一种闸门套筒竣工验收检查工具及检查方法与流程
本发明涉及核电站施工,尤其涉及一种闸门套筒竣工验收检查工具及检查方法。
背景技术:
1、随着国家经济的发展,对能源的需求量越来越高,使得核电建设在我国有了广阔的发展空间和发展规模。内外壳闸门套筒管道作为连接核电站内外的通道,由于密封要求,对于其同心度要求较高,双壳结构施工不同步,使得内外壳闸门套筒套管检查成了难题,闸门套筒套管在核电施工中有多处,空间位置状态多样,通过全站仪测量对闸门套筒套管的中心很难定位,目前只能通过测量闸门套内支撑中心坐标检查套筒的位置质量,套管中心位置及套筒半径都不能准确确定,精度较差,影响了施工的质量。
技术实现思路
1、本发明的目的在于提供一种闸门套筒竣工验收检查工具及检查方法,以解决背景技术中存在的技术问题。
2、为实现上述目的,本发明的技术方案如下:
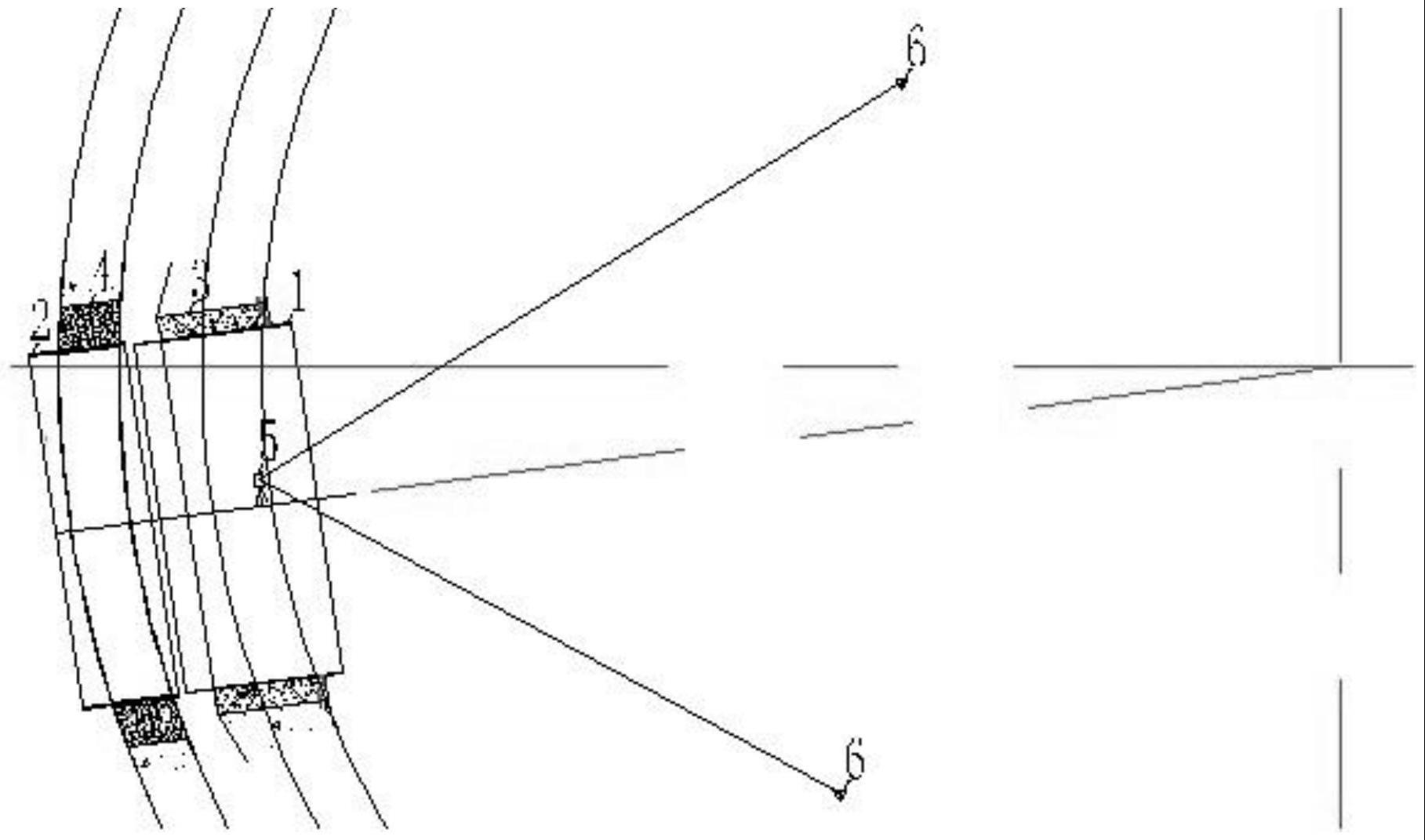
3、一种闸门套筒竣工验收检查工具,包括:全站仪和检查工具,所述检查工具包括:条形磁铁、反射片和角钢,所述条形磁铁固定连接在角钢竖部的外壁下侧,所述反射片设置有两个,两个反射片对称设置在角钢横部的内外两侧,所述反射片的中心线与闸门套筒内壁重合,所述条形磁铁吸附固定于闸门套筒的外壁上,所述全站仪用于测量反射片中心位置。
4、进一步的,所述角钢型号为l50×3,长度为30mm。
5、进一步的,所述闸门套筒由闸门套筒内壳和闸门套筒外壳组成。
6、一种闸门套筒竣工验收检查方法,应用一种闸门套筒竣工验收检查工具,其特征在于:包括以下步骤:
7、步骤一:全站仪架设,架设位置位于能通视闸门套筒内壳和闸门套筒外壳四个测量口的位置,同时全站仪与两个已知测量点通视;
8、步骤二:后视一个已知测量点,测量其三维坐标、距离和方位,测量另一已知测量点的三维坐标、距离和方位;
9、步骤三:根据步骤二中的测量值计算出全站仪位置坐标;
10、步骤四:将全站仪位置坐标存贮于全站仪;
11、步骤五:全站仪设置定向,并设置高程;
12、步骤六:开始测量,将检查工具安装在闸门套筒内壳或闸门套筒外壳内壁上的一个闸门套筒测量点位置处,将检查工具中的条形磁铁贴合于闸门套筒内壳或闸门套筒外壳外表面,角钢垂直于闸门套筒内壳或闸门套筒外壳,测量出反射片中心三维坐标,按圆周顺序分别测量出各闸门套筒测量点的三维坐标值;
