一种封头焊缝采用DR拍片检测工装及其检测方法与流程
本发明涉及焊缝检测设备的,特别是用于对低温液体槽车罐箱两端封头的焊缝进行检测的检测工装,具体地说是一种封头焊缝采用dr拍片检测工装及其检测方法。
背景技术:
1、低温液体槽车罐箱是一种用于运输低温液体的压力容器,罐箱通常由外罐和安装在该外罐内的内罐组成。无论是外罐还是内罐,它们都是由圆筒形的罐体和两端的封头焊接形成。由于罐箱通常体积较大,其封头一般也是由多块弧形的钢板焊接拼成。
2、为了保证焊缝的质量,目前国内封头焊缝无损检测基本上都是采用x射线检测和超声检测。但是,普通的x射线检测都需要底片,直接成本和工序成本都比较高,而且生产效率低。超声检测因为有局限性,很少用于封头拼缝检测,而且规范上优先建议采用x射线检测。
3、dr拍片检测即x射线数字成像检测很少用于封头焊缝无损检测,国内仅有的少量厂家采用dr也只能检测位于封头正中心的拼接焊缝,因此无法对封头焊缝进行全面检测。
技术实现思路
1、本发明所要解决的技术问题是针对上述现有技术的现状,而提供一种封头焊缝采用dr拍片检测工装及其检测方法,该检测工装使用成本低、效能高,能对封头焊缝进行全面无损检测,并且其检测方法简单,操作容易。
2、本发明解决上述技术问题所采用的技术方案为:
3、一种封头焊缝采用dr拍片检测工装,包括设置在探伤房内的探杆升降装置和用于带动封头前后移动检测的检测小车;探杆升降装置上下升降地带动有射线管探杆和成像板探杆;射线管探杆的前端安装有x射线管装置,成像板探杆上设有成像板驱动装置,成像板驱动装置包括固定安装在成像板探杆上的驱动机箱以及受该驱动机箱驱动能作上下旋转和伸缩运动的成像板支杆;成像板支杆的前端安装有用于配合与x射线管装置对封头上的焊缝进行检测的成像板;检测小车上在相对靠近前端处设有封头夹持升降装置,该封头夹持升降装置用于夹持封头并将夹持的封头提升至设定的检测高度;检测小车配设有用于将封头送至封头夹持升降装置的夹持区域中的封头小车。
4、为优化上述技术方案,采取的具体措施还包括:
5、上述探杆升降装置包括能沿探伤房内铺设的导向槽道左右移动的装置机架以及安装在该装置机架上用于驱动装置机架行走的行走电机;装置机架的前面安装有升降导板以及滑动设置在该升降导板上的上滑块和下滑块;射线管探杆的尾端固定安装在上滑块上,成像板探杆的尾端固定安装在下滑块上;装置机架设有用于驱动上滑块上下升降的上滑块伺服电机和用于驱动下滑块上下升降的下滑块伺服电机。
6、上述的封头由四块弧形的钢板拼接构成,四块钢板拼接后具有三条弧形走向的焊缝;三条焊缝由左至右依次包括左侧焊缝、中心焊缝和右侧焊缝。
