一种高速模切薄膜毛刺检测系统及检测方法与流程
本发明涉及毛刺检测领域,更具体的,涉及一种高速模切薄膜毛刺检测系统及检测方法。
背景技术:
1、目前薄膜经过刀片模切后会有概率出现毛刺,而这些毛刺的尺寸往往很小为微米级别,为了能够识别出这些毛刺需要采用高倍率的镜头进行拍摄,采用高倍率镜头带来的问题的第一个问题就是视野的变小,在保证生产速度不变的情况下,需要提高相机的拍摄帧率才能实现薄膜的全检,为了能够实现全检,相机的帧率往往需要设置到500帧左右,若采用传统的方法,相机采集图像后通过网络传输至上位机,上位机进行处理计算,那必定带来网络带宽不足和网络延时的问题;采用高倍率镜头带来的第二个问题是景深变小,若检测产品位置是固定不变的,那可忽略该问题,若产品位置存在一定的波动范围,那在检测的过程中容易出现产品模糊的现象,产品模糊后对于毛刺检测效果会大大的减弱。
2、本发明提出高速薄膜模切毛刺检测方法,能够克服网络传输带宽不足和高倍镜头景深小带来的问题。
技术实现思路
1、为了解决上述至少一个技术问题,本发明提出了一种高速模切薄膜毛刺检测系统及检测方法。
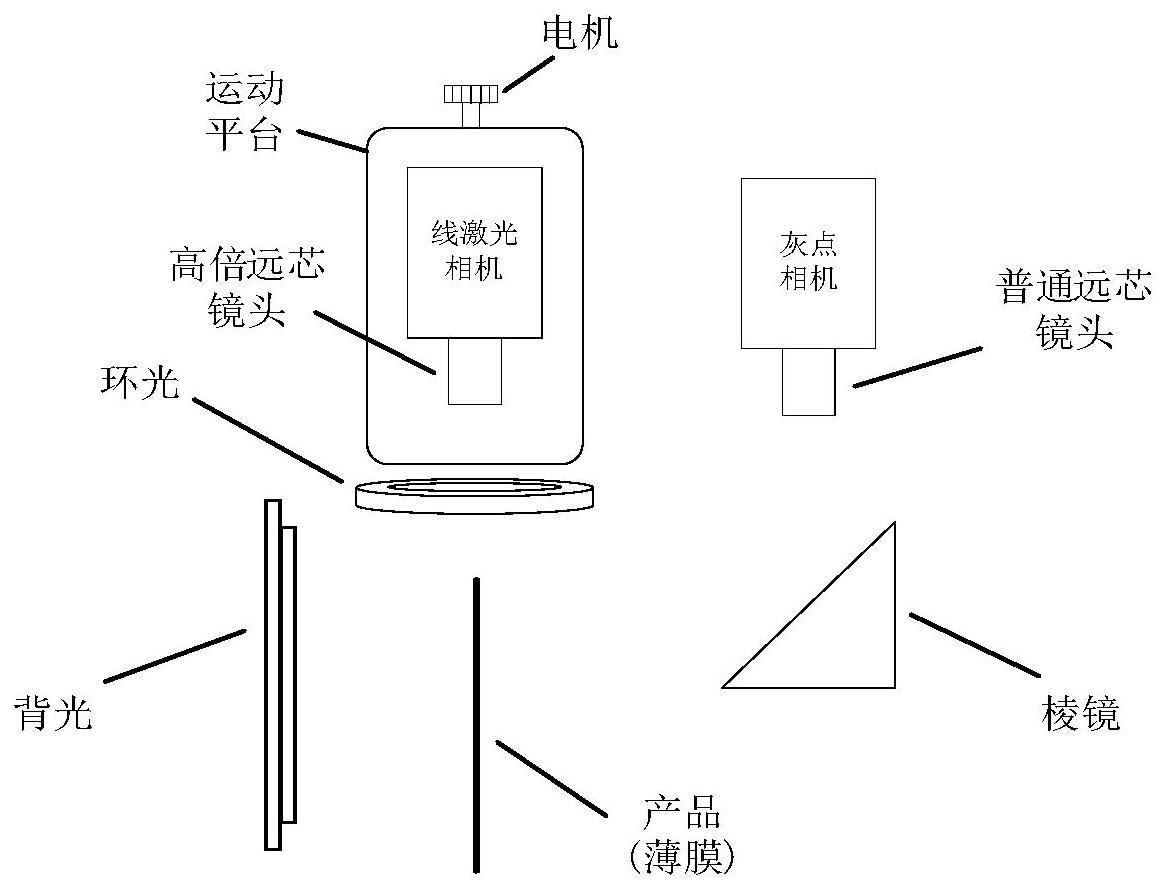
2、本发明第一方面提供了一种高速模切薄膜毛刺检测系统,包括:运动平台、第一相机、第二相机与棱镜;
3、所述运动平台一侧设置有第一相机,所述运动平台能带动所述第一相机移动;
4、所述第一相机一侧设置有第二相机,所述棱镜设置在第二相机的下方;
5、所述运动平台下方设置有薄膜,所述第一相机与所述第二相机均对薄膜进行拍照。
6、本发明一个较佳实施例中,所述薄膜一侧设置有背光板,所述背光板与所述棱镜对称设置在所述薄膜的两侧。
7、本发明一个较佳实施例中,所述第一相机为线激光相机,所述线激光相机下方设置有环形光源,所述第二相机为灰点相机。
8、本发明一个较佳实施例中,所述运动平台顶部设置有电机,所述电机用于带动所述第一相机沿竖直方向移动。
9、本发明第二方面提供了一种高速模切薄膜毛刺检测方法,应用于高速模切薄膜毛刺检测系统,包括如下步骤:
10、s 1,通过运动平台带动第一相机对薄膜进行扫描,并拍照薄膜边缘图像;
11、s2,第二相机同时拍摄薄膜图片,并通过直线拟合方式计算中心点坐标,
12、s3,通过电机调节第一相机与产品的距离,从而得出第一相机拍摄薄膜图片最清晰时的电机脉冲数,并计算出在第二相机中中心点坐标移动一个像素时对应电机运动的脉冲数大小,
13、s4,计算出产品每个位置对应的电机脉冲数,从而实现电机标定
14、本发明一个较佳实施例中,毛刺检测初始化方法如下:
15、s 101,初始化电机,对电机进行归零操作;
