一种木地板贴面装置用外形尺寸的检测装置及控制方法与流程
本发明属于木地板检测,涉及一种木地板贴面装置后的长直边直线度和宽度偏差检测技术,具体涉及一种木地板贴面装置用外形尺寸的检测装置及控制方法。
背景技术:
1、木地板的上表面长900毫米、宽90毫米,厚18毫米;其中两条长直边,右直边设有长槽,左直边设有长榫;两条短直边,后直边设有短槽,前直边设有短榫;在铺设时,木地板的长槽和相邻木地板的长榫配合,短槽和相邻木地板的短榫配合,木地板和所有相邻的木地板相扣合,上表面的直边和所有相邻的直边紧密靠在一起,从而使房间内的整个木地板表面平整紧密。
2、木地板的面层净宽要符合一定的公差要求,右直边和左直边的直线度偏差不能超过0.2毫米,右直边和左直边之间宽度的最大值与最小值之差不超过0.2毫米。面层以下的部位宽度则要求负偏差,以防止阻碍面层靠在一起。只要每一块木地板的面层净宽符合这些要求,才能铺设出平整紧密的效果。
3、木地板贴面装置的工作过程是这样的,木地板的基板上下两面都涂抹胶水,然后把柔性的上贴面、下贴面材料分别粘接在基板上下两面,把粘接完成的木地板放入平板压机,在加热加压的条件下,胶水凝固,刮去余胶和多余的贴面材料,得到木地板。木地板的生产过程中往往使用输送机运送,输送机包括两个滚筒、两条皮带、电机、机架和栏板;两个滚筒分别通过转动副联接在机架的前后两端,两条皮带分别张紧地并排绕在两个滚筒上,皮带的宽度明显小于滚筒长度的一半,两条皮带之间有足够的空间,供机械手、挡板等操作元件对木地板操作。栏板设置在皮带的左右两侧。电机的外壳与机架固定联接,电机的输出轴和其中一个滚筒固定联接。电机驱动皮带的工作边即上边自后向前平移,木地板放在皮带上边,随着皮带自后向前平移。栏板能阻止木地板向左右方偏移。
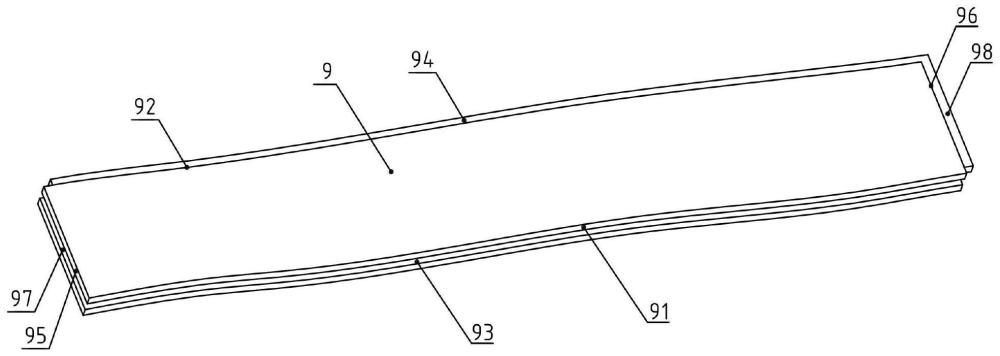
4、木地板的基板选用优质的核桃木,平板压机对它施以可以耐受的压力和温度,多数木地板的外形尺寸能控制在标准范围内。但是也不尽然,木材内部的材质并不是处处相同的;有的部位质地比较疏松,不能耐受压力和温度而发生了变形,木地板的面层边沿出现了弯曲变形,如图1所示;铺设的木地板出现了宽度不一样的缝隙,影响了房间内木地板的整体美观;也有的木材内局部出现了硬而脆的木质瘤,恰好出现在右直边或左直边,在加热加压时局部崩断,出现材料缺失现象。所以在生产出来以后需要对木地板进行质量检验,尤其是要检测木地板的长直边的直线度偏差和宽度尺寸是否合格。目前没有专用的检测仪器,靠人工抽样检测,检测效率比较低,检测的数据数量比较小,数据记录和计算比较慢,有些质量不达标的没有被检测出来而流入市场,给客户带来不必要的损失。
技术实现思路
1、本发明的目的在于提供一种木地板贴面装置用外形尺寸的检测装置及控制方法,本发明能自动检测木地板长直边的直线度和宽度偏差尺寸,与木地板贴面装置配套整合在一起,检测效率高,减少周转环节,节省人工,采集数据多,保存和计算比较快。
2、为实现上述目的,本发明提供如下技术方案:
