一种气密性在线抽检系统的制作方法
1.本实用新型涉及检测技术领域,特别涉及一种气密性在线抽检系统。
背景技术:
2.如今,不管是日化还是药品等产业,因气密性的问题导致产品的内容物变质、受潮等不良后果,以至于影响产品效果或是导致其它问题。也正因如此,市场上也有着众多的检测装置,但这些检测装置并非是完美的,都有些许瑕疵,存在这一定的局限性。
3.很多的检测装置每次进行检测时,都需要人工进行抽取样品,再进行检测,再由人工或是机器来判断抽取的样品是否合格,这样做大大影响了效率还浪费了人力。
4.此外,检测后的结果往往只是一带而过,并没有什么规范的记录,这为后期的查询与追溯带来了不小的麻烦。
技术实现要素:
5.本实用新型的目的是克服现有技术的缺陷,提供一种气密性在线抽检系统,能够实现产品的气密性的在线抽检,节省人力,同时也提高了效率;并且能够录入检测结果,为后期的查询与追溯提供了不小的便利。
6.实现上述目的的技术方案是:一种气密性在线抽检系统,包括控制组件、支架、检测台面、传送机构、分流机构、暂存机构、检测机构和记录机构,其中:
7.所述控制组件包括主控机、第一控制器、第二控制器和第三控制器,所述第一控制器、第二控制器和第三控制器分别与所述主控机通讯;
8.所述传送机构和检测台面分别设置在所述支架上;
9.所述传送机构包括第一传送带、第二传送带、第三传送带和第四传送带,所述第一传送带横向设置,所述第二传送带、第三传送带和第四传送带从前至后依次纵向设置,且所述第二传送带的一端与所述第一传送带的中部相邻设置,所述第三传送带的后部和第四传送带分别位于所述检测台面上;所述第一传送带、第二传送带、第三传送带和第四传送带的驱动电机分别与所述主控机通讯;
10.所述分流机构包括第一反射型激光传感器、主挡板组件和辅助挡板组件,所述主挡板组件和辅助挡板组件分设在所述第一传送带的两侧,且所述辅助挡板组件位于所述第二传送带和第一传送带的相邻处;所述第一反射型激光传感器设置在所述第一传送带上且与所述主挡板组件同侧设置;所述第一反射型激光传感器与所述主控机通讯;
11.所述暂存机构包括第二反射型激光传感器、储物盒和两个托杆,所述第二反射型激光传感器设置在所述第二传送带的一侧,所述两个托杆分设在所述第三传送带的两侧,且每个托杆的后端通过托杆升降机构与所述检测台面相连,所述托杆上设置有重量检测器,所述储物盒放置在所述两个托杆上;所述第二反射型激光传感器和重量检测器分别与所述主控机通讯;所述托杆升降机构与所述第二控制器通讯;
12.所述检测机构包括第三反射型激光传感器、检测盒、压力检测器和真空泵,所述第
三反射型激光传感器安装于所述检测台面上,所述检测盒呈下端开口的箱体结构,所述检测盒通过液压升降杆设置在所述检测台面上,且所述检测盒位于所述第四传送带的正上方;所述检测盒的下端开口处设置有密封条;所述压力检测器设置在所述检测盒内;所述检测盒通过气管连接所述真空泵;所述第三反射型激光传感器和压力检测器分别与所述主控机通讯;所述液压升降杆和真空泵分别与所述第三控制器通讯;
13.所述记录机构包括警示灯、蜂鸣器和显示面板,所述警示灯、蜂鸣器和显示面板分别安装于所述检测台面上,所述警示灯、蜂鸣器和显示面板分别与所述主控机通讯。
14.上述的一种气密性在线抽检系统,其中,所述第一传送带、第二传送带、第三传送带和第四传送带之间互不干扰但运行速度一致,且所述第一传送带和第二传送带的两侧分别设置有挡板。
