一种芯块外观缺陷检测设备的制作方法
本技术涉及块外观检测,尤其是涉及一种芯块外观缺陷检测设备。
背景技术:
1、芯块是组成核燃料棒的一个圆柱形元件,制作工序为粉末压制-烧结-磨削。由于制作工艺的限制,在粉末压制和烧结的过程中,会不可避免地出现掉块、缺角等表面缺陷。缺陷芯块进入磨削工序,会导致磨床卡料。磨床卡料后一般由人工处理卡料问题,存在处理时间长,人力成本高的问题。
2、中国专利申请公开号cn211045055u,公开日为2020年07月17日,名称为“核燃料芯块外观表面缺陷在线检查系统”,公开了一种核燃料芯块外观表面缺陷在线检查系统,包括与前一工序生产线对接的进料导槽,在进料导槽后依次对接的周面检测导槽、双排皮带传送机构、出料导槽,对应进料导槽设置的进料推料机构,对应周面检测导槽设置的周面检测组件和直径检测组件,对应双排皮带传送机构设置的端面检测组件,以及对应出料导槽设置的出料推料机构。本实用新型通过设置的导槽和传动机构直接对接生产线,实现了检测系统与生产线的同步运作,同时分别设置周面检测组件、直径检测组件和端面检测组件对经过传输线的核燃料芯块一一全面检测,实现了核燃料芯块的全面外观缺陷检测和与生产线对接的整合。但是该种方案每次只能检测一个物料,检测效率较低,无法满足快速检测的需求。
技术实现思路
1、本实用新型为了克服现有技术中芯块外观表面缺陷设备检测效率较低,无法满足快速检测需求的不足,提供一种芯块外观缺陷检测设备,可以同时对多个芯块的自动化检测,提高检测效率。
2、为了实现上述目的,本实用新型采用以下技术方案:
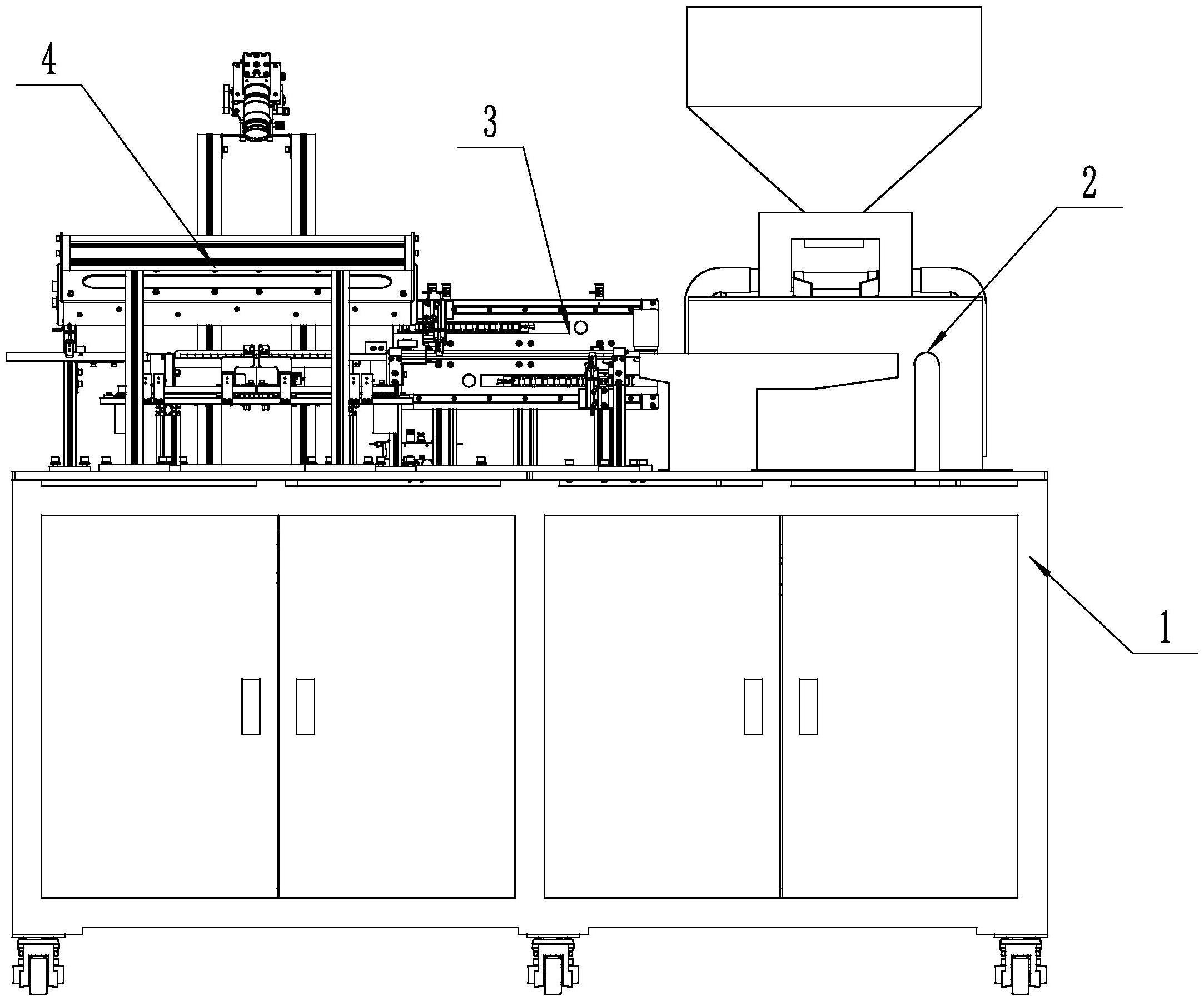
3、一种芯块外观缺陷检测设备,包括:
4、离心上料组件,用于将芯块依次送出离心上料组件;
5、进料组件,其用于将离心上料组件送入的芯块依次排列,所述进料组件设置在离心上料组件下游;
6、视觉检测及剔料装置,其设置在进料组件下游,所述视觉检测及剔料装置包括用于使芯块沿自身轴线转动的旋转辊筒组件、用于对芯块进行取像的视觉检测组件和用于将芯块从旋转辊筒组件剔除的剔料组件,所述旋转辊筒组件与离心上料组件对接,所述视觉检测组件设置在旋转辊筒组件上方,所述剔料组件与旋转辊筒组件固定。
7、上述技术方案中,所述芯块为圆柱形结构,所述芯块从离心上料组件依次送出并进入进料组件,进料组件中的芯块整齐排列后按批次被送入视觉检测及剔料装置,每个批次包括多个芯块,在视觉检测及剔料装置中,旋转辊筒组件使所有芯块一起沿自身轴线转动,使芯块侧面的各个位置都可以被视觉检测组件检测到,视觉检测组件与后台的控制器或服务器连接,通过图像识别软件对芯块侧面进行缺陷分析,当检测出芯块侧面存在缺陷时,通过剔料组件将存在缺陷的芯块从旋转辊筒组件上剔除,剩余的芯块在进料组件将下一批次的芯块送入旋转辊筒组件时被推送到回收工位。上述方案实现了同时对多个芯块的自动化检测,提高检测效率。
8、作为优选,所述旋转辊筒组件包括辊筒固定架、并排设置的第一辊筒和第二辊筒、以及驱动第一辊筒和第二辊筒同步且同向转动的第一驱动件,第一辊筒和第二辊筒分别与辊筒固定架转动连接,第一驱动件安装在辊筒固定架上。
