极片外观检测装置及电池加工系统的制作方法
本发明涉及电池加工的,尤其涉及一种极片外观检测装置及电池加工系统。
背景技术:
1、随着近些年来新能源汽车行业的飞速发展,市场对于动力电池的需求量也在不断增长,与此同时也对动力电池的使用性能提出了更高要求。动力电池的核心部件为极片,为了保证极片裁切后的外形尺寸符合设计要求,极片加工过程中通常会采用尺寸检测装置对裁切后的极片进行外形尺寸检测。检测的具体过程大致为:裁切后的极片通过负压皮带输送机构传送至检测工位,负压皮带的宽度设计为小于极片的宽度,从而使极片的宽度方向的两侧能从负压皮带的两侧伸出,此时下方的背光源照射极片的背面,上方的ccd拍照抓取极片的边缘,从而便能测得极片的外形尺寸。
2、然而,当生产不同尺寸电芯时,由于极片的尺寸也发生改变,为了保证极片的两侧能够有效露出负压皮带的两侧,因此就需要将真空输送主体结构拆除并进行更换,换型成本高,实施难度大,更换周期长,影响生产效率。
技术实现思路
1、有鉴于此,本发明提供了一种极片外观检测装置及电池加工系统,用于解决现有技术中换型成本高,实施难度大,更换周期长,影响生产效率的问题。
2、为达上述之一或部分或全部目的或是其他目的,本发明提出一种极片外观检测装置,其包括:
3、输送主体,所述输送主体包括驱动组件和真空板,所述真空板设有可拆变段,所述可拆变段包括多个拼接体,多个所述拼接体可拆卸组装配合以实现所述可拆变段的宽度可调;
4、负压输送带,所述负压输送带套设于所述输送主体的外部,且所述负压输送带与所述驱动组件驱动配合并能相对所述输送主体旋转,所述负压输送带与所述真空板气路连通;以及
5、第一盖板组和第二盖板组,所述第一盖板组可拆卸地设置于所述输送主体并布设于所述负压输送带的宽度方向的一侧,所述第二盖板组可拆卸地设置于所述输送主体并布设于所述负压输送带的宽度方向的另一侧。
6、在其中一个实施例中,每个所述拼接体均设有相连通的真空腔室和连通孔,相邻两个所述拼接体的其中之一设有第一连接部、其中另一设有第二连接部,所述第一连接部与所述第二连接部可拆卸连接以使相邻两个所述拼接体组配,并使相邻两个连通孔对接连通以及使相邻两个所述真空腔室连通。
7、在其中一个实施例中,所述输送主体还包括密封环,所述密封环密封装设于相邻两个所述连通孔的接合处。
8、在其中一个实施例中,所述可拆变段位于所述真空板的中间段位置,且与检测工位对应设置。
9、在其中一个实施例中,所述第一盖板组和所述第二盖板组均包括多块分体板,多块所述分体板沿着所述负压输送带的转动方向并排布置。
10、在其中一个实施例中,所述极片外观检测装置还包括检测光源组件,所述检测光源组件设置于所述输送主体上并位于检测工位内,所述检测光源组件用于照射极片的背面。
11、在其中一个实施例中,所述检测光源组件包括伸缩驱动器和背光源,所述伸缩驱动器设置于所述输送主体,且所述伸缩驱动器的伸缩轴与所述背光源连接,以驱动所述背光源沿着所述负压输送带的宽度方向伸缩移动。
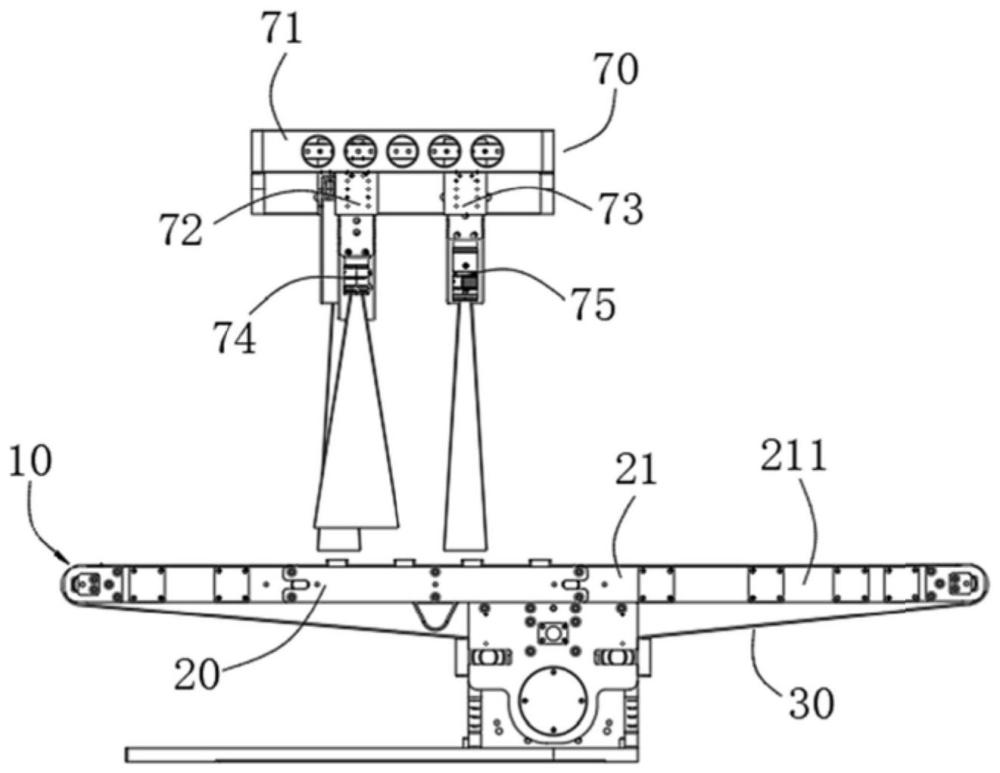
12、在其中一个实施例中,所述极片外观检测装置还包括检测相机组件,所述检测相机组件用于装设在所述负压输送带的上方并与检测工位对应布置,所述检测相机组件用于拍摄位于所述负压输送带上极片的图像以分析获得极片的外形尺寸。
13、在其中一个实施例中,所述检测相机组件包括安装架、第一挂架、第二挂架、第一视觉相机和第二视觉相机,所述第一挂架可移动地装设于所述安装架并与所述第一视觉相机连接,所述第二挂架可移动地装设于所述安装架并与所述第二视觉相机连接;其中,位于极片的传送路径上,所述第一视觉相机位于所述第二视觉相机的上游;和/或,在垂直于极片的传送路径方向上,所述第一视觉相机和所述第二视觉相机错位布置。
14、本发明还提出一种电池加工系统,其包括如上所述的极片外观检测装置。
15、实施本发明实施例,将具有如下有益效果:
