一种槽孔检测工装的制作方法
1.本实用新型涉及槽孔检测技术领域,尤其涉及一种槽孔检测工装。
背景技术:
2.槽孔,包括槽或孔状结构,实际应用中,通常会在壳体上开设一些槽或孔。
3.专利cn207231362u公布了半圆弧测量检具,该实用新型中的千分表反应出测头的位移数值,通过对比数值进行检测,检测效率高,可直接用于生产加工现场,保证了检具重复检测的精度,结构简单,使用方便,生产成本低。
4.然而,现有的槽孔检测工装的探测深度调节不方便,不便于检测槽孔的深度是否加工到位,为此,本实用新型提出一种槽孔检测工装。
技术实现要素:
5.针对现有技术的状况,本实用新型提供了一种槽孔检测工装,能够有效解决现有技术中槽孔检测工装的探测深度调节不方便,不便于检测槽孔的尺寸和深度是否加工到位的问题。
6.本实用新型通过下述技术方案实现:
7.本实用新型提供了一种槽孔检测工装,包括:
8.支撑组件,所述支撑组件包括相互连接且沿周向均匀布设的至少三个弧形板,所述至少三个弧形板相对应的一端为检测端、另一端为操作端,所述操作端指向所述检测端为第一方向。
9.探测组件,所述探测组件包括探头、导向杆、弹性件及调节件,所述导向杆的一端沿所述第一方向与所述检测端滑动插接、另一端伸出所述检测端且固设有所述探头,所述弹性件的两端分别与所述探头和检测端连接,所述调节件与所述支撑组件活动连接以用于推动所述探头沿所述第一方向移动。
10.进一步的,所述调节件包括调节杆和手柄,所述调节杆依次穿设于所述操作端和检测端且分别与所述操作端和检测端螺纹连接,所述调节杆靠近所述探头的一端与所述探头转动连接且在所述调节杆的延伸方向与所述探头相抵接,所述调节杆远离所述探头的一端伸出所述操作端且设有所述手柄。
11.进一步的,所述调节件包括调节杆和手柄,所述调节杆依次穿设于所述操作端和检测端且分别与所述操作端和检测端滑动连接,所述调节杆靠近所述探头的一端与所述探头转动连接且在所述调节杆的延伸方向与所述探头相抵接,所述调节杆远离所述探头的一端伸出所述操作端且设有所述手柄。
12.进一步的,所述手柄包括杆体和转动杆,所述杆体与所述调节杆在所述调节杆的延伸方向伸缩连接,所述转动杆设于所述杆体远离所述调节杆的一端。
13.进一步的,所述导向杆在其延伸方向设有刻度。
14.进一步的,所述探头远离所述导向杆的一端开设有用于储存涂料块的至少一个容
纳槽。
15.进一步的,所述容纳槽设置有五个,五个所述容纳槽在所述探头远离所述导向杆的一端位错分布。
16.进一步的,所述弹性件套设于所述导向杆的外侧。
17.进一步的,所述导向杆设置有两根,至少有一根所述导向杆的外侧套设所述弹性件。
18.进一步的,所述弧形板开设有至少一个减重孔。
19.本实用新型与现有技术相比,具有以下优点及有益效果:
20.本实用新型提供的槽孔检测工装在实际使用过程中,当需要探测的槽孔深度设定值一定时,所述调节件与所述支撑组件活动连接以推动所述探头沿所述第一方向移动,使得所述探头伸出所述支撑组件的距离与其自身的厚度之和等于所述槽孔深度设定值,之后再通过夹具夹持或人工拿住所述支撑组件,将所述探头伸出所述支撑组件的部分全部伸入所述槽孔中,若所述支撑组件能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度合格,即大于或等于所述槽孔深度设定值的槽孔均为合格的槽孔,若所述支撑组件不能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度不合格,即小于所述槽孔深度设定值的槽孔为不合格的槽孔;本实用新型通过设置所述探头、导向杆、弹性件及调节件等零部件,使得槽孔检测工装的探测深度调节方便,便于检测槽孔的深度是否加工到位。
附图说明
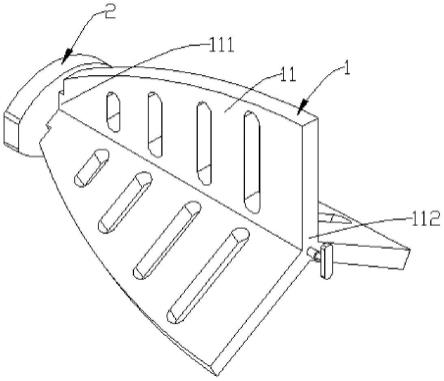
21.图1为本实用新型提供的槽孔检测工装一实施例的立体结构示意图;
22.图2为本实用新型提供的槽孔检测工装一实施例的俯视结构示意图;
23.图3为图2中a-a方向上的剖面结构示意图;
24.图4为图3中b部分的局部放大结构示意图;
25.图5为图3中d部分的局部放大结构示意图。
26.附图标记:1、支撑组件;11、弧形板;111、检测端;112、操作端;113、减重孔;2、探测组件;21、探头;211、容纳槽;22、导向杆;23、弹性件;24、调节件;241、调节杆;242、手柄;2421、杆体;2422、转动杆。
