角度检测方法以及角度检测装置与流程
本发明涉及角度检测方法以及角度检测装置。
背景技术:
1、以往,作为能够准确地控制旋转位置的马达,已知有具备光学编码器、分解器等绝对角位置传感器的结构。然而,绝对角位置传感器是大型且昂贵的。因此,在专利文献1中公开了不使用绝对角位置传感器,而使用廉价且小型的3个磁传感器来推定马达的旋转位置的位置推定方法。
2、现有技术文献
3、专利文献
4、专利文献1:日本专利第6233532号公报
技术实现思路
1、发明所要解决的课题
2、在专利文献1所记载的位置推定方法中,能够使用廉价且小型的3个磁传感器高精度地推定旋转轴的机械角,但有时要求机械角的更高的推定精度。
3、用于解决课题的手段
4、本发明的角度检测方法中的一个方式是检测旋转轴的机械角的角度检测方法,所述角度检测方法具有如下工序:第1工序,取得从检测由所述旋转轴的旋转引起的磁通变化的3个磁传感器输出的信号作为传感器信号,所述3个传感器信号相互具有电角120°的相位差;第2工序,在机械角1个周期内提取所述3个传感器信号中的2个传感器信号相互交叉的交点以及所述3个传感器信号分别与基准信号电平交叉的零交叉点;第3工序,生成表示连接彼此相邻的所述交点和所述零交叉点的直线的一次函数θ(δx),所述δx是从所述直线的起点到所述直线上的任意点为止的长度,所述θ是与所述直线上的任意点对应的机械角;第4工序,搜索所述直线上的点中的、基于所述一次函数θ(δx)计算出的机械角θ与从设置于所述旋转轴的编码器取得的机械角θe的误差成为最大值的点作为误差最大点,取得从所述直线的起点到所述误差最大点为止的长度作为δx1;第5工序,基于以所述δx为横轴且以所述误差为纵轴的二轴坐标系中的点中的原点、顶点和第1控制点,计算第1曲线,所述原点是所述δx及所述误差为零的点,所述顶点是所述δx为所述δx1且所述误差为所述最大值的点,所述第1控制点是所述δx为零与δx1之间的值且所述误差为所述最大值的点;第6工序,针对所述直线上的多个点中的包含在所述直线的起点与所述误差最大点之间的点,根据所述第1曲线对基于所述一次函数θ(δx)计算出的机械角θ进行校正;第7工序,求出通过所述第6工序校正后的机械角θ与所述机械角θe的最大误差作为第1最大误差;第8工序,进行规定次数在向所述第1最大误差变小的方向变更所述第1控制点的δx的值之后,返回所述第5工序的操作;第9工序,基于所述二轴坐标系的点中的所述顶点、端点和第2控制点,计算第2曲线,所述端点是所述δx相当于所述直线的最大长度δxm且所述误差为零的点,所述第2控制点是所述δx为δx1与δxm之间的值且所述误差为所述最大值的点;第10工序,针对所述直线上的多个点中的包含在所述直线的终点与所述误差最大点之间的点,根据所述第2曲线对基于所述一次函数θ(δx)计算出的机械角θ进行校正;第11工序,求出通过所述第10工序校正后的机械角θ与所述机械角θe的最大误差作为第2最大误差;第12工序,进行规定次数在向所述第2最大误差变小的方向变更所述第2控制点的δx的值后,返回所述第9工序的操作;第13工序,保存所述第1最大误差最小的所述第1控制点的δx的值和所述第2最大误差最小的所述第2控制点的δx的值作为学习值;以及第14工序,基于所述学习值来校正所述机械角θ。
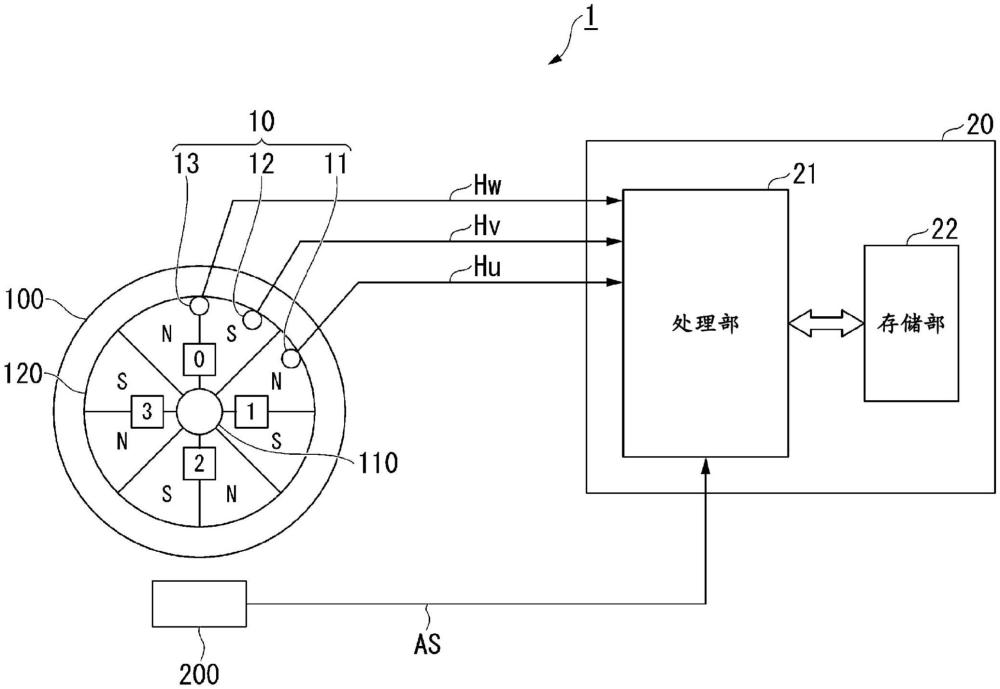
