一种模具零件检具的制作方法
1.本实用新型涉及检具领域,具体涉及一种模具零件检具。
背景技术:
2.模具零件是用于组装成模具的配件,模具零件的结构比较复杂,且尺寸精度要求较高,在使用之前需要检测模具零件是否合格。
3.现在常用的检测方式是:检验员借助于卡尺、高度规以及百分表等检测工具,手动检测模具零件的所有尺寸,人力劳动强度大,检测的工作效率低。
技术实现要素:
4.本实用新型的目的是:提供一种模具零件检具,解决以上问题。
5.为了实现上述目的,本实用新型提供如下的技术方案:
6.一种模具零件检具,包括底板、限位件、安装件、推动件以及定位件;所述限位件上设置有限位槽,所述底板上设置有下检测件,所述下检测件与限位槽位置相对应,所述安装件通过动力件的推杆与底板活动连接,所述安装件上设置有安装槽和上检测件,所述定位件通过安装槽与安装件活动连接,所述定位件有多个,所述上检测件位于定位件的上方,所述推动件通过缓冲件与安装件活动连接。
7.进一步的,所述定位件包括挡板、张紧件以及插入件,所述挡板位于安装槽的端部,所述挡板通过张紧件与插入件连接,所述挡板与安装槽固定连接。
8.进一步的,所述张紧件具体为弹簧,所述插入件与安装槽活动连接,每个所述插入件均位于两个张紧件之间,所述插入件与安装槽的连接部呈长方体,所述插入件远离安装槽的端部呈半球状。
9.进一步的,所述动力件具体为气缸,所述缓冲件为弹簧,所述上检测件和下检测件均有多个,所述推动件为板材。
10.进一步的,所述推动件与底板接触,所述上检测件和下检测件均为接近开关。
11.本实用新型的有益效果为:提供一种模具零件检具,通过底板、限位件、安装件、推动件以及定位件相互配合使用,实现制作检具代替人工对模具零件进行检测的效果,降低了人力劳动强度,提高了检测的工作效率,节约了检测成本。
附图说明
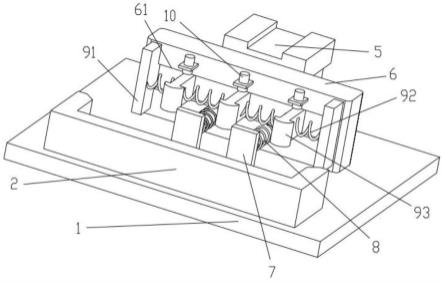
12.图1为本实用新型一种模具零件检具的整体结构轴测图。
13.图2为本实用新型一种模具零件检具的另一整体结构轴测图。
14.图3为本实用新型一种模具零件检具的整体结构主视图。
15.图中:1、底板;2、限位件;3、限位槽;4、下检测件;5、动力件;6、安装件;61、安装槽;7、推动件;8、缓冲件;9、定位件;91、挡板;92、张紧件;93、插入件;10、上检测件。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.参考图1至图3,一种模具零件检具,包括底板1、限位件2、安装件6、推动件7以及定位件9;所述限位件2上设置有限位槽3,用于定位被检测的模具零件的位置,所述底板1上设置有下检测件4,用于检测模具零件上的通孔是否合格,所述下检测件4与限位槽3位置相对应,所述安装件6通过动力件5的推杆与底板1活动连接,用于提供安装件6运动的动力,所述安装件6上设置有安装槽61和上检测件10,所述定位件9通过安装槽61与安装件6活动连接,用于确保定位件9在安装件6上运动路径的精准性,所述定位件9有多个,用于和模具零件的弧槽数量相配合,所述上检测件10位于定位件9的上方,所述推动件7通过缓冲件8与安装件6活动连接,用于缓冲推动件7的力,确保当模具零件接触限位件2后安装件6依然继续靠近模具零件时,缓冲件8被压缩使安装件6可以继续前进,所述下检测件4、动力件5以及上检测件10均与外部控制系统连接。
18.所述定位件9包括挡板91、张紧件92以及插入件93,所述挡板91位于安装槽61的端部,所述挡板91通过张紧件92与插入件93连接,所述挡板91与安装槽61固定连接,用于确保插入件93可以在安装槽61内滑动。
19.所述张紧件92具体为弹簧,所述插入件93与安装槽61活动连接,每个所述插入件93均位于两个张紧件92之间,用于确保插入件93可以在安装槽61内滑动,所述插入件93与安装槽61的连接部呈长方体,所述插入件93远离安装槽61的端部呈半球状,用于和模具零件上的弧槽形状相配合。