3、一种木地板贴面装置用外形尺寸的检测装置,包括检测部装和机架组件;所述机架组件包括机架和直线导轨,所述直线导轨和机架固定联接;所述检测部装包括两个检测组件、检测支架和滑块;所述滑块和检测支架固定联接,所述滑块和直线导轨组成直线导轨副;所述检测组件包括检测气缸和位移传感器;所述检测气缸是带导杆型气缸;所述位移传感器的壳体与检测气缸的活塞杆固定联接;所述位移传感器包括检测滚轮、复位弹簧和检测杆;所述检测滚轮与位移传感器的检测杆末端通过转动副相联;所述复位弹簧套设在检测杆上,所述复位弹簧推送检测杆伸出位移传感器的壳体;所述检测气缸的活塞杆伸出的方向与所联接检测杆伸出的方向相同;两个检测气缸的活塞杆一个朝左伸出,另一个朝右伸出,两个检测气缸的活塞杆伸出的方向水平相对;检测部装沿着直线导轨在前后水平方向上平移;
4、所述机架组件还包括同步轮、同步带和伺服电机;所述同步轮通过转动副与机架联接;所述同步带张紧地绕在前后两个同步轮之间;伺服电机的外壳与机架固定联接,伺服电机的输出轴与其中一个同步轮固定联接;所述检测支架上设置有皮带夹,所述皮带夹固定夹紧同步带;所述伺服电机通过同步轮和同步带驱动检测支架前后平移。
5、本发明还包括搬运组件;所述搬运组件包括平推气缸、升降气缸、搬运支架、搬运气爪和搬运手指;所述平推气缸和升降气缸是带导杆型气缸;所述平推气缸的缸体与机架固定联接,所述平推气缸的活塞杆与升降气缸的缸体固定联接,所述平推气缸的活塞杆朝右伸出,所述升降气缸的活塞杆朝下伸出;所述搬运支架和升降气缸的活塞杆固定联接;所述搬运气爪包括一个气爪缸体和两个气爪爪体;气爪缸体和搬运支架固定联接;搬运手指和气爪爪体固定联接;两个搬运气爪一个在前方、另一个在后方,两个搬运气爪的带有气爪爪体的一端前后相对,搬运气爪驱动一对搬运手指翻转,夹紧位于两者中间的木地板的前后两端。
6、本发明还包括主输送机;所述主输送机包括两个主机滚筒、两条主机皮带、主机电机、主机架和主机栏板;两个主机滚筒分别通过转动副联接在主机架的前后两端,两条主机皮带分别张紧地并排绕在两个主机滚筒上,主机皮带的宽度明显小于主机滚筒长度的一半,两条主机皮带之间有足够的空间,供搬运气爪从中间通过以便于对木地板操作。主机栏板设置在主机皮带的左右两侧。主机电机的外壳与主机架固定联接,主机电机的输出轴和其中一个主机滚筒固定联接。木地板放置在两条主机皮带上,木地板随着主机皮带自后向前平移,主机栏板挡住木地板的左右两边,防止向左或向右偏移。
7、本发明还包括前挡组件,所述前挡组件包括前挡气缸和前挡板,所述前挡气缸的缸体与机架固定联接,所述前挡气缸的活塞杆与前挡板固定联接;所述前挡气缸驱动前挡板从两条主机皮带中间向上伸出,挡住木地板向前平移的通道。
8、右侧的主机栏板上设有两个定位突台;所述检测部装上还设有定位组件;所述定位组件包括定位气缸和定位突块;所述定位气缸的缸体和检测支架固定联接,所述定位气缸的活塞杆和定位突块固定联接,所述定位气缸驱动定位突块推动木地板左直边的中间位置。
9、本发明还包括后挡组件,所述后挡组件包括后挡气缸和后挡板,所述后挡气缸的缸体与机架固定联接,所述后挡气缸的活塞杆与后挡板固定联接;所述后挡气缸驱动后挡板从两条主机皮带中间的空间向上伸出,挡住木地板向前平移的通道;所述后挡组件在前挡组件的后方。两个定位突台、一个前挡板和一个定位突块,通过四个点使木地板在水平方向定位。
