在制丝线香精计量仪表之间的动态监测预警方法与流程
本发明涉及计量仪表动态预警领域,尤其是一种在制丝线香精计量仪表之间的动态监测预警方法。
背景技术:
1、工业企业生产线中,流量计、电子称、地上衡安装在各关键工序中,是保障工艺质量指标控制的重要在线检测设备。随着生产线的规模,计量设备的数量随之增加;为了满足工艺指标的控制,计量精度内控标准往往高于国标;当出现计量精度超标时会直接造成产品质量事故,因此有必要通过技术防差错的手段或方法提前发现问题,消除质量问题隐患。传统的工艺预警方法是根据单一计量仪表的数据,算出工艺指标的精度,当精度大于或小于设定的阈值后,产生预警或报警,由于单一仪表不能有效反映出设备潜在问题,同时无法对关联工序计量仪表及本身工作状态做出准确的判定,并且精度的计算需要经过一段时间的累计值才能产生精度偏差,这种方式往往有严重的滞后性,一旦产生质量事故,给企业造成较大经济损失。
技术实现思路
1、为了解决上述技术问题,本发明设计了一种制丝线计量仪表之间的动态监测预警方法,通过分析前后计量仪表间的计量数据,动态监测物料流量是否存在异常;判断计量仪表本身和工艺生产是否正常,并做出预警或报警,操作人员发现预警或者报警后及时排查原因,避免隐性问题产生的质量事件。
2、为了实现本申请的发明目的,本申请采用以下技术方案:
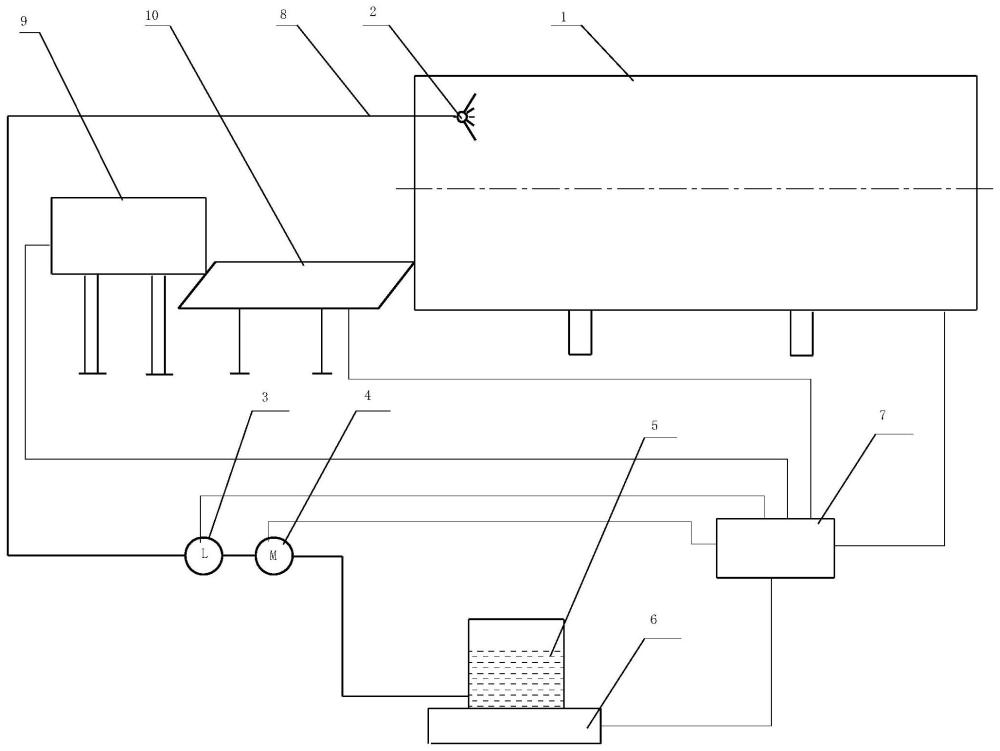
3、本发明的一种在制丝线香精计量仪表之间的动态监测预警方法,制丝线的加香精设备包括:加料滚筒、喷嘴、流量计、泵、料桶、地上衡、控制器、输送管道、电子皮带秤和输送振槽,香精装在料桶内,料桶放在地上衡上,输送管道与料桶底部连通,在输送管道上依次装有泵和流量计,输送管道的另一端装有喷嘴并伸入到加料滚筒内,电子皮带秤通过输送振槽向加料滚筒输送烟丝,控制器分别与泵、流量计、地上衡、电子皮带秤、输送振槽和加料滚筒相连,其中:在制丝线香精计量仪表之间的动态监测预警方法包括:
4、(一)、控制器定时采集电子皮带秤的瞬时流量和累计数;
5、(二)、在电子皮带秤向输送振槽供料的稳定状态下,在设定的时间间隔内,地上衡称量料桶的初始重量w0和终止重量w’,并将上述初始重量w0和终止重量w’传递给控制器,控制器计算出在设定的时间间隔内输送的香精重量:δw=w0-w’---公式(1);
6、(三)、控制器在上述设定的时间间隔内采集香精通过流量计瞬时流量及累计数g;
7、(四)、控制器将步骤(二)得到的δw与步骤(三)得到的g进行比较,得到误差m;
8、m=│δw-g│----公式(2)
9、(五)、当m<h1时,控制器不进行任何处理;当h2>m>h1时,控制器进行预警处理,预警信息显示在控制器的监视屏幕上,并控制器鸣笛进行预警;当m>h2时,控制器进行报警处理,报警信息显示在控制器的监视屏幕上,控制器鸣笛进行报警,直接引起加香机自动停机;停机后,操作者对泵、流量计、地上衡、喷嘴和输送管道进行检查,其中h1为预警阈值,h2为报警阈值。
10、本发明的在制丝线香精计量仪表之间的动态监测预警方法,其中:所述电子皮带秤向输送振槽供料的稳定状态是指在下述的起始点至终止点之间的香精加料过程,其中起始点是以电子皮带称的流量大于100kg/h的生产状态为开始;终止点是以电子皮带秤的流量小于100kg/h的尾料状态为结束,在起始点至终止点的香精加料过程中,设定的时间间隔为1分钟。