13、步骤七:按顺序测量闸门套筒内壳内口、外口,闸门套筒外壳内口、外口各闸门套筒测量点的三维坐标值;
14、步骤八:对步骤七中测量出的点位坐标进行换算,以方便计算;
15、步骤九:计算闸门套筒内壳和闸门套筒外壳中心坐标,将闸门套筒内壳和闸门套筒外壳的位置按换算后坐标进行计算,半径按理论半径代入计算,得出中心坐标及各闸门套筒测量点实际半径;
16、步骤十:以计算结果的四点中的两端点为基准线,计算出另两处的坐标偏差,得出整体偏差结果。
17、进一步的,所述步骤八中的对步骤七中测量出的点位坐标进行换算的换算公式如下:
18、r=(x-x0)cosα+(y-y0)sinα
19、t=-(x-x0)sinα+(y-y0)cosα
20、h=h-h0
21、其中,(x0,y0)为反应堆厂房中心坐标,α为闸门中心轴线位置与反应堆厂房中心轴线的夹角,h0为闸门中心高程,x、y和h分别为闸门套筒测量点的三维坐标值。
22、进一步的,所述步骤十的计算过程如下:
23、hδ理论=h外+(h里-h外)dδ/d
24、tδ理论=t外+(t里-t外)dδ/d
25、δhδ=hδ-hδ理论
26、δtδ=tδ-tδ理论
27、其中,d为闸门套筒内壳内端点到闸门套筒外壳外端点的长度,dδ为闸门套筒测量点到闸门套筒外壳端点的距离。
28、进一步的,所述全站仪架设在闸门套筒里或架设在闸门套筒外,全站仪架设根据测量物位置及已知测量点位置自由设置。
29、进一步的,所述检查方法一般适用管径较大的闸门套管。
30、进一步的,所述闸门套筒测量点无需均匀布置,可根据精度要求设置点位。
31、与现有技术相比,本发明的有益效果是:
32、1、测量精度高,闸门套筒配合检查工具与闸门套筒内壁同轴,通过测量坐标可计算出闸门套筒中心坐标及实际半径情况,可精确确定闸门套筒中心的位置。
33、2、测量方便,架设一次仪器就可完成整个检查工作,有利保证测量的统一性。
34、3、结构简单,加工方便,检查工具由角钢及反射片组成,可快速加工,根据闸门套筒壁厚可灵活调整。
35、4、本发明经现场实验,质量可靠保障,施工方便、灵活,精度高,总之,采用本发明的一种闸门套筒竣工验收检查工具及检查方法,有效地保证了定位检查的精度,妥善解决了闸门套筒分段安装检查的问题,优化了施工进度,解决了不同墙体闸门套筒的空间同心度立体定位难题。
