卷绕机视觉检测方法及设备与流程
本发明涉及动力锂电池芯包制作领域,具体而言,涉及一种卷绕机视觉检测方法及设备。
背景技术:
1、在锂电池卷绕生产的过程中,同一圈内和相邻圈间阴阳极片、上下隔膜四种物料间边缘的错位值是衡量卷绕出来的裸电芯是否合格的一项重要指标。对齐度超出标准要求的裸电芯如果未检测出来而以正常状态流入电池生产的后端工序,最后流入电动汽车中,会造成电池产生的安全事故。因此设计一种能够稳定、精确、兼容性好、实时的卷绕机视觉检测设备显得尤为重要。
技术实现思路
1、本发明的目的包括,例如,提供了一种卷绕机视觉检测方法及设备,其能够改善裸电芯的阴阳极片以及隔膜之间的对齐度无法精确稳定检测的问题。
2、本发明的实施例可以这样实现:
3、本发明的实施例提供了一种卷绕机视觉检测方法,用于对卷绕中的裸电芯进行检测,所述卷绕机视觉检测方法包括:
4、获取第一相机以及第二相机拍摄到的辊送到第一预设位置的料线内侧的两侧边沿的第一位置参数集;
5、获取第三相机以及第四相机拍摄到的卷绕电芯本体外侧的两侧边沿的第二位置参数集;
6、根据所述第一位置参数集,得到阴极at9、阴极片边沿与隔膜边沿之间的错位值;
7、根据所述第二位置参数集,得到阴极片边沿、阳极片边沿以及隔膜边沿之间的错位值;
8、其中,所述料线卷绕到卷针上形成所述卷绕电芯本体;所述第一相机以及所述第二相机并排间隔设置在机架上,且所述第一相机以及所述第二相机分别对应料线内侧第一预设位置的两侧边沿设置并进行拍摄;所述第三相机以及所述第四相机并排间隔设置在所述第一相机以及所述第二相机的下方,所述第三相机以及所述第四相机分别对应所述卷绕电芯本体外侧第二预设位置的两侧边沿设置并进行拍摄。
9、另外,本发明的实施例提供的卷绕机视觉检测设备还可以具有如下附加的技术特征:
10、可选地,所述获取第一相机以及第二相机拍摄到的辊送到第一预设位置的料线内侧的两侧边沿的第一位置参数集的步骤包括:获取第一相机以及第二相机拍摄到的辊送到第一预设位置的料线头部内侧的两侧边沿的第三位置参数集;
11、所述获取第三相机以及第四相机拍摄到的卷绕电芯本体外侧的两侧边沿的第二位置参数集的步骤包括:获取第三相机以及第四相机拍摄到的输送到第二预设位置的料线头部外侧的两侧边沿的第四位置参数集;
12、所述根据所述第一位置参数集,得到阴极at9、阴极片边沿与隔膜边沿之间的错位值的步骤包括:根据所述第三位置参数集,得到阴极at9头部、阴极片头部边沿与隔膜头部边沿之间的错位值;
13、所述根据所述第二位置参数集,得到阴极片边沿、阳极片边沿以及隔膜边沿之间的错位值的步骤包括:根据所述第四位置参数集,得到阴极片头部边沿、阳极片头部边沿以及隔膜头部边沿之间的错位值。
