一种电池箱气密性检测工装的制作方法
1.本实用新型涉及一种检测工装,尤其涉及一种电池箱气密性检测工装,属于加工型材技术领域。
背景技术:
2.电池箱在汽车中的安装位置在于整车底盘,它内部安装包括电子元器件,机加工零件,还有整车运行的电池包等,所以在电池箱在气密性要求很高,若不能在生产过程后保证它的气密性,就无法在后续用于整车电池包安装。因电动汽车现在越来越普及,在使用中也会经历多种多样的环境测试,在保障客户使用的安全性方面,电池箱的气密性就显得尤为重要。
技术实现要素:
3.为了解决上述技术所存在的不足之处,本实用新型提供了一种电池箱气密性检测工装。
4.为了解决以上技术问题,本实用新型采用的技术方案是:它包括台架组件,台架组件包括有支撑框架和工装操作台,工装操作台的中央固定连接有容置模板,工装操作台的台面上设置有位于容置模板轮廓外周的控制组件和定位组件;
5.控制组件包括有安装在工装操作台一角上的转控阀,控制组件还包括有若干个设置在工装操作台上环绕容置模板四周的气缸,气缸的输出端朝上设置,且活动连接有操作手;
6.定位组件分散在工装操作台的台面上;
7.容置模板的一侧形成有与电池箱前侧形状相匹配的前插缺口。
8.进一步地,操作手包括有与气缸的输出端直接相连的回转摆动臂,回转摆动臂的自由端下侧连接有夹具,夹具的抓手向下设置。
9.进一步地,容置模板为四边形结构,容置模板形成有前插缺口一侧的工装操作台上设置的气缸数量比对侧多两个,多出的两个气缸分别设置在前插缺口两端的过渡处。
10.进一步地,定位组件包括有第一定位螺柱、第二定位螺柱、第三定位螺柱,第一定位螺柱、第二定位螺柱、第三定位螺柱均为m6螺钉。
11.进一步地,容置模板内还固定有连接在其四条侧边上的框架梁。
12.本实用新型公开了一种电池箱气密性检测工装,其下部主体为框架结构,稳固牢靠,方便搬运挪动,通过转控阀对气缸和操作手进行控制,结构简单并且损坏率低,此外,容置模板上形成有独特的前插缺口,并且在前插缺口的两端过渡处单独设置对应的气缸,进一步保证电池箱受力均匀,为电池箱气密性检测提供可靠的前置工序保障。
附图说明
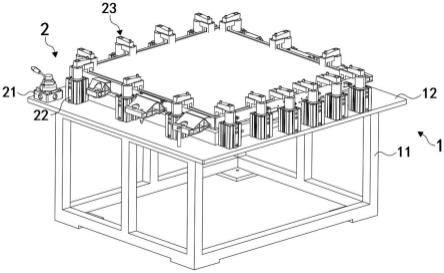
13.图1为本实用新型的轴侧结构示意图。
14.图2为本实用新型的整体结构示意图。
15.图3为本实用新型的定位组件部分展示图。
16.图4为本实用新型的控制组件部分展示图。
17.图5为本实用新型的容置模板示意图。
18.图中:1、台架组件;11、支撑框架;12、工装操作台;2、控制组件;21、转控阀;22、气缸;23、操作手;231、回转摆动臂;232、夹具;3、定位组件;31、第一定位螺柱;32、第二定位螺柱;33、第三定位螺柱;4、容置模板;41、前插缺口;42、框架梁。
具体实施方式
19.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
20.一种电池箱气密性检测工装,如图1所示,它包括台架组件1,台架组件1由作为整体支撑结构的支撑框架11和工装操作台12组成,且二者焊接而成,构成一个平台装置,在实际使用过程中稳固可靠,并且,支撑框架11为框架梁结构,能够被叉车的前叉臂直接搬起运输,使用场景上更加方便。
21.如图2所示,工装操作台12的中央焊接有容置模板4,容置模板4用于电池箱的贴合放置,以及在气密性检测的时候提供稳固的下支撑作用,如图5所示,容置模板4为四边形结构,为保证其本体结构的稳固,故在容置模板4的四个侧边板内部设置有四个端点分别连接在四个侧边板中点上的框架梁42,此外,再如图5所示,容置模板4的其中一侧形成有前插缺口41,前插缺口41为插件面板,其带有一定弧度的过渡,与电池箱形状相匹配。
22.基于上述结构,参考图1-2所示,工装操作台12的台面上设置有位于容置模板4轮廓外周上的控制组件2和定位组件3;
23.其中,控制组件2包括有安装在工装操作台12一角上的转控阀21,控制组件2还包括有若干个设置在工装操作台12上环绕容置模板4四周的气缸22,气缸22的输出端朝上设置,且活动连接有操作手23,对此具体有,气缸22的数量可以为16个,指定容置模板4形成有前插缺口41的一侧的轮廓外周为前侧,则左右两侧各设置有三个气缸22,后侧设置有四个气缸22,前侧设置有六个气缸22,如此,前侧比后侧多设置两个气缸22,需要说明的是,多设置的两个气缸22分别位于在前插缺口41两端的过渡处,防止电池箱位于过渡处的部分受力不均,为后续的电池箱气密性试验提供良好的基础;