具体实施方式
27.下面结合附图来具体描述本实用新型优选实施例,附图构成本技术一部分,并与本实用新型实施例一起用于阐释本实用新型,并非用于限定本实用新型。
28.如图1至5所示,一种槽孔检测工装,包括:
29.支撑组件1,所述支撑组件1包括相互连接且沿周向均匀布设的至少三个弧形板11,所述至少三个弧形板11相对应的一端为检测端111、另一端为操作端112,所述操作端112指向所述检测端111为第一方向。
30.探测组件2,所述探测组件2包括探头21、导向杆22、弹性件23及调节件24,所述导向杆22的一端沿所述第一方向与所述检测端111滑动插接、另一端伸出所述检测端111且固设有所述探头21,所述弹性件23的两端分别与所述探头21和检测端111连接,所述调节件24与所述支撑组件1活动连接以用于推动所述探头21沿所述第一方向移动。
31.由于现有的槽孔检测工装的检测端111深度调节不方便,当被检测的槽孔深度比检测端111的厚度大时,通常情况下,检测端111是不能完全伸入槽孔的,不便于检测槽孔的尺寸和深度是否加工到位,因此,就需要更换厚度更大的检测端111来进行检测,且更换过程会浪费大量的时间成本。
32.本实用新型提供的槽孔检测工装在实际使用过程中,可根据不同的槽孔形状和尺寸,将所述探头21的形状和尺寸设计得与所述槽孔的形状尺寸完全相同,当需要探测的槽孔深度设定值一定时,所述调节件24与所述支撑组件1活动连接以推动所述探头21沿所述第一方向移动,使得所述探头21伸出所述支撑组件1的距离与其自身的厚度之和等于所述槽孔深度设定值,之后再通过夹具夹持或人工拿住所述支撑组件1,将所述探头21伸出所述支撑组件1的部分全部伸入所述槽孔中,若所述支撑组件1能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度合格,即大于或等于所述槽孔深度设定值的槽孔均为合格的槽孔,若所述支撑组件1不能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度不合格,即小于所述槽孔深度设定值的槽孔为不合格的槽孔;本实用新型通过设置所述探头21、导向杆22、弹性件23及调节件24等零部件,使得槽孔检测工装的探测深度调节方便,便于检测槽孔的尺寸和深度是否加工到位。
33.特别的,当所述探头21的形状和尺寸设计得与所述槽孔的形状尺寸完全相同时,且所述探头21伸出所述支撑组件1的部分不能伸入所述槽孔中,此时所述被检测的槽孔的尺寸不合格,此时便于检测槽孔的尺寸是否加工到位。
34.其中,上述支撑组件1与所述槽孔所在结构的端面抵接主要指的是,当所述探头21伸出所述支撑组件1的部分全部伸入所述槽孔中时,所述支撑组件1与所述槽孔所在结构能够相互抵接,特别的,所述支撑组件1与所述槽孔所在结构的端面最好都为平面。
35.其中,上述槽孔的合格和不合格只是一个相对概念,实际应用中,也可以是反过来的情况,将所述探头21伸出所述支撑组件1的部分全部伸入所述槽孔中,若所述支撑组件1能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度不合格,即大于或等于所述槽孔深度设定值的槽孔均为不合格的槽孔,若所述支撑组件1不能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度合格,即小于所述槽孔深度设定值的槽孔为合格的槽孔;因此,上述槽孔是否合格应当基于实际情况来确定。
36.为了便于调节所述槽孔检测工装的探测深度,所述调节件24包括调节杆241和手柄242,所述调节杆241依次穿设于所述操作端112和检测端111且分别与所述操作端112和检测端111螺纹连接,所述调节杆241靠近所述探头21的一端与所述探头21转动连接且在所述调节杆241的延伸方向与所述探头21相抵接,所述调节杆241远离所述探头21的一端伸出所述操作端112且设有所述手柄242。当需要探测的槽孔深度设定值一定时,拧动所述手柄242以推动所述探头21沿所述第一方向移动,使得所述探头21伸出所述支撑组件1的距离与其自身的厚度之和等于所述槽孔深度设定值(可通过现有技术中的长度测量技术测量得到。),之后再重复上述操作步骤即可检测槽孔的尺寸和深度是否加工到位。