14、可选地,所述获取第一相机以及第二相机拍摄到的辊送到第一预设位置的料线内侧的两侧边沿的第一位置参数集的步骤包括:获取第一相机以及第二相机拍摄到的辊送到第一预设位置的料线尾部内侧的两侧边沿的第三位置参数集;
15、所述获取第三相机以及第四相机拍摄到的卷绕电芯本体外侧的两侧边沿的第二位置参数集的步骤包括:获取第三相机以及第四相机拍摄到的输送到第二预设位置的料线尾部外侧的两侧边沿的第四位置参数集;
16、所述根据所述第一位置参数集,得到阴极at9、阴极片边沿与隔膜边沿之间的错位值的步骤包括:根据所述第三位置参数集,得到阴极at9尾部、阴极片尾部边沿与隔膜尾部边沿之间的错位值;
17、所述根据所述第二位置参数集,得到阴极片边沿、阳极片边沿以及隔膜边沿之间的错位值的步骤包括:根据所述第四位置参数集,得到阴极片尾部边沿、阳极片尾部边沿以及隔膜尾部边沿之间的错位值。
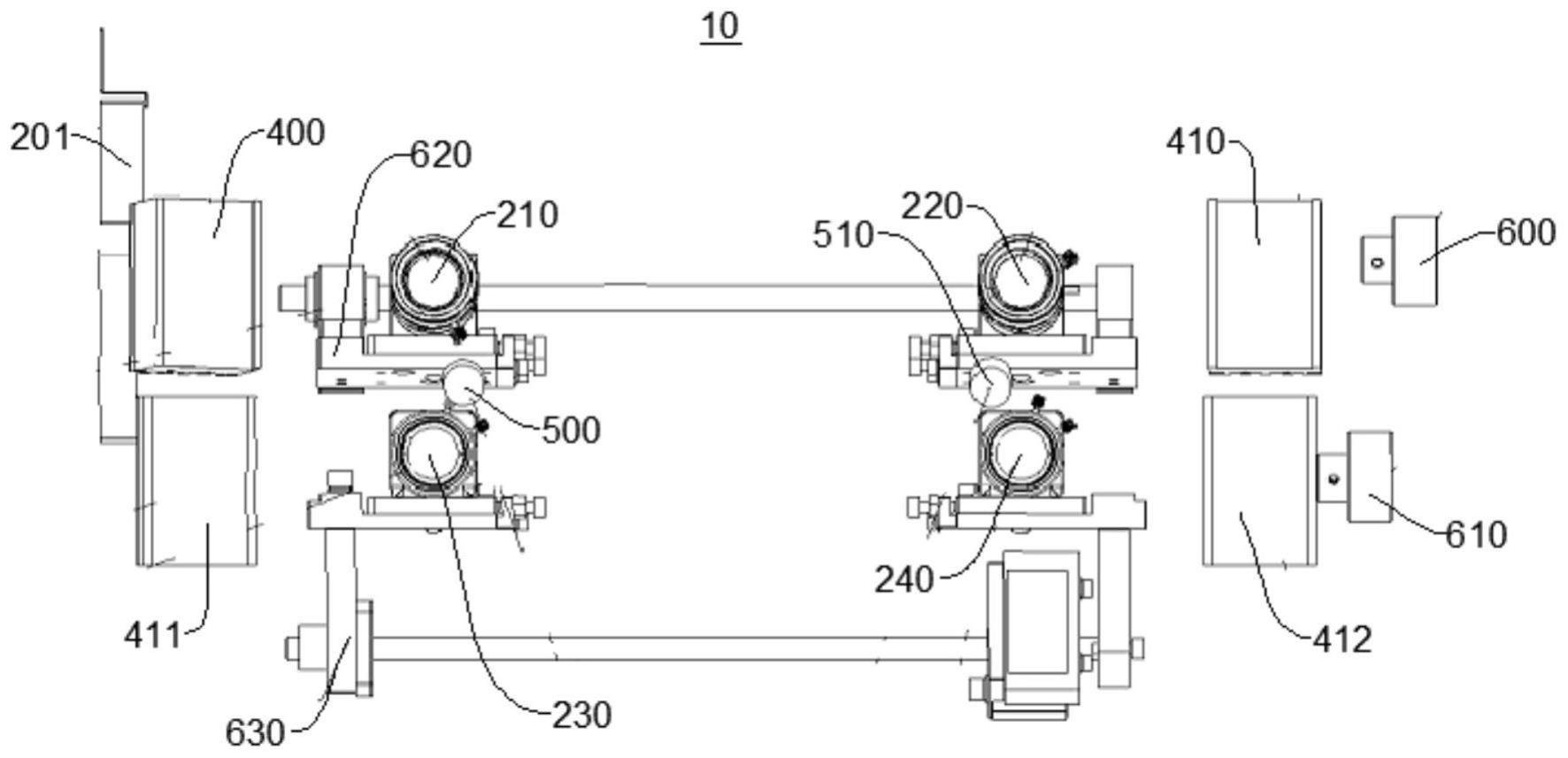
18、本发明的实施例还提供了一种卷绕机视觉检测设备,用于对卷绕中的裸电芯进行检测,所述卷绕机视觉检测设备包括机架、第一相机、第二相机、第三相机以及第四相机;所述第一相机以及所述第二相机并排间隔设置在所述机架上,且所述第一相机以及所述第二相机分别对应料线的两侧边沿设置并进行拍摄,以获得表征阴极at9、阴极片边沿与隔膜边沿之间的错位值;所述第三相机以及所述第四相机并排间隔设置在所述第一相机以及所述第二相机的下方,所述第三相机以及所述第四相机分别对应卷绕电芯本体的两侧边沿设置并进行拍摄,以获得表征阴极片边沿、阳极片边沿以及隔膜边沿之间的错位值。
19、可选地,所述第一相机以及所述第二相机以第一方向延伸的转动中心线可转动地设置在所述机架上且能够同步转动,以调节与料线之间的夹角;所述第一相机以及所述第二相机均能够沿所述第一方向相互靠近或者远离,所述第三相机能够与所述第一相机沿所述第一方向同步移动,所述第四相机能够与所述第二相机沿所述第一方向同步移动;并且所述第三相机以及所述第四相机均沿所述第二方向可移动地设置在所述机架上且能够同步移动,以调节与卷绕电芯本体之间的距离;所述第一方向为所述第一相机到所述第二相机的方向,所述第二方向与所述第一方向垂直。
20、可选地,所述卷绕机视觉检测设备还包括设置在所述机架上的呈弧形的第一刻度尺以及同时与所述第一相机以及第二相机固定的第一指针,所述第一指针用于在所述第一相机转动的过程中始终与所述第一刻度尺滑动配合,以指示出所述第一相机的转动角度。
