非接触式的热轧钢卷卷径及塔形缺陷在线检测方法及系统
本发明属于板带材卷取,更具体地,涉及非接触式的热轧钢卷卷径及塔形缺陷在线检测方法及系统。
背景技术:
1、在板带材轧制生产过程中,卷取作为热轧工艺中最后一道关键工序,能否正常工作以及卷取效果的好坏直接关系到热连轧的生产和产品的质量。对卷取机的控制系统来说,无论是对其进行速度控制或是间接张力控制,都必须获取准确的实时卷径值,才能保证以恒定的张力控制卷取过程,保证钢卷质量。
2、传统的间接卷径计算法,如速度计算法、圈数计算法等在打滑或板带厚度控制不均的情况下对卷径计算的精度有较大影响。而塔形缺陷又是钢卷卷形缺陷中最常见的一类缺陷,目前主要是在卸卷之后或者在热轧带钢卷取完成之后钢卷运输的过程中由人工目视或利用其他激光、相机等检测仪器进行离线检测,浪费人工物力,效率较低,且检测环节与卷取环节脱节,难以形成系统化的控制和交互。
3、此外,有些现有技术中对钢卷塔形的检测方法为求出钢卷端部上最高高度与常规高度之间的高度差,从而获得塔形的数据,这样的方案首先需要对常规高度进行前期界定,其次只能单纯的识别塔形,无法具体区分塔形为内塔形、外塔形,也无法分辨塔形缺陷出现的钢卷层间位置。
技术实现思路
1、为解决上述传统卷径测量及塔形缺陷检测方法存在的问题,本发明的目的在于设计一种基于机器视觉的热轧钢卷卷径及塔形在线检测方法及系统,以非接触的方式对热轧钢卷卷取过程中的卷径及塔形缺陷在线检测,计算简单,精度较高,成本低且维护方便。
2、为实现上述目的,本发明提供了如下技术方案:
3、本发明提供了一种非接触式的热轧钢卷卷径及塔形缺陷在线检测方法,在钢卷径向一侧安装图像采集装置,并利用光源进行双侧打光;所述方法包括:
4、利用所述图像采集装置采集钢卷卷曲过程中的热轧钢卷图像数据;
5、通过i/o接口由通信网线接收所述热轧钢卷图像数据;
6、通过获取roi区域,分割图像特征和背景区域,并通过图像灰度变换、对比度增强和canny边缘滤波,突出图像边缘特征和过滤边缘区域噪点;
7、利用canny滤波算子提取图像的特征边缘,再通过形状或长度特征筛选算子筛选出钢卷的上下边缘及端面边缘特征,最后通过系统标定结果输出钢卷上下边缘的真实距离,即钢卷实际卷径值;
8、通过对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,识别是否为塔形缺陷。