7、上述的检测小车上设有供封头小车沿检测小车的中心轴线前后移动的移动导轨;封头小车上设有通过旋转使封头中心焊缝的起始点正对检测小车中心轴线的转盘,转盘上固定安装有三个用于支撑封头的支撑柱,三个支撑柱呈等腰三角形分布。
8、上述的封头夹持升降装置由两个能单独控制升降的封头夹持升降机组成;两个封头夹持升降机中的一个设置在检测小车的左侧,两个封头夹持升降机中的另一个设置在检测小车的右侧;夹持区域位于左侧封头夹持升降机和右侧封头夹持升降机之间。
9、上述的封头夹持升降机包括纵向设置的升降机架,升降机架中转动地安装有升降螺杆,该升降螺杆上螺旋带动有能沿升降机架上下移动的夹持托架,夹持托架与封头两侧钢板的底部夹持支撑相配合,升降机架的顶部安装有用于驱动升降螺杆旋转带动夹持托架升降的夹持升降电机。
10、上述的探伤房安装有铅门和用于驱动铅门打开或关闭的铅门电动机;探伤房内的地面上铺设有供检测小车前后移动的检测导轨。
11、本发明还提供了一种封头焊缝采用dr拍片检测工装的检测方法,该方法依次包括以下步骤:
12、步骤一:检测小车在探伤房外装载封头,利用吊装机构在车间将封头端口平面朝上地吊装到封头小车上,然后转动封头小车的转盘,并利用红外线使封头中心焊缝的起始点正对检测小车的中心轴线;将封头小车开到封头夹持升降装置的夹持区域内,启动封头夹持升降装置将封头夹持住,并提升到设定的检测高度;封头提升后再将封头小车从夹持区域开出;
13、步骤二:将检测小车沿铺设的轨道开送进探伤房进入到初始检测位,待人员退出后,关闭铅门,准备检测;
14、步骤三:左右移动探杆升降装置,并利用探杆升降装置上下调节射线管探杆和成像板探杆的高度,使x射线管装置和成像板处于合适的检测位置;
15、步骤四:启动检测程序,在检测过程中,检测小车按程序设定的速度向前移动,成像板按程序设定的方式随封头弧形外表面的走向作上、下、前、后旋转摆动,x射线管装置按程序设定的方式随封头弧形内表面的走向作上、下、前、后旋转摆动,直至完成封头中心焊缝的检测;
16、步骤五:中心焊缝检测完毕后,移开探杆升降装置,检测小车退回初始检测位后,再通过控制左侧封头夹持升降机下降,右侧的封头夹持升降机上升来转动封头,使封头的左侧焊缝所在的平面垂直于地面;然后重复步骤三和步骤四,直至完成封头左侧焊缝的检测;
17、步骤六:左侧焊缝检测完毕后,移开探杆升降装置,检测小车退回初始检测位后,再通过左侧封头夹持升降机上升,右侧封头夹持升降机下降来转动封头,使封头的右侧焊缝所在的平面垂直于地面;然后重复步骤三和步骤四,直至完成封头右侧焊缝的检测;
18、步骤七:完成封头所有焊缝的检测工作后,打开探伤房的铅门,移开探杆升降装置,再利用左右侧的封头夹持升降机的升降将封头的端口平面旋转至水平状态,然后启动检测小车,开到探伤房外面,将封头小车开至封头夹持升降装置的中心位置,再启动封头夹持升降装置将封头放到封头小车上,封头小车开离封头夹持升降装置的夹持区域后,再用吊装机构将封头卸下,完成整个检测工作。