16、s 102,线激光相机与灰点相机开始采图;
17、s 103,对灰点相机采取的图片进行直线拟合,计算出拟合直线的中点坐标(x0,y0);
18、s 104,采用自动调焦方法获取线激光图片最清晰时的电机脉冲数。
19、本发明一个较佳实施例中,第一相机自动调焦方法如下:
20、s201,设置电机运动的脉冲范围[pmin,pmax]与电机每次运行的粗调脉冲步长pc和精调脉冲步长pa;
21、s202,将电机运动的脉冲设置为pmin,并将当前位置记为p0;
22、s203,计算当前位置线激光相机图片的清晰度并记录当前脉冲数;
23、s204,将电机位置移动至脉冲数p0+pc,并且p0=p0+pc;
24、s205,若电机位置p0小于pmax,则运行步骤s203,;若大于pmax,则获取清晰度最高处两端的电机脉冲数pcmin和pcmax;
25、s206,将电机运动的脉冲设置为pcmin,并将当前位置记为p0;
26、s207,计算当前位置线激光相机图片的清晰度并记录当前脉冲数;
27、s208,将电机位置移动至脉冲数p0+pa,并且p0=p0+pa;
28、s209,若电机位置p0小于pcmax,则运行步骤s207,;若大于pcmax,则获取最佳清晰度sbe st和最佳清晰度时的电机脉冲数pbest。
29、本发明一个较佳实施例中,计算单位像素电机脉冲数的自动标定流程如下:
30、s301,初始化电机,对电机进行归零操作;
31、s302,通过线激光相机与灰点相机对薄膜进行图像采集;
32、s303,通过观察灰点相机采取的图片,将图片中预拟合的线通过外部的运动平台移动至视野的最上端,并计算出拟合线中点(xup,yup);
33、s304,在步骤s303的条件下进行自动调焦获取最佳清晰度时的电机脉冲数pup;
34、s305,通过观察灰点相机采取的图片,将图片中预拟合的线通过外部的运动平台移动至视野的最下端,并计算出拟合线中点(xdown,ydown);
35、s306,在步骤s305的条件下进行自动调焦获取最佳清晰度时的电机脉冲数pdown;
36、s307,计算单位像素电机运动脉冲,计算公式如下:punit=(pup-pdown)/(yup-ydown)。
37、本发明一个较佳实施例中,毛刺检测过程中第一相机与第二相机的运动方法如下:
38、s401,线激光相机与灰点相机开始采图;
39、s402,获取单位像素电机运动脉冲数punit与产品静态下自动调焦获得的拟合线中点(x0,y0)与最佳清晰度时的电机脉冲数pbe st,将电机运动至pbest处,设置当前电机脉冲p0=pbest;
40、s403,对灰点相机采取的图片进行直线拟合,计算出拟合直线的中点坐标(x 1,y1);