15.上述的一种气密性在线抽检系统,其中,所述主挡板组件包括主挡板和挡板驱动机构,所述辅助挡板组件包括辅助挡板和挡板驱动机构,所述主挡板组件的挡板驱动机构和辅助挡板组件的挡板驱动机构结构相同,均包括伺服电机、旋转底座和支撑杆,两个挡板驱动机构的伺服电机分设在所述第一传送带的两侧,所述旋转底座设置在所述伺服电机的输出轴上,所述支撑杆设置在所述旋转底座上,所述主挡板和辅助挡板分别与相应的支撑杆相连;两个挡板驱动机构的伺服电机分别与所述第一控制器通讯。
16.上述的一种气密性在线抽检系统,其中,所述储物盒的空腔由长方形部和与其后端相连的半圆形部组成;所述储物盒的前端开设有用于产品通过的入口;所述储物盒的底端开设有两个相互平行的托杆安装槽;每个托杆均呈向后下方倾斜设置,两个托杆一一对应地插在两个所述托杆安装槽内。
17.上述的一种气密性在线抽检系统,其中,所述检测盒呈长方体形状,所述检测盒的底端的四个角分别设置有一个液压升降杆,每个液压升降杆的底端均设置在所述检测台面上,所述四个液压升降杆同时上升或下降。
18.上述的一种气密性在线抽检系统,其中,所述检测盒的顶端设置有电动补气阀。
19.本实用新型的气密性在线抽检系统,能够实现产品的气密性的在线抽检,节省人力,同时也提高了效率;并且能够录入检测结果,为后期的查询与追溯提供了不小的便利。
附图说明
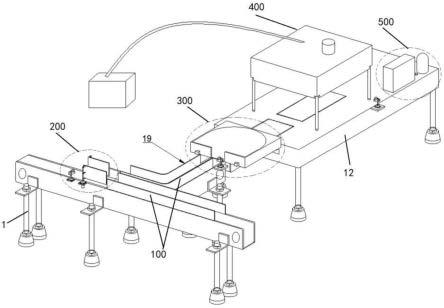
20.图1为本实用新型的气密性在线抽检系统的立体结构图;
21.图2为本实用新型的气密性在线抽检系统的立体结构图(去除挡板);
22.图3为本实用新型的气密性在线抽检系统的立体结构图(去除挡板、储物盒、液压升降杆和检测盒);
23.图4为分流机构的立体结构示意图;
24.图5为分流机构的俯视图;
25.图6a为储物盒的俯视图;
26.图6b为储物盒的前视图;
27.图6c为储物盒的仰视图;
28.图7为储物盒与托杆的安装示意图;
29.图8为检测盒的仰视图;
30.图9为本实用新型的气密性在线抽检系统的电气连接图。
具体实施方式
31.为了使本技术领域的技术人员能更好地理解本实用新型的技术方案,下面结合附图对其具体实施方式进行详细地说明:
32.请参阅图1至图9,本实用新型的最佳实施例,一种气密性在线抽检系统,包括控制组件、支架1、检测台面12、传送机构100、分流机构200、暂存机构300、检测机构400和记录机构500。
33.控制组件包括主控机26、第一控制器27、第二控制器28和第三控制器29,第一控制器27、第二控制器28和第三控制器29分别与主控机26通讯。主控机26统筹整个系统;第一控制器27控制分流机构200;第二控制器28用于控制暂存机构300;第三控制器29用于控制检测机构400。
34.传送机构和检测台面12分别设置在支架1上,支架1支架垂直于水平方向安装,用于支撑除控制组件外的其他机构。检测台面12为检测机构400和记录机构500的承载体。
35.传送机构100的目的在于输送产品。传送机构100包括第一传送带2、第二传送带3、第三传送带6和第四传送带7,第一传送带2横向设置,第二传送带3、第三传送带6和第四传送带7从前至后依次纵向设置,且第二传送带3的一端与第一传送带2的中部相邻设置,第三传送带6的后部和第四传送带7分别位于检测台面12上;第一传送带2、第二传送带3、第三传送带6和第四传送带7的驱动电机分别与主控机26通讯;第一传送带2、第二传送带3、第三传送带6和第四传送带7之间互不干扰但运行速度一致,且第一传送2带和第二传送带3的两侧分别设置有挡板19,用于防止其上的物品掉落。