21、可选地,所述卷绕机视觉检测设备还包括沿所述第二方向设置在所述机架上的第二刻度尺以及同时与所述第三相机以及所述第四相机固定的第二指针,所述第二指针用于在所述第三相机沿所述第二方向移动的过程中始终与所述第二刻度尺滑动配合,以指示出所述第三相机的移动距离。
22、可选地,所述卷绕机视觉检测设备还包括大板;所述机架沿所述第二方向可移动地设置在所述大板上,所述机架带动所述第一相机、所述第二相机、所述第三相机以及所述第四相机沿所述第二方向同步移动。
23、可选地,所述卷绕机视觉检测设备还包括设置在所述大板上的第三刻度尺以及与所述机架固定的第三指针,所述第三指针用于在所述机架移动的过程中始终与所述第三刻度尺滑动配合,以指示出所述机架的移动距离。
24、可选地,所述卷绕机视觉检测设备还包括第一光源、第二光源、第三光源以及第四光源;所述第一光源以及所述第二光源分别设置在所述第一相机以及所述第二相机的外侧,所述第三光源以及所述第四光源分别设置在所述第三相机以及所述第四相机的外侧;所述第一光源以及所述第二光源以所述第一方向延伸的转动中心线可转动地设置在所述机架上且能够同步转动,并且所述第一光源以及所述第二光源均能够沿所述第一方向移动,以使所述第一光源照射所述第一相机拍摄的视野范围,所述第二光源照射所述第二相机拍摄的视野范围;所述第三光源以及所述第四光源沿所述第一方向可移动地设置在所述机架上,以使所述第三光源照射所述第三相机拍摄的视野范围,所述第四光源照射所述第四相机拍摄的视野范围。
25、本发明实施例的卷绕机视觉检测方法及设备的有益效果包括,例如:
26、卷绕机视觉检测方法,包括获取第一相机以及第二相机拍摄到的辊送到第一预设位置的料线内侧的两侧边沿的第一位置参数集;获取第三相机以及第四相机拍摄到的卷绕电芯本体外侧的两侧边沿的第二位置参数集;根据所述第一位置参数集,得到阴极at9、阴极片边沿与隔膜边沿之间的错位值;根据所述第二位置参数集,得到阴极片边沿、阳极片边沿以及隔膜边沿之间的错位值。
27、通过第一相机、第二相机、第三相机以及第四相机,实时检测裸电芯四个角位同一圈内和相邻圈间阴阳极片、上下隔膜四种物料间边缘的错位值:有阴极和上层阳极之间的错位值、阴极at9与上层阳极之间的错位值、阴极和下层阳极之间的错位值、阴极和下隔膜之间的错位值、阳极和上隔膜之间的错位值。能够对卷绕过程中裸电芯四个角位同一圈内和相邻圈间阴阳极片、上下隔膜四种物料间边缘的错位值进行稳定、有效、精确的实时检测。
28、卷绕机视觉检测设备,用于实施上述的卷绕机视觉检测方法,能够改善裸电芯的阴阳极片以及隔膜之间的对齐度无法精确稳定检测的问题。
- 还没有人留言评论。精彩留言会获得点赞!