37.为了便于调节所述槽孔检测工装的探测深度,所述调节件24包括调节杆241和手柄242,所述调节杆241依次穿设于所述操作端112和检测端111且分别与所述操作端112和检测端111滑动连接,所述调节杆241靠近所述探头21的一端与所述探头21转动连接且在所述调节杆241的延伸方向与所述探头21相抵接,所述调节杆241远离所述探头21的一端伸出
所述操作端112且设有所述手柄242。当需要探测的槽孔深度设定值一定时,推动所述手柄242以带动所述探头21沿所述第一方向移动,使得所述探头21伸出所述支撑组件1的距离与其自身的厚度之和等于所述槽孔深度设定值(可通过现有技术中的长度测量技术测量得到。),再将所述调节杆241的位置固定(如现有技术中的卡接结构或插销结构等。),之后再重复上述操作步骤即可检测槽孔的尺寸和深度是否加工到位。
38.为了便于调节所述槽孔检测工装的探测深度,所述手柄242包括杆体2421和转动杆2422,所述杆体2421与所述调节杆241在所述调节杆241的延伸方向伸缩连接,所述转动杆2422设于所述杆体2421远离所述调节杆241的一端。设置所述杆体2421和转动杆2422,便于加长所述调节杆241的长度,以便于增大所述探头21伸出所述支撑组件1的调节距离,即便于调节所述槽孔检测工装的探测深度。优选的,所述杆体2421与所述调节杆241螺纹连接。
39.为了便于调节所述槽孔检测工装的探测深度,所述导向杆22在其延伸方向设有刻度。这样设计使得所述探头21伸出所述支撑组件1的距离与其自身的厚度之和的数值大小计算更方便,便于实际应用。
40.为了便于检测槽孔的深度是否加工到位,所述探头21远离所述导向杆22的一端开设有用于储存涂料块的至少一个容纳槽211。所述容纳槽211设置有五个,五个所述容纳槽211在所述探头21远离所述导向杆22的一端位错分布。实际应用中,当所述支撑组件1与所述槽孔所在结构的端面至少有一个不是平面时,按照上述操作步骤判断所述支撑组件1与所述槽孔所在结构的端面是否抵接已不可行,因此,当所述探头21伸出所述支撑组件1的部分全部伸入所述槽孔中,若所述槽孔所在结构的内部底面没有印上的涂料时,则此时被检测的槽孔的深度合格,即大于或等于所述槽孔深度设定值的槽孔均为合格的槽孔,若所述槽孔所在结构的内部底面有印上的涂料时,则此时被检测的槽孔的深度不合格,即小于所述槽孔深度设定值的槽孔为不合格的槽孔。
41.为了稳定调节所述槽孔检测工装的探测深度,所述弹性件23套设于所述导向杆22的外侧。所述导向杆22设置有两根,至少有一根所述导向杆22的外侧套设所述弹性件23。这样设计便于对所述探头21伸出所述支撑组件1的距离进行调节,且调节过程更加稳定。
42.为了便于操作槽孔检测工装,所述弧形板11开设有至少一个减重孔113。这样设计有利于减轻所述弧形板11的重量,便于操作本实用新型的槽孔检测工装。
43.与现有技术相比,本实用新型所提供的槽孔检测工装有以下有益效果:
44.本实用新型提供的槽孔检测工装在实际使用过程中,可根据不同的槽孔形状和尺寸,将所述探头21的形状和尺寸设计得与所述槽孔的形状尺寸完全相同,当需要探测的槽孔深度设定值一定时,所述调节件24与所述支撑组件1活动连接以推动所述探头21沿所述第一方向移动,使得所述探头21伸出所述支撑组件1的距离与其自身的厚度之和等于所述槽孔深度设定值,之后再通过夹具夹持或人工拿住所述支撑组件1,将所述探头21伸出所述支撑组件1的部分全部伸入所述槽孔中,若所述支撑组件1能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度合格,即大于或等于所述槽孔深度设定值的槽孔均为合格的槽孔,若所述支撑组件1不能与所述槽孔所在结构的端面抵接,则此时被检测的槽孔的深度不合格,即小于所述槽孔深度设定值的槽孔为不合格的槽孔;本实用新型通过设置所述探头21、导向杆22、弹性件23及调节件24等零部件,使得槽孔检测工装的探测深度调节方
便,便于检测槽孔的尺寸和深度是否加工到位。
45.以上所述,仅是本实用新型较佳实施例,并非对本实用新型任何形式上的限制,凡是依据本实用新型技术实质对以上实施例所作的任何简单修改、等同变化,均落入本实用新型保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1