一种自动高压检测线圈整理机构的制作方法
1.本实用新型涉及网络变压器自动高压检测设备领域,特别涉及一种自动高压检测线圈整理机构。
背景技术:
2.在网络变压器自动高压检测设备上,现有的全自动绕线生产的网络变压器线包状态无法直接置入自动高压检测治具上进行检测,以往的磁环线包进行高压检测的方式都是通过人工手动整理至检测状态后置入半自动高压测试仪的检测平台内进行高压检测,需要通过人工干预,这样不仅人力成本高,工作效率低,并且失误率高,安全性低。所以市场上急需一种全自动高压检测线圈整理机构,在自动绕线机完成网络变压器线包的生产后需通过机械手将产品置入自动高压检测线圈整理机构,将产品按极性及尾线长短分两边整理至高压检测治具所需的理想状态后,再通过机械手将产品直接运至下一步工序进行高压检测。
技术实现要素:
3.本实用新型为了解决此类问题,提供了一种结构简单,效率高的一种自动高压检测线圈整理机构。
4.本实用新型所采用的技术方案是:一种自动高压检测线圈整理机构,包括安装板、左理线夹组件、右理线夹组件以及定位销组件,所述安装板上设置有与所述左理线夹组件传动连接的第一丝杆驱动组件和与所述右理线夹组件传动连接的第二丝杆驱动组件,所述定位销组件通过调节块设置在所述安装板上,并位于所述左理线夹组件和右理线夹组件之间。
5.优选地,所述左理线夹组件包括左底板、与所述左底板滑动配合的两个第二导轨滑块、两个固定设置在所述左底板两端的第一气缸、分别与两个所述第一气缸输出端连接的第一推块以及分别设置在两个所述第二导轨滑块上的压块,所述左底板通过连接板与所述安装板传动连接,所述底板在两个第二导轨滑块之间设有挡块,所述压块之间设有圆胶条,所述第一气缸上均固定在气缸支撑板上,靠近所述安装板一端的所述气缸支撑板上通过第一连接块还设有第一手指气缸,所述第一手指气缸输出端连接有第一夹手,所述第一夹手之间设有方胶块。
6.优选地,所述右理线夹组件包括右底板、与所述右底板滑动配合的两个第三导轨滑块、两个固定设置在所述右底板两端的第二气缸、分别与两个所述第二气缸输出端连接的第二推块以及分别设置在两个所述第三导轨滑块上的毛刷,所述毛刷通过毛刷安装板固定块设置在所述右底板上,所述右底板通过连接块与所述安装板传动连接,所述第二气缸均固定在气缸固定板上,远离所述安装板一端的所述气缸固定板上还通过第二连接块连接有手指气缸,所述手指气缸输出端连接有第二夹手。
7.优选地,所述左底板上方还设有两根拉簧,所述两个第二导轨滑块侧方均安装有弹簧固定块,所述拉簧一端与所述气缸支撑板连接,另一端与所述弹簧固定块连接。
8.优选地,所述定位销组件包括定位销固定块、连接在定位销固定块上的定位销以及连接在所述调节块和所述定位销固定块之间的支撑板,所述定位销为两个向外弯折的圆柱销,所述定位销位于所述左理线夹组件与右理线夹组件的夹线口连线位置处。
9.优选地,所述第一丝杆驱动组件包括驱动电机、滚珠丝杆和丝杆螺母,所述驱动电机设置在所述安装板上,所述丝杆螺母设置在所述左理线夹组件上,所述滚珠丝杆的一端通过联轴器与所述驱动电机相连接,所述滚珠丝杆的另一端与所述丝杆螺母传动配合。
10.优选地,所述安装板为型号为3060的铝型材。
11.本实用新型的有益效果为:先将由全自动绕线机生产出来的产品通过运线机构机械手放置如定位销内,再通过步进电机输出配合丝杆螺母传动将旋转运动转换为直线运动,再配合导轨滑块连接线圈理线夹组件并支撑及引导线圈理线夹组进行左右往复运动,再将线圈理线夹组件的夹线气缸打开后通过电机丝杆传动将线圈理线来组移动至指定夹线位置进行理线,通过程序设定参数位置将产品按极性及尾线长短分两边整理至高压检测治具所需的理想状态。
附图说明
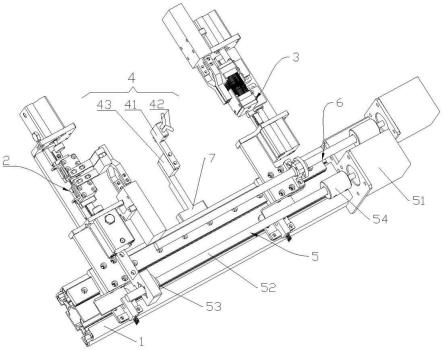
12.图1是本实用新型的结构示意图;
13.图2是左理线夹组件的爆炸图;
14.图3是右理线夹组件的爆炸图。
具体实施方式