9、上述技术方案中,所述并排设置的第一辊筒和第二辊筒上方可以放置芯块,第一辊筒和第二辊筒同步且同向转动可以更好地驱动芯块转动,避免芯块在第一辊筒和第二辊筒上打滑。
10、作为优选,所述第一驱动件包括第一驱动电机、皮带传动组件和齿轮传动组件,第一驱动电机通过皮带传动组件带动第一辊筒转动,第一辊筒和第二辊筒通过齿轮传动组件传动连接;所述齿轮传动组件包括第一齿轮、第二齿轮和中间齿轮,所述第一齿轮和第二齿轮齿数相同,所述第一齿轮与第一辊筒的一端同轴固定,所述第二齿轮与第二辊筒的一端同轴固定,所述中间齿轮与辊筒固定架转动连接且中间齿轮分别与第一齿轮、第二齿轮啮合。所述齿轮传动组件可以驱动第一辊筒和第二辊筒同步且同向转动。
11、作为优选,所述剔料组件包括移动架、第二驱动件和气嘴,所述移动架与辊筒固定架沿第一辊筒轴线的方向滑动连接,所述气嘴安装在移动架上且对准第一辊筒上的芯块,所述第二驱动件驱动所述移动架在辊筒固定架上平移。上述技术方案中,所述气嘴与外部气源连通,可以将芯块吹离旋转辊筒组件,所述第二驱动件可以带动移动架和气嘴移动到指定位置。
12、作为优选,所述移动架上设有激光传感器,所述激光传感器与气嘴对准同一个芯块。所述激光传感器可以检测剔料是否成功。
13、作为优选,所述视觉检测组件包括光源和工业相机,所述光源和工业相机设置在旋转辊筒组件的相对两侧。所述结构可以避免光源和工业相机干涉,且光源可以使工业相机可以更加准确的检测出存在缺陷的芯块。
14、作为优选,所述进料组件包括进料固定架、进料轨道、夹爪组件和驱动组件,所述夹爪组件与进料固定架沿进料轨道长度方向滑动连接,所述驱动组件驱动夹爪组件在进料固定架移动,夹爪组件中的夹爪本体对准进料轨道上的芯块,所述进料轨道的两端分别与离心上料组件和进料组件对接。
15、上述技术方案中,当芯块在进料轨道上排列整齐后,夹爪组件可以夹紧最后一块芯块将一排芯块一起推进旋转辊筒组件。
16、作为优选,所述夹爪组件的数量为2个,2个夹爪组件分别设置在进料轨道上下两侧,2个夹爪组件有同一个驱动组件驱动且两侧移动方向相反。
17、上述技术方案中,所述驱动组件可以皮带传动机构,也可以是链条传动机构,且2个夹爪组件分别与皮带或链条的两侧固定,皮带或链条移动时,两个2个夹爪组件移动方向相反,可以实现对芯块的同步交替输送,节拍缩短1/2。且其中一个夹爪组件输送完成后,可以挡住进料轨道前端,当后续芯块在进料轨道上排列整齐后,后方的夹爪组件的夹爪本体夹紧芯块并向前移动,前方的夹爪组件的夹爪本体松开,并同步先后移动。
18、作为优选,所述离心上料组件的出口端设有出料运输皮带组件,出料运输皮带组件的两端分别对接进料组件离心上料组件,用于将离心上料组件上的芯块推送到进料组件上。所述出料运输皮带组件有驱动件和皮带传动组件组成,芯块位于皮带传动组件中的皮带上方。
19、作为优选,还包括机架,所述离心上料组件、进料组件和视觉检测及剔料装置分别与机架固定。
技术特征:
1.一种芯块外观缺陷检测设备,其特征是,包括:
2.根据权利要求1所述的一种芯块外观缺陷检测设备,其特征是,所述旋转辊筒组件包括辊筒固定架、并排设置的第一辊筒和第二辊筒、以及驱动第一辊筒和第二辊筒同步且同向转动的第一驱动件,第一辊筒和第二辊筒分别与辊筒固定架转动连接,第一驱动件安装在辊筒固定架上。