5、本发明的角度检测装置的一个方式是检测旋转轴的机械角的角度检测装置,所述角度检测装置具备:3个磁传感器,其检测由所述旋转轴的旋转引起的磁通变化;以及信号处理部,其对从所述3个磁传感器输出的信号进行处理。所述信号处理部执行如下处理:第1处理,取得从所述3个磁传感器输出的信号作为传感器信号,所述3个传感器信号相互具有电角120°的相位差;第2处理,在机械角1个周期内提取所述3个传感器信号中的2个传感器信号相互交叉的交点以及所述3个传感器信号分别与基准信号电平交叉的零交叉点;第3处理,生成表示连接彼此相邻的所述交点和所述零交叉点的直线的一次函数θ(δx),所述δx是从所述直线的起点到所述直线上的任意点为止的长度,所述θ是与所述直线上的任意点对应的机械角;第4处理,搜索所述直线上的点中的、基于所述一次函数θ(δx)计算出的机械角θ与从设置于所述旋转轴的编码器取得的机械角θe的误差成为最大值的点作为误差最大点,取得从所述直线的起点到所述误差最大点为止的长度作为δx1;第5处理,基于以所述δx为横轴且以所述误差为纵轴的二轴坐标系中的点中的原点、顶点和第1控制点,计算第1曲线,所述原点是所述δx及所述误差为零的点,所述顶点是所述δx为所述δx1且所述误差为所述最大值的点,所述第1控制点是所述δx为零与δx1之间的值且所述误差为所述最大值的点;第6处理,针对所述直线上的多个点中的包含在所述直线的起点与所述误差最大点之间的点,根据所述第1曲线对基于所述一次函数θ(δx)计算出的机械角θ进行校正;第7处理,求出通过所述第6处理校正后的机械角θ与所述机械角θe的最大误差作为第1最大误差;第8处理,进行规定次数在向所述第1最大误差变小的方向变更所述第1控制点的δx的值之后,返回所述第5处理的操作;第9处理,基于所述二轴坐标系的点中的所述顶点、端点和第2控制点,计算第2曲线,所述端点是所述δx相当于所述直线的最大长度δxm且所述误差为零的点,所述第2控制点是所述δx为δx1与δxm之间的值且所述误差为所述最大值的点;第10处理,针对所述直线上的多个点中的包含在所述直线的终点与所述误差最大点之间的点,根据所述第2曲线对基于所述一次函数θ(δx)计算出的机械角θ进行校正;第11处理,求出通过所述第10处理校正后的机械角θ与所述机械角θe的最大误差作为第2最大误差;第12处理,进行规定次数在向所述第2最大误差变小的方向变更所述第2控制点的δx的值后,返回所述第9处理的操作;第13处理,保存所述第1最大误差最小的所述第1控制点的δx的值和所述第2最大误差最小的所述第2控制点的δx的值作为学习值;以及第14处理,基于所述学习值来校正所述机械角θ。
6、发明效果
7、根据本发明的上述方式,提供一种能够提高旋转轴的机械角的推定精度(检测精度)的角度检测方法以及角度检测装置。
技术特征:
1.一种角度检测方法,检测旋转轴的机械角,其特征在于,所述角度检测方法具有如下工序:
2.根据权利要求1所述的角度检测方法,其特征在于,
3.根据权利要求1或2所述的角度检测方法,其特征在于,
4.根据权利要求1至3中的任一项所述的角度检测方法,其特征在于,
5.一种角度检测装置,其检测旋转轴的机械角,其特征在于,所述角度检测装置具备:
6.根据权利要求5所述的角度检测装置,其特征在于,
7.根据权利要求5或6所述的角度检测装置,其特征在于,
8.根据权利要求5至7中的任一项所述的角度检测装置,其特征在于,
技术总结
本发明的角度检测装置的一个方式具备:3个磁传感器,其检测由旋转轴的旋转引起的磁通变化;以及信号处理部,其对从3个磁传感器输出的信号进行处理。信号处理部取得从3个传感器信号输出的传感器信号,生成表示连接彼此相邻的交点和零交叉点的直线的一次函数θ(Δx),搜索基于一次函数θ(Δx)计算出的机械角θ与从编码器取得的机械角θe的误差成为最大值的点作为误差最大点,基于原点、顶点和第1控制点计算第1曲线,根据所述第1曲线校正基于一次函数θ(Δx)计算出的机械角θ,取得校正后的机械角θ与所述机械角θe的最大误差作为第1最大误差,进行规定次数在向第1最大误差变小的方向变更第1控制点的Δx的值之后返回第5处理。
技术研发人员:北野谷透,石上翔太
受保护的技术使用者:尼得科株式会社
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!