一种快速检知产品中可导电零件漏装的装置的制作方法
1.本实用新型涉及零部件组装的辅助设备,特别是涉及一种快速检知产品中可导电零件漏装的装置。
背景技术:
2.现有的生产设备在对产品进行组装的过程中,易发生部分物料漏装的问题。
3.现有组装治具无漏装检知,只能靠人工作业,在零件实配的过程中进行检测是否有漏装现象,但是在实际的人工检测过程中,一方面某些组件体积较大,检测人员由于一些物料相对较小而难以准确地确认,另一方面人工进行检测的效率不足,在无法在有限的时间内全部检测,导致物料漏装例如五金螺母漏装的产品流出至终端客户处,造成漏装零件事故。
技术实现要素:
4.基于此,本实用新型的目的在于,提供一种快速检知产品中可导电零件漏装的装置,通过在治具上设置分别与电源正负极电连接的两个探针,检测一些可导电零件如五金螺母是否有漏装,并在其回路上设置指示灯将检测的信号可视化,将工人的检测工作内容由在相对较大的组件中确认是否有装相对较小的可导电零件如五金螺母,转换为确认全部指示灯是否亮起,用探针代替了以往使用实物实配的低效检知方式,减少了漏检几率,提升了生产效率。
5.一种快速检知产品中可导电零件漏装的装置。包括治具、检测探针、电源和指示灯;所述产品包括基件和可导电零件,所述基件设有零件装配槽和检测孔,所述零件装配槽设置在基件的一面上,用于装配所述可导电零件,所述检测孔设置在所述零件装配槽槽底的中心,所述检测孔贯穿所述基件;所述治具包括定位块,所述定位块设有定位槽,所述基件的一面放置在所述定位块上,所述基件嵌入定位槽中;所述检测探针的一端固定在所述治具上,所述检测探针的位置与所述检测孔的位置对应,所述检测探针的另一端穿过所述检测孔并位于所述零件装配槽内,所述检测探针包括第一探子、第二探子和绝缘件,所述第一探子与所述第二探子分别固定在所述绝缘件上,所述绝缘件分隔所述第一探子与所述第二探子,所述可导电零件恰好同时与所述第一探子的另一端和第二探子的另一端接触;所述电源的两个电极分别与所述第一探子和所述第二探子电连接;所述指示灯电连接于所述第一探子和所述电源之间,或所述指示灯电连接于所述第二探子和所述电源之间。
6.本实用新型所述的一种快速检知产品中可导电零件漏装的装置,通过在治具上设置分别与电源正负极电连接的两个探针,检测一些可导电零件如五金螺母是否有漏装,并在其回路上设置指示灯将检测的信号可视化,将工人的检测工作内容由在相对较大的组件中确认是否有装相对较小的可导电零件如五金螺母,转换为确认全部指示灯是否亮起,用探针代替了以往使用实物实配的低效检知方式,减少了漏检几率,提升了生产效率。
7.进一步地,所述第一探子包括第一探针部和第一支撑部,所述第一探针部的一端
与所述第一支撑部的一端固定,所述第一探针部的另一端呈锥状,所述第二探子包括第二探针部和第二支撑部,所述第二探针部的一端与所述第二支撑部的一端固定,所述第二探针部的另一端呈锥状。将检测探针分为探针部和支撑部,检测孔的孔径大小只需大于大于探针部,探针部可以根据其应用场景做更多针对性的设计,支撑部也可根据其功能做更多提高支撑性能的设计。
8.进一步地,所述第一探针部设有第一间隙,所述第二探针部设有第二间隙。由于第一间隙和第二间隙将第一探针部和第二探针部分隔成两个部分,使第一探针部和第二探针部均具有一定的弹性,能够进行适当的收缩,一方面大尺寸检测探针具有一定的检测小尺寸待测零件的适用性,另一方面由于检测探针的收缩,可以在一定程度上避免某类待测零件如五金螺母等被顶起。
9.进一步地,还包括第一接线端和第二接线端,所述第一接线端设置在所述第一支撑部的另一端,所述第二接线端设置在所述第二支撑部的另一端,所述第一接线端与所述第二接线端分别与所述电源的两个电极电连接。采用接线端能简化接线以及后续更换导线的工作。
10.进一步地,包括若干指示灯,所述指示灯的数量与所述探针的数量相同,所述若干指示灯相对于所述电源并联设置。基于每个探针检测一个零件,每个探针都串联一个指示灯并且每个探针与指示灯的串联组合都相对于电源并联设置,可以使指示灯一对一地对各处的零件装配情况进行可视化的指示,提高工人理解可视化信号的效率,当有指示灯不亮时,只需检查并处理对应位置的零件装配情况即可。