9、进一步地,采集的钢卷图像区域范围包含钢卷上下边缘及其一侧的端面边缘所围成的矩形区域。
10、进一步地,通过对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,识别是否为塔形缺陷,包括:
11、通过对钢卷卷曲时最外层带钢端面边缘轮廓与钢卷上一层或内层带钢端面边缘轮廓轴向偏移量的实时动态对比,精确识别塔形缺陷。
12、进一步地,系统标定及图像处理和分析利用的机器视觉软件均为halcon算法库。
13、进一步地,还包括:将卷径检测结果反馈至卷取机张力控制系统中,对卷取张力的稳定控制进行反馈调节。
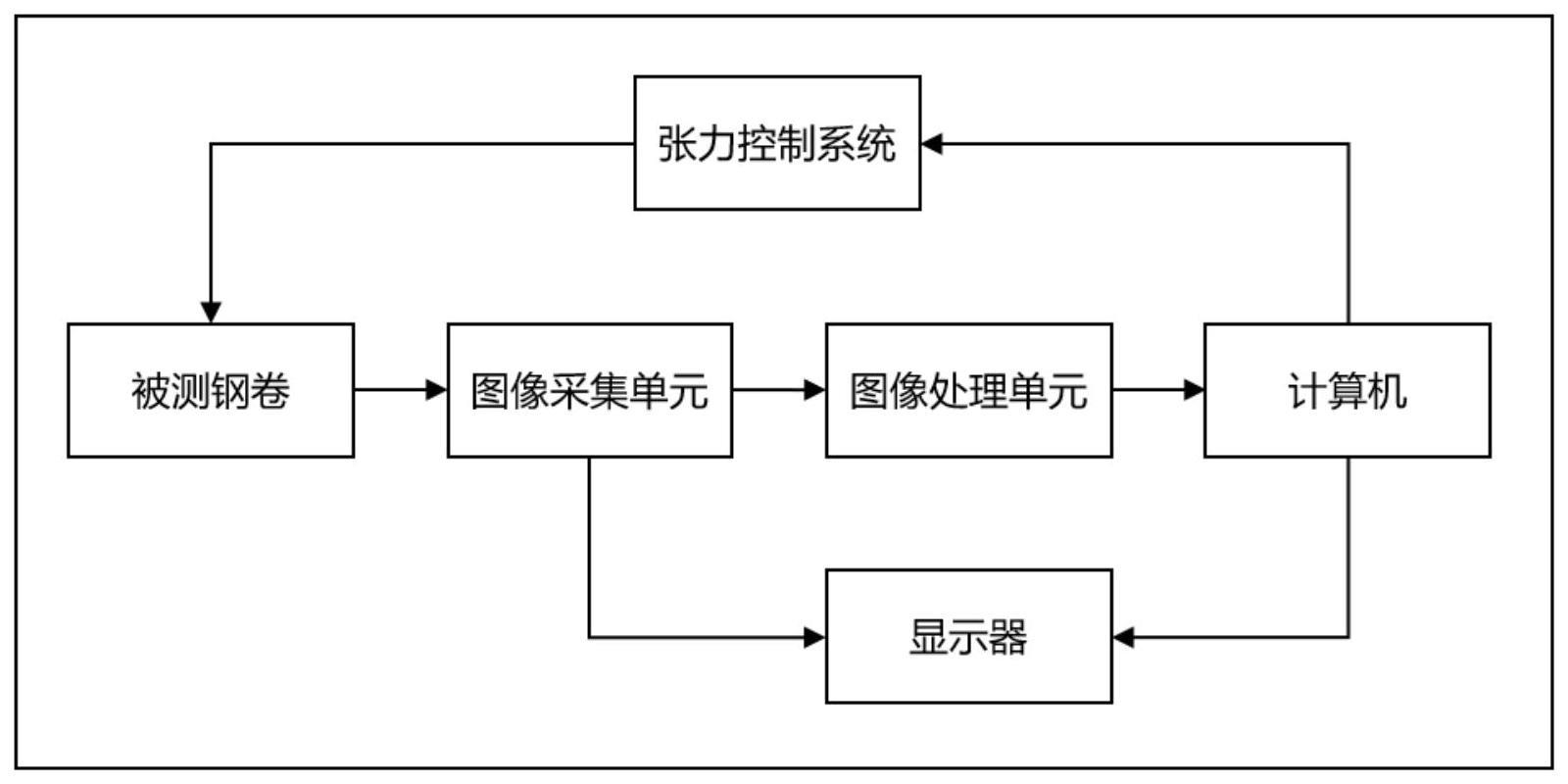
14、本发明还提供了一种非接触式的热轧钢卷卷径及塔形缺陷在线检测系统,所述系统包括:图像采集单元和图像处理单元;
15、所述图像采集单元包括:cmos工业相机及用于固定所述cmos工业相机的支承架;所述支承架固定于卷取机周围墙壁或设备金属结构上,
16、所述图像处理单元与所述图像采集单元通过i/o接口进行数据通信,所述图像处理单元采用如上述一种非接触式的热轧钢卷卷径及塔形缺陷在线检测方法,实现热轧钢卷卷径及塔形在线检测。
17、进一步地,所述系统还包括:用于接收所述图像处理单元获得的钢卷实时卷径值和塔形判别结果的计算机控制模块;
18、所述计算机控制模块包括:数据存储单元、反馈单元和采像系统控制单元;所述数据存储单元用于存储每一时刻钢卷的测量卷径值及钢卷端面边缘的坐标值和塔形判别结果;所述反馈单元用于将钢卷实时卷径值传输至卷取张力控制系统对卷取张力的稳定控制进行在线调控;所述采像系统控制单元用于用户根据实际工况对图像采集装置的帧率、增益等参数进行控制。
19、进一步地,所述系统还包括:显示模块,用于接收所述图像采集单元获取的钢卷实时图像,同时接收所述图像处理单元处理后获取的卷径、端面坐标及塔形判别结果,显示原始图像数据、卷径结果、钢卷端面点位数据偏移变化和塔形缺陷判别结果。
20、进一步地,所述图像采集单元还包括:相机冷却装置,所述相机冷却装置为水冷圆筒装置,在不影响镜头视野的前提下将相机布置在圆筒内。
21、进一步地,所述图像采集单元还包括:led条形光源;led条形光源背面打光突出钢卷上下边缘,正面同时打光突出钢卷端面边缘变化动态。
22、本发明的优点和积极效果:
23、(1)本发明提供的热轧钢卷卷径及塔形的的在线检测方法及系统,对钢卷塔形和卷径的检测均在热轧带钢卷曲过程中(带钢在卷取机上卷曲成卷中)进行在线检测,而且包含对钢卷卷取时动态卷径的检测。目的在于通过对卷径的检测实时调节带钢卷曲张力,从而控制卷形质量,通过对塔形的检测反映卷形质量的优劣,并调控由于张力波动原因导致的塔形缺陷。解决了离线检测方案存在的浪费人工物力,效率较低,且检测环节与卷取环节脱节,难以形成系统化的控制和交互的技术问题。此外,本发明通过机器视觉二维检测原理实现卷径和塔形的非接触在线检测,避免了传统方法中复杂的计算过程,降低了各测量步骤中可能存在的累计误差,而且装置简单,易于维护,成本较低,检测精度高效准确。
24、(2)本发明可通过对卷取过程中动态卷径的实时测量,反馈至卷取张力控制系统,从而调控带钢卷取张力,保证以恒定张力进行带钢卷取,提高带钢卷取成品率,保障优异的卷形质量,同时可通过各层轮廓边缘的轴向偏移量,实时反馈至卷取控制系统中,调控由于张力不稳而导致的塔形,并由偏移量反映调控效果,实现智能卷取控制。
25、(3)本发明对塔形缺陷的检测别出心裁,利用在线检测方法,对卷曲过程中每一层带钢的端部边缘点位坐标进行识别记录,通过对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,检测是否为塔形缺陷及塔形相关数据,包括通过对钢卷卷曲时最外层带钢端面边缘轮廓与钢卷上一层或内层带钢端面边缘轮廓轴向偏移量的实时动态对比,精确识别塔形缺陷,大大提高塔形的识别精度。
26、(4)本发明偏向于设备和塔形检测原理的创新,即通过新颖的工业相机和光源的布置方案,对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,识别是否为塔形缺陷及塔形相关数据,包括:通过对钢卷卷曲时最外层带钢端面边缘轮廓与钢卷上一层或内层带钢端面边缘轮廓轴向偏移量的实时动态对比,精确识别塔形缺陷。不同于现有技术中偏向于算法研究的塔形检测方法(即利用sobel算子、卷积神经网络等方法进行传统的表面缺陷检测,具体步骤为获取钢卷端面的整体图像,通过滤波、图像分割等步骤进行图像预处理,然后利用神经网络对缺陷特征进行分类识别),本发明通过对塔形检测原理创新后,只需使用视觉技术中的二维测量内容即可,因此从塔形缺陷检测原理上来说,本发明更加简单方便。
- 还没有人留言评论。精彩留言会获得点赞!