16、本方案的极片外观检测装置应用在对裁切后的极片进行外形尺寸检测,以判断裁切后的极片的外形尺寸是否符合设计要求的加工场合中。工作时,裁切后的极片被传送至负压输送带上,真空板对负压输送带产生负压吸力从而能将极片可靠吸附固定在负压输送带表面,驱动组件驱动负压输送带旋转,使得极片能跟随负压输送带进入检测工位以便完成检测作业;当加工制造的电芯发生变化,造成所需检测的裁切极片的宽度也发生变化时,通过合理拆卸或拼装适当数量的拼接体,便可获得尺寸适配当前裁切极片宽度的可拆变段,同时更换合适尺寸的第一盖板组和第二盖板组,从而保证裁切极片的宽度方向的两侧始终能够伸出至负压输送带的宽度方向的两侧,以符合检测要求。且本方案并不需要整体更换输送主体,也不需要重新设计制作真空板,通过灵活拼装合适数量的拼接体即可兼容多种尺寸极片的检测需求,极片外观检测装置的换型成本大大降低,实施难度低,换型周期大幅缩短,保证生产效率。
技术特征:
1.一种极片外观检测装置,其特征在于,包括:
2.如权利要求1所述的极片外观检测装置,其特征在于,每个所述拼接体均设有相连通的真空腔室和连通孔,相邻两个所述拼接体的其中之一设有第一连接部、其中另一设有第二连接部,所述第一连接部与所述第二连接部可拆卸连接以使相邻两个所述拼接体组配,并使相邻两个连通孔对接连通以及使相邻两个所述真空腔室连通。
3.如权利要求2所述的极片外观检测装置,其特征在于,所述输送主体还包括密封环,所述密封环密封装设于相邻两个所述连通孔的接合处。
4.如权利要求1所述的极片外观检测装置,其特征在于,所述可拆变段位于所述真空板的中间段位置,且与检测工位对应设置。
5.如权利要求1所述的极片外观检测装置,其特征在于,所述第一盖板组和所述第二盖板组均包括多块分体板,多块所述分体板沿着所述负压输送带的转动方向并排布置。
6.如权利要求1所述的极片外观检测装置,其特征在于,所述极片外观检测装置还包括检测光源组件,所述检测光源组件设置于所述输送主体上并位于检测工位内,所述检测光源组件用于照射极片的背面。
7.如权利要求6所述的极片外观检测装置,其特征在于,所述检测光源组件包括伸缩驱动器和背光源,所述伸缩驱动器设置于所述输送主体,且所述伸缩驱动器的伸缩轴与所述背光源连接,以驱动所述背光源沿着所述负压输送带的宽度方向伸缩移动。
8.如权利要求1所述的极片外观检测装置,其特征在于,所述极片外观检测装置还包括检测相机组件,所述检测相机组件用于装设在所述负压输送带的上方并与检测工位对应布置,所述检测相机组件用于拍摄位于所述负压输送带上极片的图像以分析获得极片的外形尺寸。
9.如权利要求8所述的极片外观检测装置,其特征在于,所述检测相机组件包括安装架、第一挂架、第二挂架、第一视觉相机和第二视觉相机,所述第一挂架可移动地装设于所述安装架并与所述第一视觉相机连接,所述第二挂架可移动地装设于所述安装架并与所述第二视觉相机连接;其中,位于极片的传送路径上,所述第一视觉相机位于所述第二视觉相机的上游;和/或,在垂直于极片的传送路径方向上,所述第一视觉相机和所述第二视觉相机错位布置。
10.一种电池加工系统,其特征在于,包括如权利要求1至9任一项所述的极片外观检测装置。
技术总结
本发明实施例公开了一种极片外观检测装置及电池加工系统,包括输送主体包括驱动组件和真空板,真空板设有可拆变段,可拆变段包括多个拼接体,多个拼接体可拆卸组装配合以实现可拆变段的宽度可调;负压输送带套设于输送主体的外部,且负压输送带与驱动组件驱动配合并能相对输送主体旋转,负压输送带与真空板气路连通;以及第一盖板组可拆卸地设置于输送主体并布设于负压输送带的宽度方向的一侧,第二盖板组可拆卸地设置于输送主体并布设于负压输送带的宽度方向的另一侧。通过灵活拼装合适数量的拼接体即可兼容多种尺寸极片的检测需求,极片外观检测装置的换型成本大大降低,实施难度低,换型周期大幅缩短,保证生产效率。
技术研发人员:谭桂仁,邱巧云,黎庆灵
受保护的技术使用者:深圳市诚捷智能装备股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!