36.再请参阅图4和图5,分流机构200目的是定时定量地将产品从第一传送带2移动到所述第二传送带3。分流机构200包括第一反射型激光传感器22、主挡板组件和辅助挡板组件,主挡板组件和辅助挡板组件分设在第一传送带2的两侧,且辅助挡板组件位于第二传送带3和第一传送带2的相邻处;第一反射型激光传感器22设置在第一传送带2上且与主挡板组件同侧设置;第一反射型激光传感器22与主控机26通讯;第一反射型激光传感器22用于感应产品经过的数量。主挡板组件包括主挡板25和挡板驱动机构,辅助挡板组件包括辅助挡板24和挡板驱动机构,主挡板组件的挡板驱动机构和辅助挡板组件的挡板驱动机构结构相同,均包括伺服电机20、旋转底座21和支撑杆23,主挡板组件的伺服电机20和辅助挡板组件的伺服电机20分设在第一传送带2的两侧,旋转底座21设置在伺服电机20的输出轴上,支撑杆23设置在旋转底座21上,主挡板25和辅助挡板24分别与相应的支撑杆23相连;两个挡板驱动机构的伺服电机20分别与第一控制器27通讯。第一控制器27控制两个伺服电机20同时工作,带动支撑杆转动,进而带动主挡板25和辅助挡板24转动,改变第一传送带2上产品的传送路径,使产品输送到第二传送带3上。第主挡板组件目的是将第一传送带2隔断,使产品沿着主档板25进入第二传送带3;辅助挡板组件的目的是防止产品从第一传送带2向第二传送带3转移的过程中出现倒瓶或是掉落的现象。
37.再请参阅图2、图3、图6a、图6b、图6c和图7,暂存机构300目的是将第二传送带3运送过来的产品暂时储存起来,之后一并送往检测机构400进行检测。暂存机构300包括第二反射型激光传感器13、储物盒14和两个托杆5,第二反射型激光传感器13设置在第二传送带
3的一侧,两个托杆5分设在第三传送带6的两侧,且每个托杆5的后端通过托杆升降机构与检测台面12相连,托杆5上设置有重量检测器5,储物盒14放置在两个托杆5上;第二反射型激光传感器13和重量检测器4分别与主控机26通讯;托杆升降机构30与第二控制器28通讯。托杆升降机构30可以采用升降电机,通过升降电机驱动托杆5上下移动。储物盒14的空腔由长方形部和与其后端相连的半圆形部组成;储物盒14的前端开设有用于产品通过的入口141;储物盒14的底端开设有两个相互平行的托杆安装槽142;每个托杆5均呈向后下方倾斜设置,两个托杆5一一对应地插在两个托杆安装槽142内。第二反射型激光传感器13用于感应产品经过的数量。重量检测器4用于检测托杆5所承受的重量;托杆5用于放置储物盒14。
38.第二传送带3上的产品穿过入口141进入储物盒14的空腔,由于托杆5均呈向后下方倾斜设置,产品受重力影响往所述储物盒14后部的半圆形区域移动。储物盒14的空腔的这种形状是为了更好的储存,若空腔都是长方体的形状,先进来的产品进入盒内并到达后部,因为后部是平面使得产品不易滑动,可能导致先进来的产品不会均匀排布在后部而是在堆叠在一起,从而堵住入口141处,阻碍剩下的产品进入,而一个弧面使得产品在后部容易滑动,这样就不用担心会堵住入口141。
39.再请参阅图2、图3和图8,检测机构400包括第三反射型激光传感器11、检测盒17、压力检测器16和真空泵18,第三反射型激光传感器11安装于检测台面12上,用于检测是否有物体经过,并传递信息给主控机26。检测盒17呈下端开口的箱体结构,检测盒17通过液压升降杆15设置在检测台面12上,且检测盒17位于第四传送带7的正上方;检测盒17的下端开口处设置有密封条171;压力检测器16设置在检测盒17内,压力检测器16与主控机26通讯;检测盒17通过气管连接真空泵18;液压升降杆15和真空泵18分别与第三控制器29通讯。
