一种车用开关检测工装的制作方法
1.本实用新型涉及检测设备技术领域,具体而言,涉及一种车用开关检测工装。
背景技术:
2.车用开关出厂前需要经过质检,而一些型号车型的开关总成还需要检测各按键的手感力值曲线和导通行程位置是否合格,而目前现有的检测装置普遍都是针对型号的开关的一项参数进行检测,属于定制的专用装置,目前的检测装置已经实现的自动和批量检测,但在当下产品种类多样化,检测工序多样的生产环境下任然存在一些问题亟待解决:
3.1、现有的检测装置多为针对性强的定制设备,只针对一种开关的某个参数点进行检测,如果需要检测多项参数,需要逐个定制设备,从而增加企业设备投入成本,给企业带来经济上的负担;
4.2、现有的检测装置的检测工位在设计时已经固定,当遇到生产线计划变更,产品产量增加或减少时,检测设备不能根据产能进行相对应的调整,往往出现设备检测效率不足或者过剩,从而减低质检效率或者不必要的设备资源的浪费;
5.3、现有的检测装置机构固定,导致设备配合新产品的改造在利用困难,从而导致现有检测装置利用率低下,从而造成不小的浪费。
技术实现要素:
6.为解决上述存在的技术问题,本实用新型提供了一种车用开关检测工装,具有多参数同步检测、高效批量检测、通用性强等优点,有效解决现有技术中检测型号、参数单一,设备成本投入大以及通用性低下等技术问题。
7.为达到上述目的,本实用新型所采用的技术方案是:
8.一种车用开关检测工装,用于检测开关总成的手感力值曲线及导通行程位置是否合格,包括计算机和壳体,所述壳体包括底盒,所述底盒的顶部且靠近背面处设置有安装框,所述底盒的顶部且靠近正面处设置有至少一组推送装置,所述安装框内沿水平方向至少设置有一组检测装置,所述检测装置包括丝杠导轨组件,所述丝杠导轨组件固定安装于所述安装框的背面,所述丝杠导轨组件的丝杠底部穿过所述底盒内壁顶部与驱动电机的输出轴固定安装,所述驱动电机与所述底盒固定安装,所述丝杠导轨组件的滑台表面固定连接有安装板,所述安装板的正面一侧固定安装有力值传感器,所述检测装置的一侧沿垂直方向设置有两个光电传感器,所述丝杠导轨组件的滑台对应两个所述光电传感器的一侧固定连接有遮光板,所述遮光板用于遮挡任一个所述光电传感器,所述开关总成设置有至少一个待测按键,所述开关总成通过所述推送装置移动至所述检测装置,所述力值传感器位于所述待测按键正上方。
9.在本实用新型的一种实施例中,所述推送装置包括放置工装,所述放置工装通过两组直线导轨组件固定安装于所述底盒顶部,所述放置工装的底部中央固定连接有推拉板,所述底盒顶部且对应所述推拉板处开设有滑槽,所述推拉板的底部穿过所述滑槽与驱
动气缸的伸缩轴固定安装,所述驱动气缸固定安装于所述底盒内壁顶部,所述开关总成限位搁置于所述放置工装顶部。
10.在本实用新型的一种实施例中,所述放置工装的顶部设置有预警灯,通过所述预警灯闪烁提示该开关总成检测不合格。
11.在本实用新型的一种实施例中,所述力值传感器、所述光电传感器和所述预警灯通过导线与所述计算机通信连接。
12.相较于现有技术,本实用新型的有益效果是:
13.本实用新型通过设置半自动化的推送装置,通过人工上件,并配合模块化的检测装置,从而使得本检测工装具备半自动化,批量检测开关总成各按键同步检测的功能,同时具备一次检测两项质检参数,即能够有效地检测开关产品的行程和手感曲线是否合格,且产品不合格时会通过预警灯进行报警的功能,从而大幅提升产品质检效率,降低企业设备投入成本,同时增加设备通用性,从而提升设备的使用率。
附图说明
14.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
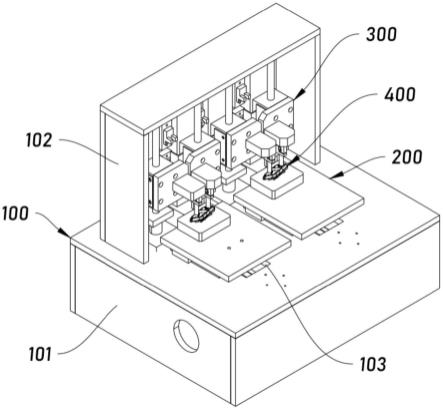
15.图1是本实用新型的整体立体结构示意图;
16.图2是本实用新型的侧视剖面结构示意图;
17.图3是推送装置的立体结构示意图;
18.图4是检测装置的立体结构示意图。
19.附图标记说明:100、壳体;101、底盒;102、安装框;103、滑槽;200、推送装置;201、放置工装;202、直线导轨组件;203、推拉板;204、驱动气缸;300、检测装置;301、丝杠导轨组件;302、安装板;303、力值传感器;304、驱动电机;305、光电传感器;306、遮光板;400、开关总成。
具体实施方式
20.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
21.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
22.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
23.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
25.实施例
