,相控阵超声波传感器4安装在内盘9的一端表面的中心位置,在内盘9的该端表面上还安装有喷液管5、标记管6和烘干管8,喷液管5、标记管6和烘干管8围绕着相控阵超声波传感器4等角度均分布置,并且,喷液管5、标记管6和烘干管8三者各自的中心轴线相交于内盘9的中心轴线的同一点上,内盘9的另一端表面与工业机器人1末端固定连接;多个激光传感器3等角度均分布置在外盘7上。
57.当计算机控制工业机器人1的机械臂带动自动探伤装置进行探伤时,安装在转接盘2的外盘7上的多个激光传感器3围绕着内盘9对工件表面焊缝进行旋转扫描,采用多个激光传感器3成环形分布,可以保证在扫描过程中对动臂的关键焊缝进行多角度缺陷检测,从更加精准的检测焊缝外部缺陷及位置情况,同时激光传感器3带焊缝纠偏功能,当激光传感器3沿着设定的路线对焊缝进行扫描时,可以实时记录实际焊缝与理论焊缝的偏差值,根据偏差值自动调整扫描轨迹,从更加精准的检测焊缝外部缺陷及位置情况。在扫描过程中,当发现焊缝表面存在焊缝缺陷时,记录下外部缺陷的起止位置,当标记管6移动到缺陷起始处时开始喷出颜料对外部缺陷进行标记,标记位于焊缝的附近位置,当扫描结束后,获取焊缝外部焊缝质量检测状况,同时获取焊缝中心轨迹线,对焊缝中心轨迹线进行偏置固定距离d后,传递给工业机器人1作为后续内部缺陷检测的探伤路线。工业机器人1按照激光传感器3传递的偏置后的焊缝中心轨迹线作为超声波探伤路线,在进行内部缺陷检测时,各设备启动顺序如下:自动探伤装置沿着设定的探伤路线进行移动,喷液管5持续喷出耦合剂在待探伤焊缝附近,相控阵超声波传感器4持续在待探伤工件表面进行探伤,当相控阵超声波传感器4获取到内部焊缝缺信号并控制烘干管8启动,烘干管8开始喷出热风,快速烘干散布在工件表面的耦合液;湿度调节系统根据烘干管8和标记管6之间湿敏电容传感器的电容的变化来控制烘干管8的关闭时间,从而控制烘干管8的加热时间,进而控制待检测工件表面的相对湿度;当烘干管8与标记管6之间的相对空气湿度≤湿度阈值rh0时,控制烘干管8停止工作,同时标记管6开始喷出颜料用于焊缝缺陷标记,当离开缺陷位置范围时,标记管6停止工作,重复上述动作直至完成全部焊缝的探伤,从而实现焊缝内外缺陷的实时标记。便于后期进行返修,从而完成对整个挖掘机动臂关键焊缝的自动探伤。
58.相比于传统人工超声波探伤检测,本实用新型将超声波检测技术与视觉定位技术相结合,利用工业机器人带动自动探伤装置对动臂的关键焊缝进行检测,可以自动实现动
臂焊缝内外缺陷的快速识别与定位,进而加快对挖掘机动臂焊缝的自动探伤,降低了人工检测的主观误差性,提高了对动臂的关键焊缝探伤的自动化程度。
59.自动探伤装置将激光传感器3、相控阵超声波传感器4以及辅助探伤机构相结合,不仅提高了自动探伤装置的集成度,还可以实现对动臂的关键焊缝内外部缺陷的快速识别和定位。
60.辅助探伤机构能够在进行相控阵超声探伤时,通过烘干管8来加速焊缝附近区域的耦合剂,从而在焊缝缺陷标记定位时,能够使标记颜料更好的附着在焊缝附近区域的表面,能避免出现标记模糊的状况。以上主要针对挖掘机动臂进行无损探伤检测,可以理解的是,本实用新型的自动探伤装置也可以对其它类似设备在制造过程中的焊缝进行检测,在此不再一一赘述。
61.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
62.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
63.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1