3.根据权利要求2所述的一种芯块外观缺陷检测设备,其特征是,所述第一驱动件包括第一驱动电机、皮带传动组件和齿轮传动组件,第一驱动电机通过皮带传动组件带动第一辊筒转动,第一辊筒和第二辊筒通过齿轮传动组件传动连接;所述齿轮传动组件包括第一齿轮、第二齿轮和中间齿轮,所述第一齿轮和第二齿轮齿数相同,所述第一齿轮与第一辊筒的一端同轴固定,所述第二齿轮与第二辊筒的一端同轴固定,所述中间齿轮与辊筒固定架转动连接且中间齿轮分别与第一齿轮、第二齿轮啮合。
4.根据权利要求2所述的一种芯块外观缺陷检测设备,其特征是,所述剔料组件包括移动架、第二驱动件和气嘴,所述移动架与辊筒固定架沿第一辊筒轴线的方向滑动连接,所述气嘴安装在移动架上且对准第一辊筒上的芯块,所述第二驱动件驱动所述移动架在辊筒固定架上平移。
5.根据权利要求4所述的一种芯块外观缺陷检测设备,其特征是,所述移动架上设有激光传感器,所述激光传感器与气嘴对准同一个芯块。
6.根据权利要求1或2或3或4或5所述的一种芯块外观缺陷检测设备,其特征是,所述视觉检测组件包括光源和工业相机,所述光源和工业相机设置在所述旋转辊筒组件的相对两侧。
7.根据权利要求1或2或3或4或5所述的一种芯块外观缺陷检测设备,其特征是,所述进料组件包括进料固定架、进料轨道、夹爪组件和驱动组件,所述夹爪组件与进料固定架沿进料轨道长度方向滑动连接,所述驱动组件驱动夹爪组件在进料固定架移动,夹爪组件中的夹爪本体对准进料轨道上的芯块,所述进料轨道的两端分别与离心上料组件和进料组件对接。
8.根据权利要求7所述的一种芯块外观缺陷检测设备,其特征是,所述夹爪组件的数量为2个,2个夹爪组件分别设置在进料轨道上下两侧,2个夹爪组件有同一个驱动组件驱动且两侧移动方向相反。
9.根据权利要求1或2或3或4或5所述的一种芯块外观缺陷检测设备,其特征是,所述离心上料组件的出口端设有出料运输皮带组件,出料运输皮带组件的两端分别对接进料组件离心上料组件,用于将离心上料组件上的芯块推送到进料组件上。
10.根据权利要求1或2或3或4或5所述的一种芯块外观缺陷检测设备,其特征是,所述离心上料组件的出口端设有出料运输皮带组件,出料运输皮带组件的两端分别对接芯块进料组件离心上料组件,用于将离心上料组件上的芯块推送到芯块进料组件上。
技术总结
本技术公开了一种芯块外观缺陷检测设备,包括:离心上料组件,用于将芯块依次送出离心上料组件;进料组件,其用于将离心上料组件送入的芯块依次排列,所述进料组件设置在离心上料组件下游;视觉检测及剔料装置,其设置在进料组件下游,所述视觉检测及剔料装置包括用于使芯块沿自身轴线转动的旋转辊筒组件、用于对芯块进行取像的视觉检测组件和用于将芯块从旋转辊筒组件剔除的剔料组件,所述旋转辊筒组件与离心上料组件对接,所述视觉检测组件设置在旋转辊筒组件上方,所述剔料组件与旋转辊筒组件固定。本技术提供了一种芯块外观缺陷检测设备,可以同时对多个芯块的自动化检测,提高检测效率。
技术研发人员:葛隽,王钟辉,祝林,王志刚
受保护的技术使用者:浙江国自机器人技术股份有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!