11.进一步地,包括四个所述检测探针和四个所述指示灯,所述产品包括两个所述基件,所述治具包括四个所述定位块,所述基件设有两个所述零件装配槽和两个所述检测孔,一个所述检测探针与一个所述指示灯相对于所述电源串联设置,四个所述检测探针和四个所述指示灯相对于所述电源并联设置。
12.进一步地,所述可导电零件为五金螺母,所述五金螺母的内孔径大于所述检测探针另一端的最小外径。通过孔径的限定进一步保证检测探头另一端与五金螺母的接触,若检测探头另一端的外径过小,易导致检测探头的另一端接触不到螺母。
13.进一步地,还包括升降机构,所述升降机构的位置与所述检测孔的位置对应,所述升降机构的一端与所述治具固定,所述升降机构的另一端与所述检测探针的一端固定。当基件由于批次不同而存在轻微差异,导致检测探头无法很好地与可导电零件接触时,可通过调节升降机构使检测探头处于合适的高度上,提高本装置的适用性。
14.为了更好地理解和实施,下面结合附图详细说明本实用新型。
附图说明
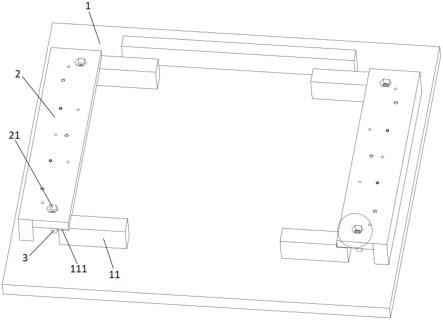
15.图1为实施例1所述的一种快速检知产品中可导电零件漏装的装置的结构示意图;
16.图2为实施例1所述的一种快速检知产品中可导电零件漏装的装置的局部放大图;
17.图3为实施例1所述的检测探针的结构示意图。
具体实施方式
18.实施例1
19.请参阅图1-3,本实施例提供一种快速检知产品中可导电零件漏装的装置,所述产品包括基件1和可导电零件(图未示);所述基件1设有零件装配槽11和检测孔12,零件装配槽11设置在基件1的一面上,在本实施例中,包括两个基件1,每个基件1上均设有两个零件装配槽11和两个检测孔12,用于装配可导电零件,两个零件装配槽11的形状和大小根据实际装配的可导电零件的形状和大小设计,两个零件装配槽11的位置根据产品的装配需求设置,在本实施例中,可导电零件为六角五金螺母,基件1总体呈长方体状,零件装配槽11的形状和大小与六角五金螺母匹配,两零件装配槽11形成的直线与长方体的长边平行;两检测孔12分别设置在两零件装配槽11槽底的中心,检测孔12贯穿基件1,检测孔12的内径小于零件装配槽11的最短内径,同理,另一基件1的结构类似,在其他实施例中,基件1的数量、零件装配槽11的数量和检测孔12的数量应根据产品的实际需要进行调整;
20.所述一种快速检知产品中可导电零件漏装的装置包括治具2、检测探针3、电源(图未示)、指示灯(图未示)、第一接线端4和第二接线端5。所述治具2上需要放置基件1,检测探针3固定在治具2上,电源与探针电连接,指示灯与探针串联,第一接线端4和第二接线端5分别固定在检测探针3上。
21.所述治具2包括定位块21,定位块21设有定位槽211,基件1放置在治具上时,定位块21接触与基件1设有零件装配槽11的一面相对的另一面,具体地,定位槽211接触与基件1设有零件装配槽11的一面相对的另一面,使基件1被限制在治具2的指定位置上,在本实施例中,包括四个定位块21,在其他实施例中,定位块21的数量可以根据实际需要进行调整。
22.大于检测探针3的最大外径;另一基件1放置与另外两个定位块21配合使基件1可拆卸地固定在治具2上。和治具2的实际设计进行调整。
23.所述检测探针3的位置与检测孔12对应,检测探针3的一端固定在治具2上,检测探针3的另一端的最大外径小于所述检测孔12的内径,检测探针3的另一端穿过检测孔12并位于零件装配槽11内,检测探针3包括第一探子31、第二探子32和绝缘件33,第一探子31和第二探子32均导电,第一探子31与第二探子32分别固定在绝缘件33上,绝缘件33分隔第一探子31与第二探子32,使第一探子31与第二探子32在常规状态下互不接触;在本实施例中,优选地,第一探子31包括第一探针部311和第一支撑部312,第一探针部311的一端与第一支撑部312的一