26.参照附图1-4所示,本实用新型的目的在于解决上述技术存在的问题,提供了一种车用开关检测工装,用于检测开关总成400的手感力值曲线及导通行程位置是否合格,包括计算机和壳体100,壳体100包括底盒101,底盒101的顶部且靠近背面处设置有安装框102,底盒101的顶部且靠近正面处设置有至少一组推送装置200,安装框102内沿水平方向至少设置有一组检测装置300,检测装置300包括丝杠导轨组件301,丝杠导轨组件301固定安装于安装框102的背面,丝杠导轨组件301的丝杠底部穿过底盒101内壁顶部与驱动电机304的输出轴固定安装,驱动电机304与底盒101固定安装,丝杠导轨组件301的滑台表面固定连接有安装板302,安装板302的正面一侧固定安装有力值传感器303,检测装置300的一侧沿垂直方向设置有两个光电传感器305,丝杠导轨组件301的滑台对应两个光电传感器305的一侧固定连接有遮光板306,遮光板306用于遮挡任一个光电传感器305,开关总成400设置有至少一个待测按键,开关总成400通过推送装置200移动至检测装置300,力值传感器303位于待测按键正上方。
27.在本实用新型的一种实施例中,进一步的,推送装置200包括放置工装201,放置工装201通过两组直线导轨组件202固定安装于底盒101顶部,放置工装201的底部中央固定连接有推拉板203,底盒101顶部且对应推拉板203处开设有滑槽103,推拉板203的底部穿过滑槽103与驱动气缸204的伸缩轴固定安装,驱动气缸204固定安装于底盒101内壁顶部,开关总成400限位搁置于放置工装201顶部。
28.在本实用新型的一种实施例中,进一步的,放置工装201的顶部设置有预警灯,通过预警灯闪烁提示该开关总成400检测不合格。
29.在本实用新型的一种实施例中,进一步的,力值传感器303、光电传感器305和预警灯通过导线与计算机通信连接。
30.具体的,车用开关总成400由于车型不同其上设置的开关按键数也不同,因此,本检测工装针对每一个开关按键单独设置一组检测装置300来同步检测其手感力值曲线及导通行程位置是否合格,通过驱动电机304驱动丝杠导轨组件301的滑台沿垂直方向升降,并在滑台表面安装力值传感器303,通过力值传感器303下降接触并按压按键来检测开关总成400按键的手感力值曲线,同时通过在滑台移动的路径上设置两个光电传感器305,并在滑台对应的一侧设置遮光板306,并通过力值传感器303下压按键产生的位移变化通过遮光板306与两个光电传感器305配合记录,从而检测出开关总成400该按键的导通行程,通过检测装置300一次动作可完成开关总成400按键的两项检测内容,从而减少企业为检测产品的设
备投入,减低设备购置成本,同时也简化了检测工序,提高检测效率,使用简单方便,检测高效精准,使得质检后的产品一致性强,功能、质量得到有效保障;
31.通过上述检测装置300的模块化处理,使检测工装可针对不同开关总成400上按键的数量进行适配增减,并配合计算机同步检测每一按键的各项参数是否达标合格并在计算机中详细记录,检测出不合格产品时计算机会通过预警灯闪烁发出警报并记录该被测开关总成400的相关身份信息,并等待操作人员进行下一步处理,从而使得生产质检工艺具有更好的可追溯性,方便出厂产品的质量跟踪;
32.同时为加快检测速率,并降低操作人员劳动强度,设置能够半自动送检的推送装置200来实现,操作人员仅需要将待检测的开关总成400放入放置工装201顶部的仿形面或者限位结构之间,并且通过单独更换不同的放置工装201来适配不同型号的开关总成400,从而使本检测工装能都通用不同型号的开关总成400,并通过启动驱动气缸204,通过驱动气缸204的伸缩轴伸缩,带动推拉板203通过其底部的两组直线导轨组件202滑动于底盒101顶部,从而将开关总成400送入检测装置300进行检测,并在检测完成后通过驱动气缸204复位将开关总成400拉回原位,并由操作人员进行下一步处理,通过设置多组推送装置200并相应的配置所需的检测装置300,从而实现本检测工装批量检测的功能,从而使得质检的效率和质量大幅提升。
33.该一种车用开关检测工装的工作原理,首先操作人员将待检开关总成400分别放入各放置工装201内部,并按要求调整姿态,然后通过启动各驱动气缸204推动各放置工装201进入各检车装置内部进行检测,当各开关总成400就位时,通过驱动电机304驱动丝杠导轨组件301的滑台下滑,通过力值传感器303按压对应的按键进行手感力值曲线的检测,同时通过两光电传感器305记录遮光板306的位移变化从而检测对应按键的导通行程位置是否合格,当出现不合格的按键时,计算机通过预警灯闪烁发出警报,当开关总成400检测完毕复位后,操作人员将检测合格的放入成品箱,不合格的放入ng箱,进行下一轮的检测作业。
34.需要说明的是,力值传感器303、光电传感器305、预警灯、驱动电机304、驱动气缸204和计算机的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
35.力值传感器303、光电传感器305、预警灯、驱动电机304、驱动气缸204和计算机的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
36.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1