24.参考图2-3所示,定位组件3包括有第一定位螺柱31、第二定位螺柱32、第三定位螺柱33,第一定位螺柱31、第二定位螺柱32、第三定位螺柱33分散在工装操作台12的台面上,为容置模板4和电池箱的放置提供定位基准,具体地,第一定位螺柱31位于工装操作台12的左侧并且靠近前侧的位置,第二定位螺柱32位于工装操作台12的后侧靠近转控阀21的位置,第三定位螺柱33位于工装操作台12的后侧另外一端,此外,第一定位螺柱31、第二定位螺柱32、第三定位螺柱33均为m6螺钉。
25.关于操作手23的设置,如图4所示,具体有:操作手23包括有与气缸22的输出端直接相连的回转摆动臂231,回转摆动臂231的自由端下侧连接有夹具232,夹具232的抓手向下设置。
26.在电池箱气密性检测实际操作时,首先将电池箱底部朝上,通过第一定位螺柱31、第二定位螺柱32、第三定位螺柱33的定位后,再将电池箱与容置模板4的四周贴合,关闭转
控阀21使气缸22控制操作手23垂直向下压紧,故此完成电池箱的装压;当电池箱气密性检测完毕后,打开转控阀21使气缸22控制操作手23自动松开,即可卸下电池箱。
27.如此,本实用新型公开的电池箱气密性检测工装,下部主体为框架结构,稳固牢靠,方便搬运挪动,通过转控阀21对气缸22和操作手23进行控制,结构简单并且损坏率低,此外,容置模板4上形成有独特的前插缺口41,并且在前插缺口41的两端过渡处单独设置对应的气缸22,进一步保证电池箱受力均匀,为电池箱气密性检测提供可靠的前置工序保障。
28.上述实施方式并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的技术方案范围内所做出的变化、改型、添加或替换,也均属于本实用新型的保护范围。
技术特征:
1.一种电池箱气密性检测工装,它包括台架组件(1),其特征在于:所述台架组件(1)包括有支撑框架(11)和工装操作台(12),所述工装操作台(12)的中央固定连接有容置模板(4),工装操作台(12)的台面上设置有位于容置模板(4)轮廓外周的控制组件(2)和定位组件(3);所述控制组件(2)包括有安装在所述工装操作台(12)一角上的转控阀(21),控制组件(2)还包括有若干个设置在工装操作台(12)上环绕所述容置模板(4)四周的气缸(22),气缸(22)的输出端朝上设置,且活动连接有操作手(23);所述定位组件(3)分散在工装操作台(12)的台面上;所述容置模板(4)的一侧形成有与电池箱前侧形状相匹配的前插缺口(41)。2.根据权利要求1所述的电池箱气密性检测工装,其特征在于:所述操作手(23)包括有与气缸(22)的输出端直接相连的回转摆动臂(231),回转摆动臂(231)的自由端下侧连接有夹具(232),夹具(232)的抓手向下设置。3.根据权利要求1所述的电池箱气密性检测工装,其特征在于:所述容置模板(4)为四边形结构,容置模板(4)形成有前插缺口(41)一侧的工装操作台(12)上设置的气缸(22)数量比对侧多两个,多出的两个气缸(22)分别设置在前插缺口(41)两端的过渡处。4.根据权利要求1所述的电池箱气密性检测工装,其特征在于:所述定位组件(3)包括有第一定位螺柱(31)、第二定位螺柱(32)、第三定位螺柱(33),第一定位螺柱(31)、第二定位螺柱(32)、第三定位螺柱(33)均为m6螺钉。5.根据权利要求3所述的电池箱气密性检测工装,其特征在于:所述容置模板(4)内还固定有连接在其四条侧边上的框架梁(42)。
技术总结
本实用新型公开了一种电池箱气密性检测工装,它包括台架组件台架组件包括有支撑框架和工装操作台,工装操作台的台面上设置有控制组件、定位组件、容置模板;控制组件包括有转控阀和若干个气缸,气缸的输出端朝上设置,且活动连接有操作手;定位组件分散在工装操作台的台面上;容置模板的一侧形成有与电池箱前侧形状相匹配的前插缺口;本实用新型为框架结构,结构稳固,方便搬运挪动,通过转控阀对气缸和操作手进行控制,结构简单并且损坏率低,此外,容置模板上形成有独特的前插缺口,并且在前插缺口的两端过渡处单独设置对应的气缸,进一步保证电池箱受力均匀,为电池箱气密性检测提供可靠的前置工序保障。可靠的前置工序保障。可靠的前置工序保障。
技术研发人员:吴雪钒 颜金战 施葛飞
受保护的技术使用者:南通国轩新能源科技有限公司
技术研发日:2022.10.25
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1