一种轮廓度和位置度检具的制作方法
本技术涉及零件检具,尤其涉及一种轮廓度和位置度检具。
背景技术:
1、现今的工业生产中,经常需要生产形状复杂的非标准件,例如一种产品,如图1所示,其两端具有用于辅助产品转动的弧形的虚拟轴,生产中不仅对产品两端虚拟轴外表面有轮廓度的要求,还对虚拟轴与产品底面的位置度、两端虚拟轴外表面的相对位置度也有要求,而现有技术中,对于形状复杂的非标准件的位置度和轮廓度检测,通常采用三坐标检测机按批次抽检来保证其各项指标的可靠性。三坐标检测机设备昂贵,成本较高,且三坐标检测机检测时间长,效率较低,不利于大批量检测。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种可以检测产品两端虚拟轴轮廓度和两端虚拟轴的位置度的轮廓度和位置度检具。
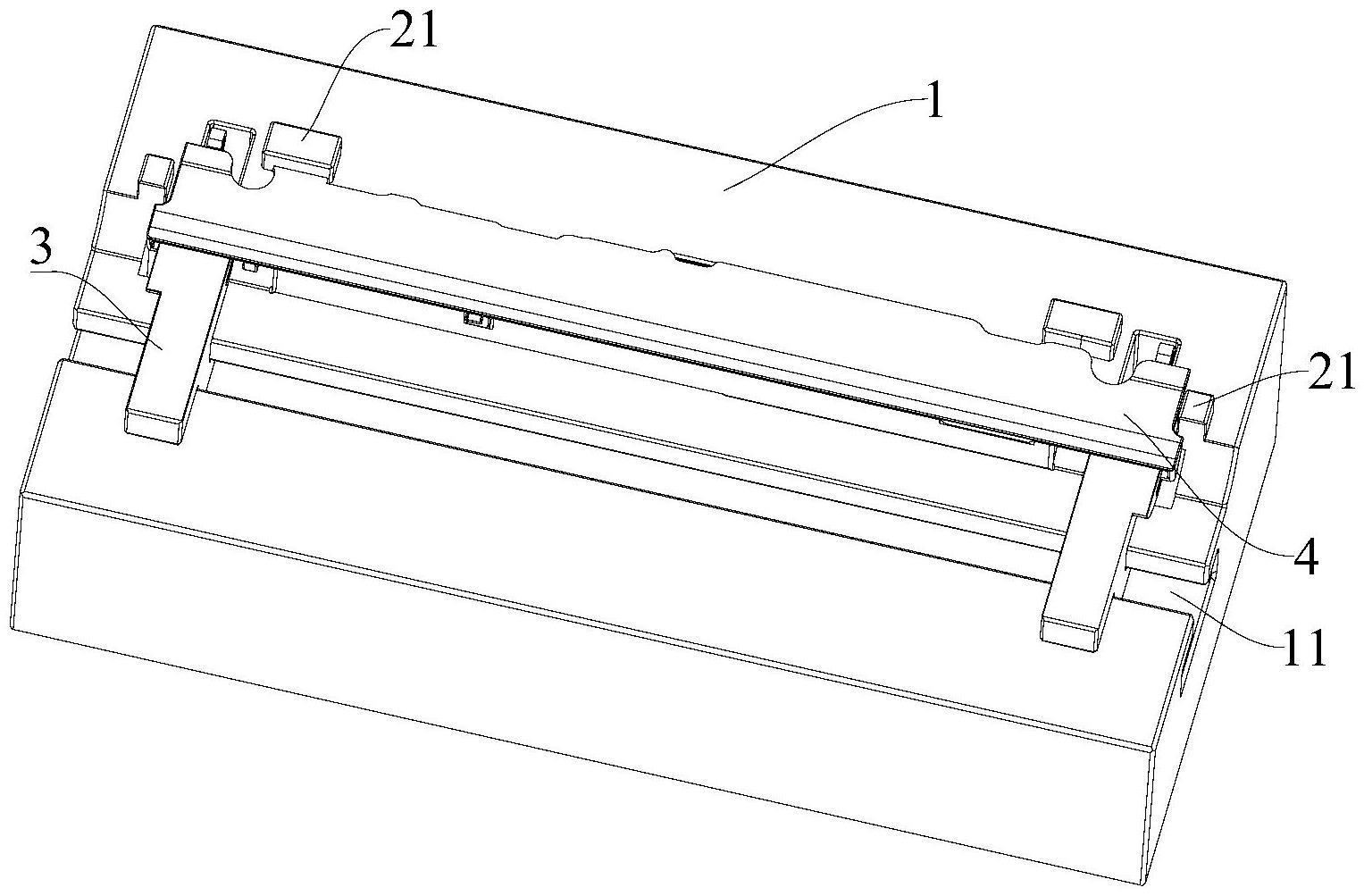
2、为了解决上述技术问题,本实用新型采用的技术方案为:一种轮廓度和位置度检具,用于检测产品的虚拟轴的轮廓度和两个虚拟轴之间的位置度,包括底座、定位组件和检测件,所述定位组件和所述检测件均设置在所述底座的顶面上,所述定位组件用于定位所述产品,所述检测件相对于所述底座可滑动设置,所述检测件数量为两个,所述检测件设置有第一检测面和第二检测面,所述第一检测面用于抵持所述产品下表面,所述第二检测面用于抵持所述虚拟轴外表面,两个所述检测件安装在所述底座上时,两个所述第一检测面共面,两个所述第二检测面共面。
3、进一步的,所述定位组件包括限位部和第一磁铁,所述第一磁铁设置在所述底座顶面,所述限位部设置在所述底座顶面。
4、进一步的,所述第一磁铁数量为多个,多个所述第一磁铁均匀地设置在所述底座顶面上。
5、进一步的,所述底座顶面上设置有避让部。
6、进一步的,还包括镶件,所述镶件安装在所述底座上,部分所述避让部设置在所述镶件上。
7、进一步的,所述定位组件还包括第二磁铁,所述第二磁铁设置在所述镶件顶面上。
8、进一步的,所述第二磁铁数量为多个,多个所述第二磁铁均匀地设置在所述镶件顶面上。
9、进一步的,所述底座顶面开设有滑槽,两个所述检测件均通过所述滑槽与底座滑动连接。
10、进一步的,所述第一检测面和所述第二检测面边缘分别设置有倒圆角。
11、进一步的,两个所述检测件结构相同。
12、本实用新型的有益效果在于:本轮廓度和位置度检具通过在检测件上设置与产品的虚拟轴形状相匹配的检测件,能够快速检测产品两端虚拟轴的位置度和轮廓度是否合格,相比三坐标检测机而言,测量过程简单快捷,节省时间,成本更低,效率更高,有利于大批量检测;且因为检测件与产品的虚拟轴匹配度高,对产品的虚拟轴位置度和轮廓度检测精度大大提高,有利于保证产品出厂质量。
