一种多通道半成品检测工装的制作方法
1.本实用新型属于电子雷管检测技术领域,涉及一种多通道半成品检测工装。
背景技术:
2.电子雷管,又称数码电子雷管、数码雷管或工业数码电子雷管,即采用电子控制模块对起爆过程进行控制的电雷管,在数码电子雷管生产制造过程中,线卡子是数码电子雷管最重要的组成部分之一,在半成品及成品检测中都需要通过线卡子来连接电路检测桥丝及芯片模组。
3.现有的线卡子是通过使用手持测试把,上安装两个测试探针来检测,每次只能检测单发产品,并且检测完成的后续贴标签工序还需要一一对照,比较麻烦,并且检测和贴标工作本为一道工序,因操作复杂,需两到三个人完成,因此,亟需开发一种操作简单、方便快捷的线卡子检测工装。
技术实现要素:
4.实用新型目的
5.本实用新型是为了解决现有技术的不足,提供了一种多通道半成品检测工装,该设备每次可检测多发产品,因线卡子治具的存在,简化了后续的工作,且在线卡子检测的同时,操作人员可贴标签,简化了工序。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种多通道半成品检测工装,包括线卡子治具、气动检测模块和探针模块,
8.所述探针模块包括机壳和探针组件,所述探针组件设置有多组;
9.所述气动检测模块具有升降气缸和底座,所述升降气缸设置在底座的上方,所述升降气缸的升降端与所述机壳的顶面固定连接;
10.所述线卡子治具设置在底座上,且所述线卡子治具设有与多个所述探针组件相对应的线卡子定位槽。
11.作为上述方案的进一步描述,所述机壳包括上盖板、压线板和底部压板,所述上盖板开设有连接开口;所述压线板的底部通过连接件与底部压板固定连接;所述底部压板设置有多个探针组件安装槽,多组所述探针组件设置在探针组件安装槽上;
12.所述升降气缸的升降端穿过连接开口与压线板的顶部固定连接。
13.作为上述方案的进一步描述,所述上盖板的与底部压板的外侧还设置有保护罩,所述探针组件包括探针、pcb板转接件和转接件安装板,所述转接件安装板固定在探针组件安装槽内;
14.所述探针有两根均设置在转接件安装板上,且每根探针的两端均向转接件安装板外延伸;所述pcb板转接件设置在转接件安装板的顶面上。
15.作为上述方案的进一步描述,所述线卡子治具包括治具顶板和治具底板,所述治具顶板开设有与多个所述探针组件相匹配的探针组件进入口;所述治具底板与治具顶板固
定连接,所述治具底板的顶面设置有滑槽,所述滑槽设置在探针组件进入口的正下方,且所述滑槽的一侧具有开口,所述滑槽与多个所述探针组件进入口围合成多个所述线卡子定位槽。
16.作为上述方案的进一步描述,所述气动检测模块还包括机架和线缆组件,所述机架设置在底座上;所述线缆组件包括探针线缆、探针线缆固定件、拖链和拖链安装支架,所述拖链一端通过拖链安装支架设置在底座上,所述拖链的另一端设置在底部压板上;所述探针线缆通过探针线缆固定件设置在底座上,且所述探针线缆一端穿过拖链分别与多组所述pcb板转接件;所述升降气缸还设置有手动控制阀和调速阀。
17.作为上述方案的进一步描述,所述底部压板的底面还设置有排模辅助定位件,所述排模辅助定位件具有圆弧定位部,且所述圆弧定位部设置在靠近线卡子定位槽的一侧。
18.作为上述方案的进一步描述,所述底座具有治具安装部,所述治具安装部具有治具安装卡槽;所述治具底板的底部设置有与所述治具安装卡槽配合的卡件,所述治具底板通过所述卡件与治具安装部相卡接。
19.状态和线卡子治具就位状态,在所述线卡子治具就位状态时,所述线卡子治具设置在底座上,所述升降气缸带动探针模块上升,并与线卡子定位槽相远离;在检测状态时,所述升降气缸带动探针模块下降,并与固定好待检测线卡子的线卡子定位槽相配合。
20.作为上述方案的进一步描述,所述底座采用al6061材料制成,所述线卡子治具采用防静电pf材料制成,转接件安装板采用防静电fr4材料制成。
