一种基于机器视觉的激光头来料入库自动检测系统的制作方法
1.本实用新型涉及激光检测装置技术领域,尤其涉及一种基于机器视觉的激光头来料入库自动检测系统。
背景技术:
2.激光投线仪,又被称作是激光标线仪或激光水准仪,其实是在普通水准仪望远镜筒上安装并固定了激光装置而制成的一类测量仪器,在使用的过程中,激光投线仪通过发射激光束,使激光束通过棱镜导光系统形成激光面以投射出水平和铅垂的激光线,最终实现测量的目的。其中,具有十二线多功能贴地贴墙激光投线仪是当下最流行的,而判断质量的优劣主要通过激光头来衡量。因此,为了确保工厂能提供合格的激光投线仪,需要在出厂前对激光头进行合格率的检测,以便将不合格的激光头排除掉。
3.现有的激光头来料检测均为人工检测,人工通过手动转台将激光头调至摆放到固定的位置,通过观察画面中的激光线的相对位置判断是否合格。由于存在人的主观判断、人眼疲劳和手动调整速度慢等因素,可能会导致检测中的误差,同时激光长时间直射到人眼中会发生灼伤等危害,并且检测标准只有一项,检测项目单一。
4.因此,急需一种技术来解决该问题。
技术实现要素:
5.本实用新型的目的在于克服上述现有技术的问题,提供了一种基于机器视觉的激光头来料入库自动检测系统,通过智能调节三维角位转台实现将激光头发出的激光线投射到平行光管与背景墙面上,通过a相机与平行光管实现对投射到分划板上激光线的图像获取,通过带有镜头的b相机实现对投射到背景墙面的激光线的图像获取,然后通过软件系统对获取的图形进行处理,再与合格参数进行对比,最终实现对激光头的智能检测。本系统不仅结构简单,组件快捷,图像采集效果好,在提高检测效率的同时,还可以提高检测的精度。
6.上述目的是通过以下技术方案来实现:
7.一种基于机器视觉的激光头来料入库自动检测系统,包括:
8.三维角位转台,所述三维角位转台的顶部设置有用于夹持激光头的夹具,所述三维角位转台用于调节所述激光头在x向、y向转角,和360
°
旋转;
9.平行光管,所述平行光管内设置有分划板、led光源和物镜,所述分划板上设置有十字刻度线;
10.背景墙面,所述背景墙面用于显现所述激光头投射的激光线;
11.工业相机,所述工业相机包括设置于所述平行光管后端的a相机,和用于获取所述背景墙面上激光线的b相机;
12.所述工业相机与交换机连接,所述交换机与带有显示器的服务器主机连接;所述三维角位转台与伺服控制器连接,所述伺服控制器与所述led光源分别与所述服务器主机连接。
13.进一步地,所述a相机和所述b相机的型号为海康威视mv-ga050-20gc,像素为500w像素。
14.进一步地,所述平行光管有4个,每个所述平行光管中的所述分划板上的所述十字刻度线的中心点位于同一水平面;4个所述平行光管与所述激光头为圆心分布,相邻所述平行光管之间成90度夹角。
15.进一步地,所述b相机包括一个镜头,所述镜头对应于所述背景墙面的焦点与4个所述平行光管中的所述分划板上的所述十字刻度线的中心点位于同一水平面。
16.进一步地,所述镜头的型号为mvl-kf0618m-12mpe,焦距为6mm。
17.进一步地,所述背景墙面为可显现激光线的白色墙面或白色背景板。
18.进一步地,所述分划板位于所述平行光管内距镜头550mm的焦点处,所述分划板中所述十字刻度线的最小分度为2mm。
19.有益效果
20.本实用新型所提供的一种基于机器视觉的激光头来料入库自动检测系统,通过智能调节三维角位转台实现将激光头发出的激光线投射到平行光管与背景墙面上,通过a相机与平行光管实现对投射到分划板上激光线的图像获取,通过带有镜头的b相机实现对投射到背景墙面的激光线的图像获取,然后通过软件系统对获取的图形进行处理,再与合格参数进行对比,最终实现对激光头的智能检测。本系统不仅结构简单,组件快捷,图像采集效果好,在提高检测效率的同时,还可以提高检测的精度。
附图说明
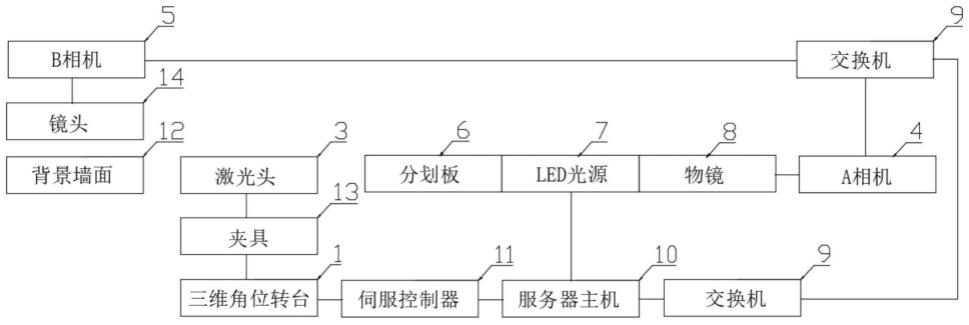
21.图1为本实用新型所述一种基于机器视觉的激光头来料入库自动检测系统的框架图;
22.图2为本实用新型所述一种基于机器视觉的激光头来料入库自动检测系统的第一视角结构示意图;
23.图3为本实用新型所述一种基于机器视觉的激光头来料入库自动检测系统的第二视角结构示意图。
24.图示标记:
25.1-三维角位转台、2-平行光管、3-激光头、4-a相机、5-b相机、6-分划板、7-led光源、8-物镜、9-交换机、10-服务器主机、11-伺服控制器、12-背景墙面、13-夹具、14-镜头。
具体实施方式
26.下面根据附图和实施例对本实用新型作进一步详细说明。所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
27.如图1和2所示,一种基于机器视觉的激光头来料入库自动检测系统,包括:三维角位转台1、平行光管2、背景墙面12、工业相机、待测的激光头3、交换机9、伺服控制器11和带有显示器的服务器主机10。
28.具体的,所述三维角位转台1,在所述三维角位转台1的顶部设置有用于夹持激光
头3的夹具13,所述夹具13可以为与所述激光头3底端匹配的固定座,或者为夹爪;所述三维角位转台1通过三个伺服电机控制,包括控制x向转角的第一伺服电机、控制y向转角的第二伺服电机和控制夹具13做旋转的第三伺服电机,分别用于调节所述激光头3在x向、y向转角,和360
°
旋转,进而实现对激光头3投射的激光线的角度调节;
29.所述平行光管2的腔体内,顺序设置有分划板6、led光源7和物镜8,所述led光源7贴合管壁设置,用于照亮分划板6,以便物镜8能够看见设置于所述分划板6上设置的十字刻度线,该刻度线用于与激光头投射的激光线匹对;
30.所述背景墙面12用于显现所述激光头3投射的激光线;具体的,在本实施例中,所述背景墙面12为可显现激光线的白色墙面或白色背景板。
31.所述工业相机包括设置于所述平行光管2后端的a相机4,和用于获取所述背景墙面12激光头3投射的上激光线的b相机5;
32.所述工业相机(a相机4与b相机5)与交换机9连接,所述交换机9与带有显示器的服务器主机10连接;
33.所述三维角位转台1与伺服控制器11连接,即控制x向转角的第一伺服电机、控制y向转角的第二伺服电机和控制夹具13做旋转的第三伺服电机分别与所述伺服控制器11连接,可根据所述伺服控制器11发布的指令进行旋转控制工作;
34.所述伺服控制器11与所述led光源7分别与所述服务器主机10连接,用于控制所述led光源7的关开,以及给所述伺服控制器11发布控制指令。
35.作为本系统的优化,所述a相机4和所述b相机5的型号为海康威视mv-ga050-20gc,像素为500w像素;所述a相机4和所述b相机5上配有gige接口,通过网线连接到千兆网络交换机9,交换机9与伺服控制器11通过网口连接;伺服电动三维角位台通过modbus协议与上位机相连接。
36.所述b相机4包括一个镜头14,所述镜头14的型号为mvl-kf0618m-12mpe,焦距为6mm;
37.所述分划板6位于所述平行光管2内距镜头550mm的焦点处,所述分划板6中所述十字刻度线的最小分度为2mm。
38.如图2和3所示,本系统中所述平行光管2有4个,每个所述平行光管2中的所述分划板6上的所述十字刻度线的中心点位于同一水平面,以便所述激光头3发出的激光线可直接投射到4个所述平行光管2中的所述分划板6上,便于设置于所述平行光管2后端的所述a相机拍照成像;
39.如图2和3所示,作为本实施例中系统的进一步优化,4个所述平行光管2与所述激光头3为圆心分布,相邻所述平行光管2之间成90度夹角。
40.所述镜头14对应于所述背景墙面12的焦点与4个所述平行光管2中的所述分划板6上的所述十字刻度线的中心点也位于同一水平面。
41.工作原理:
42.服务器主机10给伺服控制器11发送驱动指令,控制三维角位转台1进行x向与y向角位调节,将激光头3投射的激光线转动到平行光管2中分划板6的范围内;然后服务器主机10给工业相机(a相机4和b相机5)发布拍照指令,工业相机(a相机4和b相机5)将获取的图像上传给所述服务器主机10对图像处理得到激光投射线亮度和平面度的检测结果;
43.服务器主机10给伺服控制器11发送驱动指令,控制三维角位转台1匀速旋转360度,工业相机获取背景墙面12上激光线的实时图像并上传给所述服务器主机10进行图像处理得到激光投射线杂光的检测结果。
44.将获取的数据与合格参数进行比较实现对被检测激光头是否合格的判定,并通过显示器显示。
45.以上所述仅为说明本实用新型的实施方式,并不用于限制本实用新型,对于本领域的技术人员来说,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1