40.检测机构400目的是将被运输过来的产品进行气密性检测,检测方式为通过液压升降杆15使检测盒17与检测台面12贴合,再由真空泵18使检测盒17内部形成真空环境,并放置一定时间,最后依据人工判断,以此来检测产品气密性情况。
41.检测盒17为一个内部镂空的长方体形状,且顶部设置有电动补气阀172,检测盒17用于为产品气密性的检测提供环境,此外检测盒17与检测台面12贴合时的接触面均设置有密封条171;检测盒17的底端的四个角分别设置有一个液压升降杆15,每个液压升降杆15的底端均设置在检测台面12上,四个液压升降杆15同时上升或下降,用于使检测盒17平稳地进行“升”和“降”这两个动作;压力检测器16安装于检测盒17内部,压力检测器16用于检测检测盒17内部的压力变化,并反馈相应的信号给主控机26;真空泵18由第三控制器29进行控制,以达到检测时的抽真空目的。
42.再请参阅图3,记录机构500目的是经过人工检测后的产品,对结果进行录入进数据库,以便后期追溯。记录机构500包括警示灯8、蜂鸣器9和显示面板10,警示灯8、蜂鸣器9和显示面板10分别安装于检测台面12上,警示灯8、蜂鸣器9和显示面板10分别与主控机26通讯。警示灯8和蜂鸣器9用于提醒检测人员检测完成。显示面板10用于检测人员复位蜂鸣器9以及录入当前检测结果,或是查询往期检测结果。
43.本实用新型的气密性在线抽检系统,各电气元件采用市场上销售的产品即可,主控机26使用型号为simatic iot2000;第一控制器27、第二控制器28和第三控制器29使用型号为kv nano系列;伺服电机20使用型号为m2dv系列;第一反射型激光传感器22、第二反射型激光传感器13、第三反射型激光传感器11使用型号为lr-x系列;重量检测器4使用型号为
siwarex wl260 sp-s aa;压力检测器16使用型号为ap-40系列;显示面板10使用型号为smart line。
44.本实用新型的气密性在线抽检系统,在工作时,预设的自动抽检时间间隔为半小时;预设的抽检数量为十瓶;假定每瓶产品平均重量为50g,则重量检测器4预设反应数值为470g;检测中压力检测器16反应数值为1mpa;检测结束压力检测器16反应数值为0;真空持续时间为十分钟。
45.产品被第一传送带2从上一道工序运输到下一道工序,当产线正常运行数个小时后,主控机26开始计时,当计时到达半小时后,主控机26会传输“抽检”这一信号给予第一控制器27并进入检测模式,第一控制器27接收到这一信号,并依据信号控制两个伺服电机20启动正转,带动主档板25和辅助挡板24一起逆时针转动,从而将产品在第一传送带2上正常移动的路径被主档板25隔断,并打开通向第二传送带3的路径。第一反射型激光传感器22会在产线开机后开始感应产品经过,且每当有产品经过时都会传输“有物体经过”这一信号给予主控机26,主控机26进入检测模式之后将开始识别并接收该信号,当接收到十次信号时,主控机26会传输“数量达到”这一信号给予第一控制器27,第一控制器27接收到这一信号,并依据信号控制两个伺服电机20启动反转,带动主档板25和辅助挡板24一起顺时针转动,从而恢复产品在第一传送带2上正常移动的路径,同时关闭通向第二传送带3的路径。更进一步说明,主档板25和辅助挡板24转动的角度可以人工自主调节,但停止转动后,主档板25能够完全隔断第一传送带2的路径,并在此基础上,辅助挡板24不会影响产品从第一传送带2到第二传送带3的通行。