技术特征:
1.一种轮廓度和位置度检具,用于检测产品的虚拟轴的轮廓度和两个虚拟轴之间的位置度,其特征在于:包括底座、定位组件和检测件,所述定位组件和所述检测件均设置在所述底座的顶面上,所述定位组件用于定位所述产品,所述检测件相对于所述底座可滑动设置,所述检测件数量为两个,所述检测件设置有第一检测面和第二检测面,所述第一检测面用于抵持所述产品下表面,所述第二检测面用于抵持所述虚拟轴外表面,两个所述检测件安装在所述底座上时,两个所述第一检测面共面,两个所述第二检测面共面。
2.根据权利要求1所述的轮廓度和位置度检具,其特征在于:所述定位组件包括限位部和第一磁铁,所述第一磁铁设置在所述底座顶面,所述限位部设置在所述底座顶面。
3.根据权利要求2所述的轮廓度和位置度检具,其特征在于:所述第一磁铁数量为多个,多个所述第一磁铁均匀地设置在所述底座顶面上。
4.根据权利要求1所述的轮廓度和位置度检具,其特征在于:所述底座顶面上设置有避让部。
5.根据权利要求4所述的轮廓度和位置度检具,其特征在于:还包括镶件,所述镶件安装在所述底座上,部分所述避让部设置在所述镶件上。
6.根据权利要求5所述的轮廓度和位置度检具,其特征在于:所述定位组件还包括第二磁铁,所述第二磁铁设置在所述镶件顶面上。
7.根据权利要求6所述的轮廓度和位置度检具,其特征在于:所述第二磁铁数量为多个,多个所述第二磁铁均匀地设置在所述镶件顶面上。
8.根据权利要求1所述的轮廓度和位置度检具,其特征在于:所述底座顶面开设有滑槽,两个所述检测件均通过所述滑槽与底座滑动连接。
9.根据权利要求1所述的轮廓度和位置度检具,其特征在于:所述第一检测面和所述第二检测面边缘分别设置有倒圆角。
10.根据权利要求1所述的轮廓度和位置度检具,其特征在于:两个所述检测件结构相同。
技术总结
本技术公开了一种轮廓度和位置度检具,用于检测产品的虚拟轴的轮廓度和两个虚拟轴之间的位置度,包括底座、定位组件和检测件,所述定位组件和所述检测件均设置在所述底座顶面上,所述定位组件用于定位所述产品,所述检测件相对于所述底座可滑动设置,所述检测件数量为两个,所述检测件设置有第一检测面和第二检测面,所述第一检测面用于抵持所述产品下表面,所述第二检测面用于抵持所述虚拟轴外表面,两个所述检测件安装在所述底座上时,两个所述第一检测面共面,两个所述第二检测面共面。本轮廓度和位置度检具测量过程简单快捷,节省时间,成本更低,效率更高,有利于大批量检测。
技术研发人员:王叶谊,屈小勇
受保护的技术使用者:深圳艾利门特科技有限公司
技术研发日:20221025
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!