19、与现有技术相比,本发明在射线管探杆的前端安装有x射线管装置,x射线管装置即x射线数字成像装置,采用x射线管装置对封头焊缝检测,无需底片,使用成本低、效能高。检测小车上安装有封头夹持升降装置,能利用封头夹持升降装置将封头夹持定位,同时还能通过封头夹持升降装置上下旋转封头,使封头上不同位置的弧形焊缝均能达到检测所需的角度要求。本发明的检测方法简单高效,不仅能对封头中心的中心焊缝进行检测,还能对中心焊缝两侧的焊缝进行检测,检测全面、高效。
技术特征:
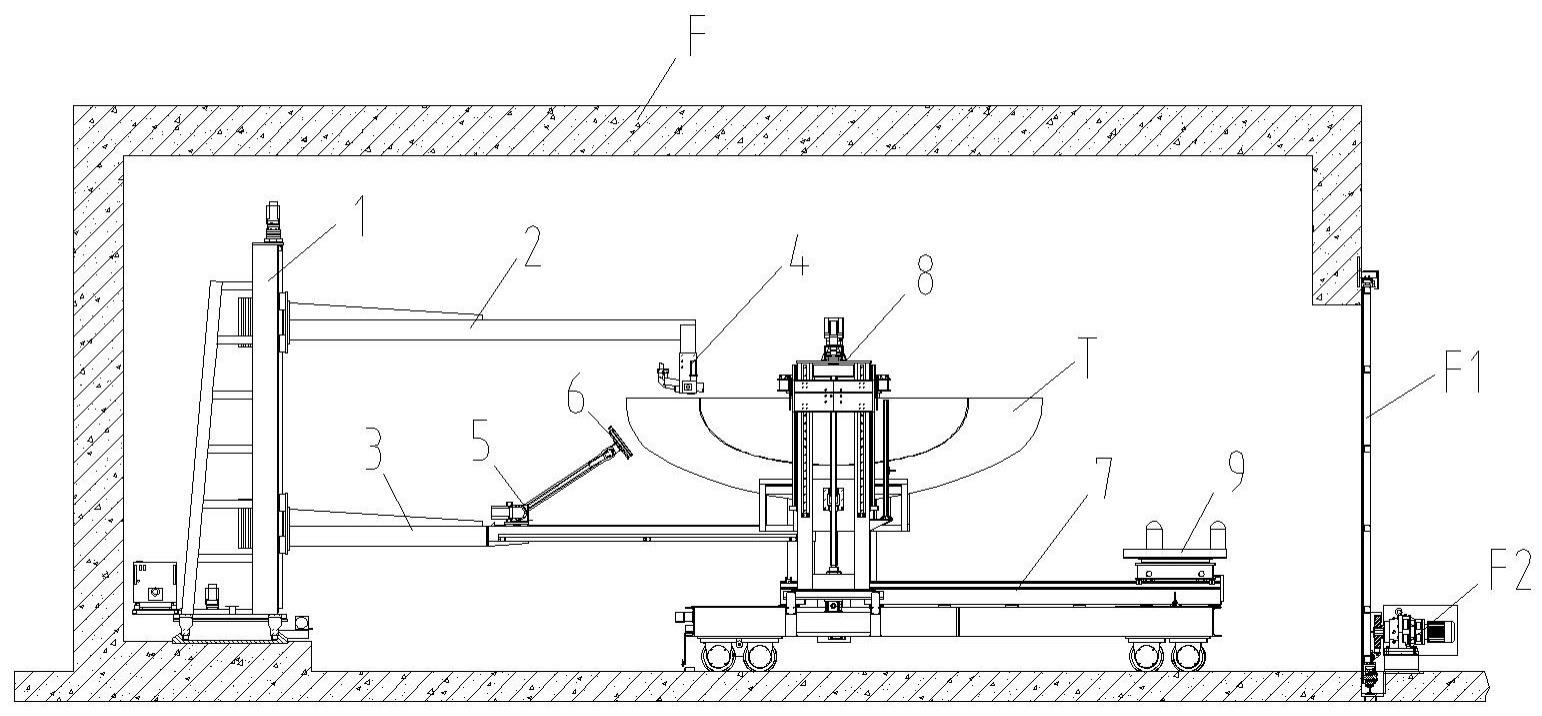
1.一种封头焊缝采用dr拍片检测工装,包括设置在探伤房(f)内的探杆升降装置(1)和用于带动封头(t)前后移动检测的检测小车(7);所述的探杆升降装置(1)上下升降地带动有射线管探杆(2)和成像板探杆(3);其特征是:所述射线管探杆(2)的前端安装有x射线管装置(4),所述的成像板探杆(3)上设有成像板驱动装置(5),所述的成像板驱动装置(5)包括固定安装在成像板探杆(3)上的驱动机箱(51)以及受该驱动机箱(51)驱动能作上下旋转和伸缩运动的成像板支杆(52);所述成像板支杆(52)的前端安装有用于配合与x射线管装置(4)对封头(t)上的焊缝进行检测的成像板(6);所述的检测小车(7)上在相对靠近前端处设有封头夹持升降装置(8),该封头夹持升降装置(8)用于夹持封头(t)并将夹持的封头(t)提升至设定的检测高度;所述的检测小车(7)配设有用于将封头(t)送至封头夹持升降装置(8)的夹持区域中的封头小车(9)。
2.根据权利要求1所述的一种封头焊缝采用dr拍片检测工装,其特征是:所述探杆升降装置(1)包括能沿探伤房(f)内铺设的导向槽道(d)左右移动的装置机架(11)以及安装在该装置机架(11)上用于驱动装置机架(11)行走的行走电机(12);所述装置机架(11)的前面安装有升降导板(13)以及滑动设置在该升降导板(13)上的上滑块(14)和下滑块(15);所述射线管探杆(2)的尾端固定安装在上滑块(14)上,所述成像板探杆(3)的尾端固定安装在下滑块(15)上;所述的装置机架(11)设有用于驱动上滑块(14)上下升降的上滑块伺服电机(16)和用于驱动下滑块(15)上下升降的下滑块伺服电机(17)。
3.根据权利要求2所述的一种封头焊缝采用dr拍片检测工装,其特征是:所述的封头(t)由四块弧形的钢板拼接构成,四块所述的钢板拼接后具有三条弧形走向的焊缝;三条焊缝由左至右依次包括左侧焊缝(t1)、中心焊缝(t2)和右侧焊缝(t3)。