46.产品在第二传送带3上前进,到达暂存机构300,产品会因惯性从储物盒14的入口141冲向储物盒14并进入其内腔,因托杆5为略有倾斜设置且倾斜方向为从前往后下方倾斜具体参考图7所示,使得产品受重力影响往储物盒14的半圆区域移动。
47.重量检测器4感应储物盒14内重量的变化,当重量超过470g时,重量检测器4会传输“重量达到”这一信号给予主控机26;同步地第二反射型激光传感器13会感应产品经过并传输信号给予主控机26。当主控机26接收到十个该信号且接收到“重量达到”信号后,主控机26会传输“放下储物盒”这一信号给予第二控制器28,第二控制器28控制托杆升降机构30带动托杆5下降,使得储物盒14落到第三传送带6上,被第三传送带6运走,在结束检测后,第二控制器28控制托杆升降机构30带动托杆5自动复位。
48.载着产品的储物盒14被第三传送带6运输到第四传送带7,当第三反射型激光传感器11感应到储物盒14时,将会传输“检测准备就绪”这一信号给予主控机26,主控机26控制第四传送带7停止运行,并在第四传送带7完全停止后传输“下降检测盒”这一信号给予第三控制器29,第三控制器29控制液压升降杆15下降,使得检测盒17下降且与检测台面12贴合形成密闭空间。检测盒17下降且与检测台面12贴合形成密闭空间这一过程的时间依据现场实际情况进行调整。
49.主控机26向第三控制器29传输“开启真空泵”这一信号,第三控制器29接收信号并启动真空泵18。压力检测器16实时监测检测盒17内部压力变化,当压力到达1mpa时,压力检测器16会传输“压力达标”这一信号给予主控机26,主控机26接收该信号之后,传递“维持压力”这一信号给予第三控器29,第三控制器29接收信号并维持真空泵18运行,使得压力维持在1mpa。
50.在压力达到要求并维持十分钟后,所述主控机26会传输“检查完毕”这一信号给予所述第三控制器29,所述第三控制器29停止运行所述真空泵18,并开启所述检测盒17顶部的电动补气阀172,同时所述压力检测器16实时监测所述检测盒17内部压力变化,当到达0时,所述压力检测器16会传输“压力达标”这一信号给予主控机26,主控机26接收到该信号之后传输“上升检测盒”这一信号给予第三控制器29,第三控制器29接收到该信号后,控制液压升降杆15上升使得检测盒17上升到原位。
51.主控机26控制第四传送带7重新运作,使得储物盒14被第四传送带7运输到待验区,在此同时主控机26会传输信号给警示灯8和蜂鸣器9,使其运作,提醒检测人员需要查看并录入检测结果。检测人员来到待验区,将真空测试后的产品进行复验,判断气密性是否合格,之后将所有检测后的产品以及储物盒14放到规定位置,并将检测结果通过显示面板10录入到数据库中,之后拿另一个储物盒14按规定放在托杆5上。
52.至此本实用新型实施例的气密性在线抽检系统的在线抽检运行结束。每经过预设的时间,会通过分流机构使预设数量的产品进行气密性的检测,再经由人工判断合格情况,并将检测结果录入到记录机构之中,便于后期的查询和追溯。
53.综上所述,本实用新型的气密性在线抽检系统,能够实现产品的气密性的在线抽检,节省人力,同时也提高了效率;并且能够录入检测结果,为后期的查询与追溯提供了不小的便利。
54.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上所述实施例的变化、变型都将落在本实用新型的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1