41、s404,计算灰点相机上一帧与当前帧拟合中点的坐标差,进而计算出当前电机需要运动的脉冲差pd=(y1-y0)punit;
42、s405,判断脉冲差的绝对值的大小,若小于512个脉冲则运行步骤s403,若大于512个脉冲则运行步骤s406;
43、s406,将电机运动到脉冲数p0+pd处,并更新当前脉冲数p0=p0+pd,之后运行步骤s403。
44、本发明的上述技术方案相比现有技术具有以下优点:
45、本发明相机直接对图片进行处理,只需要将ng的图片通过网络传输,上传至上位机不但实现了实时检测的功能,还大大减轻了网络传输数据量,此外,通过电机控制线激光相机与产品的位置,调整相机景深,使产品更加清晰。
技术特征:
1.一种高速模切薄膜毛刺检测系统,其特征在于,包括:运动平台、第一相机、第二相机与棱镜;其特征在于,
2.根据权利要求1所述的一种高速模切薄膜毛刺检测系统,其特征在于,所述薄膜一侧设置有背光板,所述背光板与所述棱镜对称设置在所述薄膜的两侧。
3.根据权利要求1所述的一种高速模切薄膜毛刺检测系统,其特征在于,所述第一相机为线激光相机,所述线激光相机下方设置有环形光源,所述第二相机为灰点相机。
4.根据权利要求3所述的一种高速模切薄膜毛刺检测系统,其特征在于,所述运动平台顶部设置有电机,所述电机用于带动所述第一相机沿竖直方向移动。
5.一种高速模切薄膜毛刺检测方法,应用于权利要求4所述的一种高速模切薄膜毛刺检测系统,其特征在于,包括如下步骤:
6.根据权利要求5所述的一种高速模切薄膜毛刺检测方法,其特征在于,毛刺检测初始化方法如下:
7.根据权利要求6所述的一种高速模切薄膜毛刺检测方法,其特征在于,第一相机自动调焦方法如下:
8.根据权利要求7所述的一种高速模切薄膜毛刺检测方法,其特征在于,计算单位像素电机脉冲数的自动标定流程如下:
9.根据权利要求8所述的一种高速模切薄膜毛刺检测方法,其特征在于,毛刺检测过程中第一相机与第二相机的运动方法如下:
技术总结
本发明公开的一种高速模切薄膜毛刺检测系统及检测方法,其中检测系统包括运动平台、第一相机、第二相机与棱镜;所述运动平台一侧设置有第一相机,所述运动平台能带动所述第一相机移动;所述第一相机一侧设置有第二相机,所述棱镜设置在第二相机的下方;所述运动平台下方设置有薄膜,所述第一相机与所述第二相机均对薄膜进行拍照,本发明通过电机控制线激光相机与产品的位置,调整相机景深,使产品更加清晰。
技术研发人员:孙晓锋,张燕军
受保护的技术使用者:苏州中科行智智能科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!