21.优点及效果
22.1.本实用新型通过线卡子治具、气动检测模块和探针模块之间的配合,能够在使用该设备时每次可检测多发产品,并且以为线卡子治具的存在,检测和贴标签和一人独自完成,简化了后续的工作,并且在检测的同时,操作人员可贴标签,节省大量的时间成本和人工成本,大幅度降低了操作错误率。
23.2.本实用新型的结构简单,且各个部件均为模块化:每一个易损结构均为快拆模块,降低了设备维护难度及设备的维修时间。
附图说明
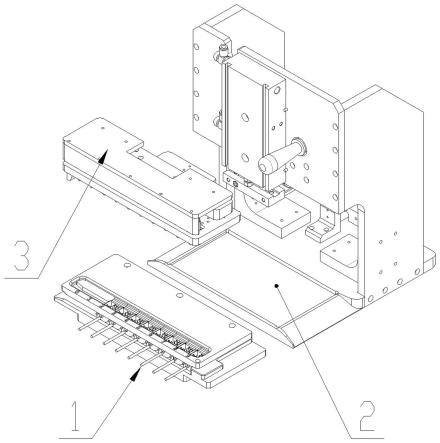
24.图1为本实用新型实施例的多通道半成品检测工装的拆解示意图;
25.图2为图1中气动检测模块的结构示意图;
26.图3为图1中探针模块的结构示意图;
27.图4为图3中探针模块的爆炸图;
28.图5为图3中探针组件的结构示意图;
29.图6为图1中线卡子治具的结构示意图。
30.附图标记说明:
31.1-线卡子治具;101-治具顶板;102-治具底板;2-气动检测模块;201-气缸安装板;202-左侧支撑架;203-线缆安装板;204-线缆固定座;205-拖链;206-探针线缆;207-固定块;208-手动阀;209-调速阀;210-底座;211-拖链安装架;212-升降气缸;213-右侧支撑架;3-探针模块;301-上盖板;302-保护罩;303-气缸连接板;304-压线板;305-探针组件;3051-探针;3052-pcb板转接件;3053-转接件安装板;306-螺栓;307-排模辅助定位件;308-底部
压板。
具体实施方式
32.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
33.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单的介绍,显而易见,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
34.通常在此处附图中描述和显示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。
35.如图1~6所示,本实用新型提供以下一种技术方案:
36.一种多通道半成品检测工装,包括线卡子治具1、气动检测模块2和探针模块3,其中探针模块3包括机壳和探针组件305,其中探针组件305设置有多组;其中气动检测模块2具有升降气缸212和底座210,其中升降气缸212设置在底座210的上方,其中升降气缸212的升降端与所述机壳的顶面固定连接;其中线卡子治具1设置在底座210上,且所述线卡子治具1上设有与多个探针组件305相对应的线卡子定位槽。本结构通过线卡子治具1、气动检测模块2和探针模块3之间的配合,能够在使用该设备时每次可检测多发产品,并且因为线卡子治具1的存在,检测和贴标签和一人独自完成,简化了后续的工作,并且在检测的同时,操作人员可贴标签,节省大量的时间成本和人工成本,大幅度降低了操作错误率。
37.本实用新型实施例的机壳包括上盖板301、压线板304、气缸连接板303和底部压板308,上盖板301开设有连接开口;气缸连接板303的底部通过螺栓306与底部压板308固定连接;底部压板308设置有多个探针组件安装槽,多组探针组件305设置在探针组件安装槽上;升降气缸212的升降端穿过连接开口与气缸连接板303的顶部固定连接。
38.本实用新型实施例的盖板301的与底部压板308的外侧还设置有保护罩302,探针组件305包括探针3051、pcb板转接件3052和转接件安装板3053,转接件安装板3053固定在探针组件安装槽内;其中探针3051有两根,均设置在转接件安装板3053上,且每根探针3051的两端均向转接件安装板3053外延伸;pcb板转接件3052设置在转接件安装板3053的顶面上。
