一种动车组夹钳螺栓与电机横栓测量装置及方法与流程
本发明属于检测设备,更具体地,涉及一种动车组夹钳螺栓与电机横栓测量装置及方法。
背景技术:
1、动车组夹钳、电机作为地铁、高铁列车中的动力输出和刹车系统的重要部件,作为常规检修的零部件会涉及到拆解、检修、组装等工艺。夹钳安装螺栓、电机悬挂横栓分别是组成该系统的重要组成部分,是夹钳螺栓是转向架和夹钳的连接件、电机横栓是电机吊架和板簧的连接件,其检修质量的好坏直接影响组装的质量,从而会影响到列车的运行安全。所有对于动车组夹钳螺栓及电机横栓的检修其中一项关键的工序就是测量,对其磨损量进行检查是否满足继续使用的要求。
2、目前市场上没有该产品的测量设备,对夹钳螺栓与电机横栓的测量属于动车产品的特殊要求,所以目前只是存在人工测量,无自动化测量设备和专机。现阶段对动车组夹钳螺栓与电机横栓测量采用的人工作业模式,夹钳螺栓测量采用游标卡尺测量,电机横栓测量采用千分尺测量。并且市场上存在与该工件相似的轴类零件的测量设备,大多采用气动测量探针、三坐标、v型支撑等测量方式,这些设备基本也能满足本产品测量的精度要求。
3、但是,人工测量存在一定的主观性因素影响,所以多人测量的一致性较差、人为干扰因素较多,导致测量的数值因人而异,无法确认具体的测量数值。并且测量需要二次装夹,对测量操作带来很大程度上的不便。另一方面,人工测量的数据采用手写的方式记录在纸上,在现场杂乱的环境中很容易造成数据的丢失或是记错等负面影响,对测量工序带来诸多不便。对于现场测量,存在测量工序繁琐、测量速度慢、测量精度偏差过大、测量数据处理不科学等问题。并且以上提到的这些设备都存在需要顶尖压紧、上下料繁琐、检测速度慢等问题,对于夹钳螺栓与电机横栓的测量更是繁琐,并不能有效加快测量效率,并且对检查数据为单机显示不能实现数据的自动统计和上传至mes系统,相对检修要求和条件,存在不能匹配的问题。因此,需要一种用于测量夹钳螺栓与电机横栓轴径的装置,改善测量的速度与精度,满足动车组检修的要求。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供一种动车组夹钳螺栓与电机横栓测量装置及方法,通过气动滑台将待测工件运送至测量位置,再由测量机构对其进行测量,实现自动化测量替代人工测量,装置自动完成对工件各检测点位的测量,生成数据自动分析并输出测量结果,极大地提高了对夹钳螺栓与电机横栓轴径测量的效率和精度,并且解放了劳动力,节约了人工成本。
2、按照本发明实施例的第一方面,提供一种动车组夹钳螺栓与电机横栓测量装置,包括:
3、为整个设备提供支撑的安装底座,所述安装底座包括设于底部的支撑架以及设于所述支撑架上的支撑板;
4、设于所述支撑板上的上下料机构,所述上下料机构包括设于所述支撑板上的气动滑台以及设于所述气动滑台上的旋转气缸,将待测工件运送到测量地点并提供转动;
5、设于所述上下料机构上的工件定位机构,所述工件定位机构包括用于定位待测工件的定位块以及设于所述旋转气缸上用于固定定位块的通用底座,为待测工件提供良好的定位;
6、以及设于所述支撑板上的测量机构,所述测量机构包括设于所述支撑板上的安装支架、设于所述安装支架上的伺服控制滑台、设于所述伺服控制滑台侧面的到位检测开关以及设于所述伺服控制滑台顶部的激光测量仪,对待测工件进行精确测量。
7、进一步地,所述伺服控制滑台包括设于所述安装支架侧面的滑台,设于所述滑台上部的伺服电机、设于所述滑台与伺服电机顶部的减速机以及设于所述滑台正侧的滑块;
8、进一步地,所述滑台为内部设有空腔的方柱形结构,该空腔内设有传动齿条,背侧连接所述装支架,正面两侧设有竖向滑轨,滑轨内侧开槽。