11、本发明的在制丝线香精计量仪表之间的动态监测预警方法,其中:预警鸣笛的声音为低频的声音;报警鸣笛的声音为高频的声音。
12、本发明的在制丝线香精计量仪表之间的动态监测预警方法具有以下有益效果:
13、本发明所涉及的制丝线计量仪表之间的动态监测预警方法,不仅是通过动态计算加料或加香比例合格率监测单个计量仪表的精度,而且还要监测关联料桶地上衡计量仪表的重量误差,实现了组合、关联计量仪表之间的动态监测;为生产工艺筑起一道质量保护防线,同时提前发现隐患,提高了生产效率,为精准操作、精准控制夯实基础。本发明根据生产线关键工序计量仪表的安装位置,通过获得计量仪表实时数据,经过分析处理产生误差m,通过分析误差m和预警阈值h1和报警阈值h2的关系,判断计量仪表本身是否存在计量问题,同时判断是否工艺质量监测预警或报警,当工作人员接收到工艺质量预警或报警提醒后,进行相应的原因排查,实现前后级计量设备的动态监测预警报警功能。
技术特征:
1.一种在制丝线香精计量仪表之间的动态监测预警方法,制丝线的加香精设备包括:加料滚筒(1)、喷嘴(2)、流量计(3)、泵(4)、料桶(5)、地上衡(6)、控制器(7)、输送管道(8)、电子皮带秤(9)和输送振槽(10),香精装在料桶(5)内,料桶(5)放在地上衡(6)上,输送管道(8)与料桶(5)底部连通,在输送管道(8)上依次装有泵(4)和流量计(3),输送管道的另一端装有喷嘴(2)并伸入到加料滚筒(1)内,电子皮带秤(9)通过输送振槽(10)向加料滚筒(1)输送烟丝,控制器(7)分别与泵(4)、流量计(3)、地上衡(6)、电子皮带秤(9)、输送振槽(10)和加料滚筒(1)相连,其特征在于:在制丝线香精计量仪表之间的动态监测预警方法包括:
2.如权利要求1所述的在制丝线香精计量仪表之间的动态监测预警方法,其特征在于:所述电子皮带秤(9)向输送振槽(10)供料的稳定状态是指在下述的起始点至终止点之间的香精加料过程,其中起始点是以电子皮带称(9)的流量大于100kg/h的生产状态为开始;终止点是以电子皮带秤(9)的流量小于100kg/h的尾料状态为结束,在起始点至终止点的香精加料过程中,设定的时间间隔为1分钟。
3.如权利要求2所述的在制丝线香精计量仪表之间的动态监测预警方法,其特征在于:预警鸣笛的声音为低频的声音;报警鸣笛的声音为高频的声音。
技术总结
本发明的一种在制丝线香精计量仪表之间的动态监测预警方法包括:控制器定时采集电子皮带秤的瞬时流量和累计数;在电子皮带秤向输送振槽供料的稳定状态下,在设定的时间间隔内,地上衡称量料桶的初始重量W<subgt;0</subgt;和终止重量W’,并将上述初始重量W<subgt;0</subgt;和终止重量W’传递给控制器,控制器计算出在设定的时间间隔内输送的香精重量;控制器在上述设定的时间间隔内采集香精通过流量计瞬时流量及累计数G;控制器将ΔW与G进行比较得到误差m;当m>H2时,控制器进行报警处理,报警信息显示在控制器的监视屏幕上,控制器鸣笛进行报警,直接引起加香机自动停机;操作者对泵、流量计、地上衡、喷嘴和输送管道进行检查。
技术研发人员:纳淑泉,李毅,赵艺君,王瑞寒,周进宝
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!