技术特征:
1.一种闸门套筒竣工验收检查工具,其特征在于:包括:全站仪和检查工具,所述检查工具包括:条形磁铁、反射片和角钢,所述条形磁铁固定连接在角钢竖部的外壁下侧,所述反射片设置有两个,两个反射片对称设置在角钢横部的内外两侧,所述反射片的中心线与闸门套筒内壁重合,所述条形磁铁吸附固定于闸门套筒的外壁上,所述全站仪用于测量反射片中心位置。
2.根据权利要求1所述的一种闸门套筒竣工验收检查工具,其特征在于:所述角钢型号为l50×3,长度为30mm。
3.根据权利要求1所述的一种闸门套筒竣工验收检查工具,其特征在于:所述闸门套筒由闸门套筒内壳和闸门套筒外壳组成。
4.一种闸门套筒竣工验收检查方法,应用权利要求1-3任意一项所述的闸门套筒竣工验收检查工具,其特征在于:包括以下步骤:
5.根据权利要求4所述的一种闸门套筒竣工验收检查方法,其特征在于:所述步骤八中的对步骤七中测量出的点位坐标进行换算的换算公式如下:
6.根据权利要求4所述的一种闸门套筒竣工验收检查方法,其特征在于:所述步骤十的计算过程如下:
7.根据权利要求4所述的一种闸门套筒竣工验收检查方法,其特征在于:所述全站仪架设在闸门套筒里或架设在闸门套筒外。
8.根据权利要求4所述的一种闸门套筒竣工验收检查方法,其特征在于:所述闸门套筒测量点无需均匀布置。
技术总结
本发明涉及核电站施工技术领域,尤其涉及一种闸门套筒竣工验收检查工具及检查方法,包括:全站仪和检查工具,所述检查工具包括:条形磁铁、反射片和角钢,所述条形磁铁固定连接在角钢竖部的外壁下侧,所述反射片设置有两个,两个反射片对称设置在角钢横部的内外两侧,所述反射片的中心线与闸门套筒内壁重合,所述条形磁铁吸附固定于闸门套筒的外壁上,所述全站仪用于测量反射片中心位置。本发明解决了闸门套筒同心度问题,只需架设一次仪器,而且架站灵活,测量快速,同心度检查工具具有使用方便、测量精度高等优点。
技术研发人员:单意志,侯成银,余世安,李海林,钱伏华
受保护的技术使用者:中国核工业华兴建设有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!