9、进一步地,所述滑块两侧设有齿条,通过所述滑台上的长槽与内部传动齿条啮合,且两侧与滑台正面两侧的滑轨相嵌,仅能沿滑轨上下移动。
10、进一步地,所述气动滑台包括设于所述支撑板上的滑动架、设于所述滑动架两端之间的滑动气缸以及设于所述滑动架两端之间穿过滑动气缸的导向杆。
11、进一步地,所述滑动架两端为厚板块结构,两个厚板块侧面以一侧板相连,该侧板上开有多个深槽,深槽内安装有到位磁性开关以及上下料限位开关。
12、进一步地,所述导向杆为多根杆,均为两端连接于所述滑动架两端厚板块上;
13、所述滑动气缸活塞固定于所述滑动架一端,缸体由所述导向杆穿过,沿导向杆前后移动。
14、进一步地,所述上下料机构还包括设于所述旋转气缸与气动滑台之间连接二者的气缸连接板。
15、进一步地,还包括:
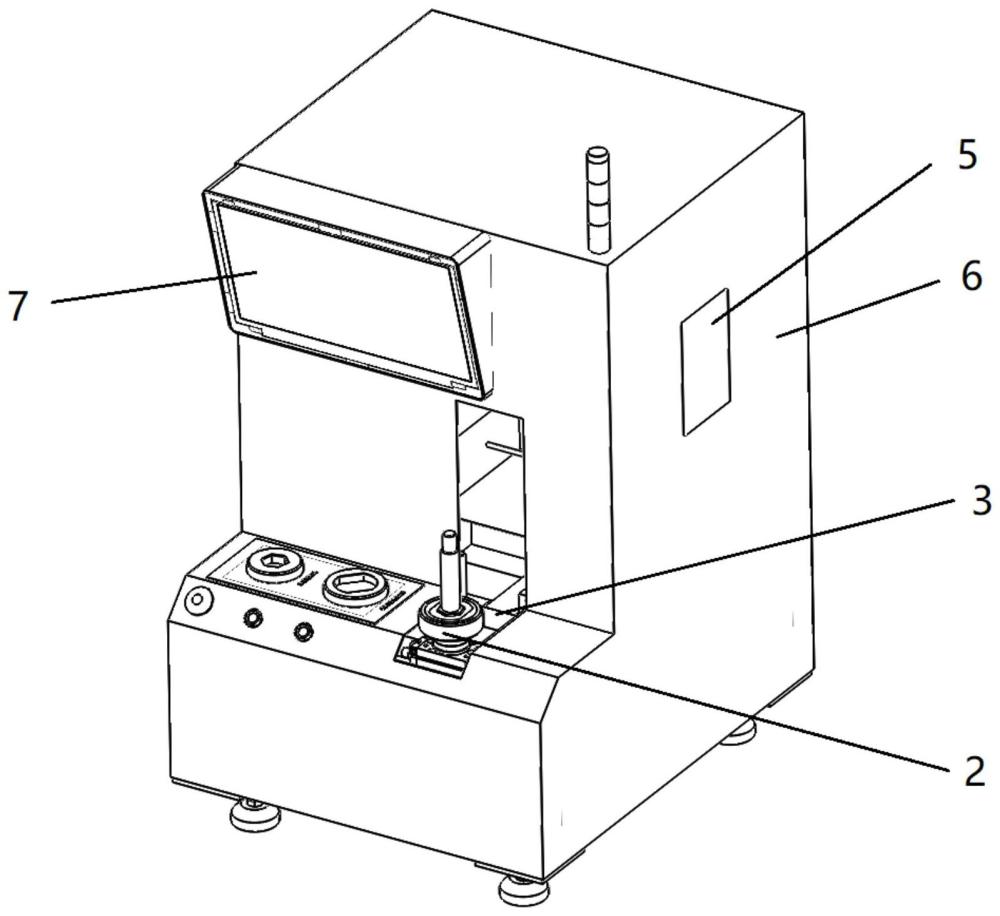
16、对整个装置的执行单元进行逻辑控制、信号控制的电气控制单元;
17、设于整个设备外围用于保护设备的防护罩;
18、以及设于所述防护罩上的触控显示屏。
19、按照本发明实施例的第二方面,提供一种动车组夹钳螺栓与电机横栓测量方法,包括以下步骤:
20、s100、确认待测量工件的种类,选择对应的定位块,将定位块安装于通用底座上,检查定位块安装是否到位,检查操作模式是否为自动模式,检查三色灯是否为绿色;
21、s200、将待测量工件安装于定位块上的卡槽内,检查工件是否安装到位,按下双手启动按钮工件通过气动滑台滑动至检测位;
22、s300、工件到达检测位置后,激光测量仪在伺服控制滑台的带动下,向下移动,根据设定的不同高度,停止在固定测量位置,启动测量程序记录第一个测量尺寸,然后旋转气缸旋转九十度,再次测量同一个高度的十字交叉直径,完成一个高度两次直径的测量;
23、s400、按照s300中的方法,依次对各个高度的点位直径进行测试,直到所有测量项点测量完成;
24、s500、工件测量完成后,激光测量仪返回到原点位置,气动滑台将工件滑动至人工侧,测量结果输出在触控显示屏上,人工取下工件,上料下一个工件。
25、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
26、1.本发明的一种动车组夹钳螺栓与电机横栓测量装置,通过气动滑台将待测工件运送至测量位置,再由测量机构对其进行测量,实现自动化测量替代人工测量,装置自动完成对工件各检测点位的测量,生成数据自动分析并输出测量结果,极大地提高了对夹钳螺栓与电机横栓轴径测量的效率和精度,并且解放了劳动力,节约了人工成本。
27、2.本发明的一种动车组夹钳螺栓与电机横栓测量装置,上下料机构上设置旋转气缸,使工件在测量时可以旋转九十度,在同一测量点不移动其他装置的前提下,完成十字交叉测量的监测要求,增强了装置测量精度,同时不会使装置的操作变得繁琐。
28、3.本发明的一种动车组夹钳螺栓与电机横栓测量装置,定位块采用可拆卸式设计,可根据待测量工件的种类选择对应的定位块,专用的定位使定位块的固定功能失效可能性大大降低,且在后续需测量其他工件的轴径时,只需要重新设计定位块即可,不用对装置的其他结构做出改动,增强了装置的通用性。
29、4.本发明的一种动车组夹钳螺栓与电机横栓测量装置,定位块通过快速卡接方式与通用底座相连,再同步移动到测量位置进行测量,简化了定位步骤,且实现多种工件于同一装置测量,节约了测量的操作时间,提升了测量效率,节约了设备制造和使用成本。
- 还没有人留言评论。精彩留言会获得点赞!