15.如图所示,在本实施例中,一种自动高压检测线圈整理机构,包括安装板1、左理线夹组件2、右理线夹组件3以及定位销组件4,所述安装板1上设置有与所述左理线夹组件2传动连接的第一丝杆驱动组件5和与所述右理线夹组件3传动连接的第二丝杆驱动组件6,所述定位销组件4通过调节块7 设置在所述安装板1上,并位于所述左理线夹组件2和右理线夹组件3之间。所述安装板1型号为3060型材,通过第一丝杆驱动组件5和第二驱动组件6 将旋转运动转化为直线运动,再配合左理线夹组件2和右理线夹组件3进行左右往复运动,通过程序设定参数位置将产品按极性及尾线长短分两边整理至高压检测治具所需的理想状态。
16.在本实施例中,所述左理线夹组件2包括左底板201、与所述左底板201 滑动配合的两个第二导轨滑块202、两个固定设置在所述左底板201两端的第一气缸203、分别与两个所述第一气缸203输出端连接的第一推块204以及分别设置在两个所述第二导轨滑块202上的压块205,所述左底板201通过连接板206与所述安装板1传动连接,所述底板201在两个第二导轨滑块 202之间设有挡块207,所述压块205之间设有圆胶条208,所述第一气缸203 上均固定在气缸支撑板209上,靠近所述安装板1一端的所述气缸支撑板209 上通过第一连接块210还设有第一手指气缸211,所述第一手指气缸211输出端连接有第一夹手212,所述第一夹手211之间设有方胶块213,所述第一手指气缸211实现对线圈的抓取后,所述第一气缸203为所述压块205压线提供动力,所述挡块207有效避免所述压块205过分压合,所述左底板201 上方还设有两根拉簧9,所述两个第二导轨滑块202侧方均安装有弹簧固定块91,所述拉簧9一端与所述气缸支撑板209连接,另一端与所述弹簧固定块91连接,所述拉簧9用于
所述压块205压线过后进行有效复原。
17.在本实施例中,所述右理线夹组件3包括右底板301、与所述右底板301 滑动配合的两个第三导轨滑块302、两个固定设置在所述右底板301两端的第二气缸303、分别与两个所述第二气缸303输出端连接的第二推块304以及分别设置在两个所述第三导轨滑块302上的毛刷305,所述毛刷305通过毛刷安装板固定块306设置在所述右底板301上,所述右底板301通过连接块307与所述安装板1传动连接,所述第二气缸303均固定在气缸固定板308 上,远离所述安装板1一端的所述气缸固定板301上还通过第二连接块309 连接有第二手指气缸310,所述第二手指气缸310输出端连接有第二夹手311,所述第二手指气缸310对线圈进行拿取,所述毛刷305包括左右两块毛刷块,左右两块毛刷块的相对侧面设置有若干理线刷毛,理线刷毛用于对磁环左侧线束进行理线和夹紧,所述右底板301上设置有用于带动所述毛刷305进行左右移动的第二气缸303,通过所述第二气缸303能够调节所述毛刷块之间的距离,从而实现对线束的夹紧或松开,便于进行理线。
18.在本实施例中,所述定位销组件4包括定位销固定块41、连接在定位销固定块41上的定位销42以及连接在所述调节块7和所述定位销固定块41之间的支撑板43,所述定位销42为两个向外弯折的圆柱销,所述定位销42位于所述左右理线夹组件的夹线口连线位置处,所述定位销42放置待理线线包后由左理线夹组件2和右理线夹组件3进行来回理线。
19.在本实施例中,所述第一丝杆驱动组件5包括驱动电机51、滚珠丝杆52 和丝杆螺母53,所述驱动电机51设置在所述安装板1上,所述丝杆螺母53 设置在所述左理线夹组件2上,所述滚珠丝杆52的一端通过联轴器54与所述驱动电机51相连接,所述滚珠丝杆52的另一端与所述丝杆螺母53传动配合。所述驱动电机51带动所述滚珠丝杆52进行转动,从而使得所述丝杆螺母53进行左右移动,由于所述丝杆螺母53设置在所述左理线夹组件2上,因此能够带动所述左理线夹组件2进行左右移动,进行左侧的理线动作。
20.需要说明的是,所述第二丝杆驱动组件6的结构与所述第一丝杆驱动组件5的结构相似,工作原理相同,仅驱动对象不同,即所述第二丝杆驱动组件6用于带动所述右理线夹组件3进行左右移动,进行右侧的理线动作。
21.虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1