端固定,第一探针部311的另一端呈锥状,第一支撑部312的另一端与治具2固定,第二探子32包括第二探针部321和第二支撑部322,第二探针部321的一端与第二支撑部322的一端固定,第二探针部321的另一端呈锥状,第二支撑部322的另一端与治具2固定;在这种设计下,以第一探子31为例,只需保证第一探针部311的最大外径小于检测孔12的孔径即可,进一步地,第一探针部311锥状部分的外径可以针对可导电零件进行适宜地设计,对于第一支撑部312的直径大小则无实际要求,第一支撑部312可以设置得相对较粗或可以设置成特定的形状,以赋予第一支撑部312更优的支撑性能;进一步优选地,第一探针部311与第一支撑部312并非一体化固定,而是可拆卸地装配固定在一起,当不同的可导电零件对第一探针部311提出不同的尺寸及形状需求时,只需额外制作特定的第一探针部311并装配到第一支撑部312上即可;进一步优选地,第一探针部311设有第一间隙3111,第二探针部321设有第二间隙3211,在这种设计下,以第一探子31为例,由于被第一间隙3111分成两部分的第一探针部311可以进行适当的收缩,一方面大尺寸检测探针3具有一定的检测小尺寸待测零件的适用性,另一方面由于检测探针3的收缩,可以在一定程度上避免某类待测零件如五金
螺母等被顶起。本实施例包括四个检测探针3,四个检测探针3的位置分别与四个检测孔12的位置对应,当两个基件1与治具2上的四个定位槽211配合后,四个检测探针3的另一端分别穿过四个检测孔12位于四个零件装配槽11内。
24.所述电源包括正极和负极,正极与第一探子31电连接,负极与第二探子32电连接,当第一探子31与第二探子32同时与同一可导电部件接触时,第一探子31、第二探子32以及电源形成回路,因此若正极与第二探子32电连接,负极则与第一探子31电连接。在本实施例中,四个检测探针3相对电源并联设置。
25.指示灯电连接于第一探子31和电源之间,或指示灯电连接于第二探子32和电源之间。本实施例包括四个指示灯,四个指示灯分别与四个特制探针相对于电源串联设置,使四个特制探针和设指示灯相对于电源并联设置。
26.所述第一接线端4设置在第一支撑部312的另一端,所述第二接线端5设置在第二支撑部322的另一端,第一接线端4与第二接线端5分别与电源的两个电极电连接。
27.在其他实施例中,还包括升降机构(图未示),升降机构的位置与检测孔12的位置对应,升降机构的一端与治具2固定,升降机构的另一端与特制探针的一端固定。当基件1由于批次不同而存在轻微差异,导致检测探头无法很好地与可导电零件接触时,可通过调节升降机构使检测探头处于合适的高度上。
28.本实施例的一种快速检知产品中可导电零件漏装的装置在实际运行时,首先将两个基件1分别放置在治具2上,使同一基件1上的分别与治具2上的两个定位槽211配合,进而使两个基件1固定在治具2上,同时四个检测探针3的另一端分别穿过四个检测孔12并位于四个相应的零件装配槽11内,接着将四个可导电零件放置到四个零件装配槽11中,确认是否四个指示灯均亮起,若有指示灯未亮起,则调节相应的检测探针3的高度,使四个指示灯均亮起,在实际生产过程中,指示灯亮起意味着零件未漏装,否则则有零件漏装,工人只需通过确认是否四个指示灯均亮起即可判断该工序是否存在零件漏装。
29.本实施例的一种快速检知产品中可导电零件漏装的装置,通过在治具2上设置分别与电源正负极电连接的两个探针,检测一些可导电零件如五金螺母是否有漏装,并在其回路上设置指示灯将检测的信号可视化,将工人的检测工作内容由在相对较大的组件中确认是否有装相对较小的可导电零件如五金螺母,转换为确认全部指示灯是否亮起,用探针代替了以往使用实物实配的低效检知方式,减少了漏检几率,提升了生产效率。
30.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,则本实用新型也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1