39.本实用新型实施例的线卡子治具1包括治具顶板101和治具底板102,其中治具顶板101开设有与多个探针组件305相匹配的探针组件进入口;其中治具底板102与治具顶板101固定连接,其中治具底板102的顶面设置有滑槽,滑槽设置在探针组件进入口的正下方,且滑槽的一侧具有开口,其中多个线卡子定位槽是由滑槽与多个探针组件进入口围合行成的。
40.本实用新型实施例的气动检测模块还包括机架和线缆组件,机架设置在底座210上,其中机架包括左侧支撑架202和右侧支撑架213,同时,左侧支撑架202和右侧支撑架213的内侧均通过固定块207辅助固定在底座210,从而保证了机架的稳定性;在左侧支撑架202和右侧支撑架213之间还设置有气缸安装板201,升降气缸212固定在气缸安装板201上,且
升降气缸212还设置有手动控制阀208和调速阀209,其中手动控制阀208用于控制升降气缸212的升降;其中调速阀209用于控制升降气缸212的下压力度,从而适应有不同检测要求的线卡子;其中线缆组件包括探针线缆206、探针线缆固定组件、拖链205和拖链安装支架211,其中拖链205一端通过拖链安装支架211设置在底座210上,拖链205的另一端设置在底部压板308上;其中线缆固定组件包括线缆安装板203和线缆固定座204,其中线缆固定座204固定设置在底座210上;线缆安装板203设置在线缆固定座204上;探针线缆206设置在线缆安装板203上,且探针线缆206一端穿过拖链205分别与多组上述的探针组件305相连接,在底部压板308上还设置有压线板304,其中压线板304用于固定探针线缆206。
41.本实用新型实施例的底部压板308的底面还设置有排模辅助定位件307,其中排模辅助定位件307具有圆弧定位部,且圆弧定位部设置在靠近线卡子定位槽的一侧。具体的,在探针模块3下降时,排模辅助定位件307的圆弧定位部能够挤压待检测的线卡子,进而将待检测的线卡子固定在线卡子定位槽内。
42.本实用新型实施例的底座210具有治具安装部,治具安装部具有治具安装卡槽;其中治具底板102的底部设置有与治具安装卡槽配合的卡件,其中治具底板102通过卡件与治具安装部相卡接。本结构通过治具底板102通过卡件与底座210的卡槽相卡接的设计,使线卡子治具1在更容易更换。这种结构可以使线卡子治具1方便在多个设备之间轮转使用;同时,因为线卡子治具1的存在,使线卡子在检测的同时,操作人员也可进行贴标签。
43.本实用新型实施例的多通道半成品检测工装具有检测状态和线卡子治具就位状态,在线卡子治具就位状态时,线卡子治具1设置在底座210上,升降气缸212带动探针模块3上升,并与线卡子定位槽相远离;在检测状态时,升降气缸212带动探针模块3下降,并与固定好待检测线卡子的线卡子定位槽相配合。
44.本实用新型实施例的底座210采用al6061材料制成,且底座210表面做防腐蚀处理,线卡子治具1采用防静电pf材料制成,转接件安装板3053采用防静电fr4材料制成。
45.本实用新型的操作过程如下:
46.首先将升降气缸212与外部气源相连接;
47.然后,手动将线卡子放入线卡子治具1内,可连续放多个线卡子;
48.将线卡子治具1安装在底座210的定位槽内;
49.启动手动控制阀208,气缸伸出,带动探针模块3下压;
50.探针3051在接触到线卡子之前,排模辅助定位件307会提前接触线卡子,将多个线卡子靠紧,升降气缸212继续压下,下压到位后开始检测;
51.检测完成后取出线卡子治具1,轮转到下一环节。
52.显然,本实用新型的上述实施方式仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸的显而易见的变化或变动仍处于本实用新型的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1