4.根据权利要求3所述的一种封头焊缝采用dr拍片检测工装,其特征是:所述的检测小车(7)上设有供封头小车(9)沿检测小车(7)的中心轴线前后移动的移动导轨;所述的封头小车(9)上设有通过旋转使封头(t)中心焊缝(t2)的起始点正对检测小车(7)中心轴线的转盘(91),所述的转盘(91)上固定安装有三个用于支撑封头(t)的支撑柱(92),三个所述的支撑柱(92)呈等腰三角形分布。
5.根据权利要求4所述的一种封头焊缝采用dr拍片检测工装,其特征是:所述的封头夹持升降装置(8)由两个能单独控制升降的封头夹持升降机(81)组成;两个所述的封头夹持升降机(81)中的一个设置在检测小车(7)的左侧,两个所述的封头夹持升降机(81)中的另一个设置在检测小车(7)的右侧;所述的夹持区域位于左侧封头夹持升降机(81)和右侧封头夹持升降机(81)之间。
6.根据权利要求5所述的一种封头焊缝采用dr拍片检测工装,其特征是:所述的封头夹持升降机(81)包括纵向设置的升降机架(811),所述的升降机架(811)中转动地安装有升降螺杆(812),该升降螺杆(812)上螺旋带动有能沿升降机架(811)上下移动的夹持托架(813),所述的夹持托架(813)与封头(t)两侧钢板的底部夹持支撑相配合,所述升降机架(811)的顶部安装有用于驱动升降螺杆(812)旋转带动夹持托架(813)升降的夹持升降电机(814)。
7.根据权利要求6所述的一种封头焊缝采用dr拍片检测工装,其特征是:所述的探伤房(f)安装有铅门(f1)和用于驱动铅门(f1)打开或关闭的铅门电动机(f2);所述探伤房(f)内的地面上铺设有供检测小车(7)前后移动的检测导轨。
8.根据权利要求7所述的一种封头焊缝采用dr拍片检测工装的检测方法,其特征是:该方法依次包括以下步骤:
技术总结
本发明公开了一种封头焊缝采用DR拍片检测工装,包括设置在探伤房内的探杆升降装置和检测小车;探杆升降装置上下升降地带动有射线管探杆和成像板探杆;射线管探杆的前端安装有X射线管装置,成像板探杆上设有成像板驱动装置,成像板驱动装置包括驱动机箱以及成像板支杆;成像板支杆的前端安装有成像板;检测小车上设有封头夹持升降装置,封头夹持升降装置用于夹持封头并将夹持的封头提升至设定的检测高度;检测小车配设有封头小车。本工装采用X射线数字成像技术检测封头焊缝,无需底片,使用成本低、效能高。其检测方法共分有七个步骤,不仅能检测封头的中心焊缝,而且还能对中心焊缝两侧的焊缝进行检测。
技术研发人员:周秀林,虞诚杰,张哲涵
受保护的技术使用者:宁波明欣化工机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!