20.所述动力件5具体为气缸,所述缓冲件8为弹簧,所述上检测件10和下检测件4均有多个,用于和模具零件形状相配合,所述推动件7为板材。
21.所述推动件7与底板1接触,用于确保推动件7运动路径的稳定性,所述上检测件10和下检测件4均为接近开关。
22.本实用新型的工作原理为:当开始检测工作前,外部搬运机构将需要检测模具零件搬运到底板1上,此时模具零件位于限位槽3内,然后开始检测步骤:在外部控制系统的控制下动力件5的推杆伸出带动安装件6在底板1上滑动,在此过程中安装件6带动定位件9和推动件7向模具零件运动,进而推动件7首先接触模具零件推动其在限位槽3内运动,进一步的模具零件与限位件2接触实现模具零件到达检测位置处,此时下检测件4位于模具零件上多个通孔的下方,此时下检测件4将检测的信号传输给外部控制系统,进而动力件5的推杆继续伸出带动插入件93接触模具零件的弧槽内,在此过程中插入件93的半球形端部插入模具零件的弧槽内,在此过程中插入件93在安装槽61内可能会部分滑动,上检测件10检测插入件93的位置将检测信号传输给外部控制系统,当所有的检测件的输出信号均符合设定值时,则证明模具零件合格,否则证明模具零件不合格,检测结束后动力件5带动安装件6复位,外部搬运机构将检测后的模具零件搬运到指定位置处,并将新的模具零件搬运到底板1上,重复上述工序直到工作结束。
23.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均
应理解为在本实用新型的保护范围之内。
技术特征:
1.一种模具零件检具,其特征在于:包括底板(1)、限位件(2)、安装件(6)、推动件(7)以及定位件(9);所述限位件(2)上设置有限位槽(3),所述底板(1)上设置有下检测件(4),所述下检测件(4)与限位槽(3)位置相对应,所述安装件(6)通过动力件(5)的推杆与底板(1)活动连接,所述安装件(6)上设置有安装槽(61)和上检测件(10),所述定位件(9)通过安装槽(61)与安装件(6)活动连接,所述定位件(9)有多个,所述上检测件(10)位于定位件(9)的上方,所述推动件(7)通过缓冲件(8)与安装件(6)活动连接。2.根据权利要求1所述的一种模具零件检具,其特征在于:所述定位件(9)包括挡板(91)、张紧件(92)以及插入件(93),所述挡板(91)位于安装槽(61)的端部,所述挡板(91)通过张紧件(92)与插入件(93)连接,所述挡板(91)与安装槽(61)固定连接。3.根据权利要求2所述的一种模具零件检具,其特征在于:所述张紧件(92)具体为弹簧,所述插入件(93)与安装槽(61)活动连接,每个所述插入件(93)均位于两个张紧件(92)之间,所述插入件(93)与安装槽(61)的连接部呈长方体,所述插入件(93)远离安装槽(61)的端部呈半球状。4.根据权利要求1所述的一种模具零件检具,其特征在于:所述动力件(5)具体为气缸,所述缓冲件(8)为弹簧,所述上检测件(10)和下检测件(4)均有多个,所述推动件(7)为板材。5.根据权利要求4所述的一种模具零件检具,其特征在于:所述推动件(7)与底板(1)接触,所述上检测件(10)和下检测件(4)均为接近开关。
技术总结
本实用新型涉及一种模具零件检具,包括底板、限位件、安装件、推动件以及定位件;所述限位件上设置有限位槽,所述底板上设置有下检测件,所述下检测件与限位槽位置相对应,所述安装件通过动力件的推杆与底板活动连接,所述安装件上设置有安装槽和上检测件,所述定位件通过安装槽与安装件活动连接,所述定位件有多个,所述上检测件位于定位件的上方,所述推动件通过缓冲件与安装件活动连接。本实用新型提供一种模具零件检具,降低了人力劳动强度,提高了检测的工作效率,节约了检测成本。节约了检测成本。节约了检测成本。
技术研发人员:苗秋成 李文英 张斌
受保护的技术使用者:昆山九方科技有限公司
技术研发日:2022.06.07
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1