10、本发明还包括固定组件;所述固定组件包括平行夹爪和两个平行夹指;所述平行夹爪包括一个平行夹爪缸体和两个平行夹爪爪体;平行夹爪缸体和机架固定联接;两个平行夹爪爪体分别与两个平行夹指固定联接,平行夹爪驱动两个平行夹指同步相向平移,夹住位于中间的木地板。
11、本发明还包括副输送机;所述副输送机包括两个副机滚筒、两条副机皮带、副机电机、副机架和副机栏板;两个副机滚筒分别通过转动副联接在副机架的前后两端,两条副机皮带分别张紧地并排绕在两个副机滚筒上,副机皮带的宽度明显小于副机滚筒长度的一半,两条副机皮带之间有足够的空间,供搬运气爪从中间通过,可以放置木地板。副机栏板设置在副机皮带的左右两侧。副机电机的外壳与副机架固定联接,副机电机的输出轴和其中一个副机滚筒固定联接。木地板放置在两条副机皮带上,木地板随着副机皮带自后向前平移,副机栏板挡住木地板防止向左或向右偏移。副输送机用来运送不合格的木地板。
12、所述主输送机还包括电动托辊,所述电动托辊包括电动托辊体和电动托辊扁平轴;所述电动托辊扁平轴的侧面上有两个平行于轴心线且相背的安装平面;所述主机栏板上设置有竖向滑槽,两个所述安装平面与竖向滑槽滑动配合。
13、本发明还包括标准模板,标准模板与普通的木地板的外形完全相同,只是其尺寸公差控制得比较严格,使用强度较高、不易变形的钢板制造,用来校正位移传感器的零点位置。
14、本发明还包括可编程逻辑控制器;所述检测气缸、位移传感器、定位气缸、伺服电机、后挡气缸、前挡气缸、平推气缸、升降气缸、搬运气爪、平行夹爪和副机电机分别与可编程逻辑控制器电性联接。
15、本发明的工作过程是这样的。
16、1.启动主机电机和电动托辊。在生产期间主机电机始终驱动主机皮带运转,当把木地板放置到上面时就被朝前输送。电动托辊始终在旋转,电动托辊的旋转方向为,电动托辊体的下侧,即与木地板接触的面,朝前转,能带动木地板朝前平移;木地板在电动托辊的重压下、在电动托辊和主机皮带共同的驱动力作用下能克服短槽和短榫配合在一起的阻力,使两个木地板脱离开。
17、2.后挡气缸驱动后挡板向上伸展,平行夹爪驱动平行夹指解除对第一个木地板的夹持,第一个木地板及后面的木地板被主机皮带朝前输送,第一个木地板经过电动托辊的下方;直到第一个木地板的前直边被后挡板阻挡,后面所有的木地板都被迫停止。第一个木地板仍然在电动托辊的下方。
18、3.平行夹爪驱动平行夹指夹住后面挨着的第二个木地板,主机皮带在下面运行,上面的木地板静止,与主机皮带上表面相摩擦。
19、4.前挡气缸驱动前挡板向上伸出,挡住木地板的行走路线;后挡气缸驱动后挡板向下平移,躲开木地板的行走路线;第一个木地板夹在电动托辊和主机皮带之间朝前输送。木地板的方向都一致,第一个木地板在输送中难免其短槽会与后面紧挨着的第二个木地板的短榫插合在一起,当第二个木地板被平行夹指夹住后,完全靠主机皮带的摩擦力有时不足以驱动第一个木地板,不足以使两个木地板的短槽和短榫相分离;在电动托辊和主机皮带的共同作用下,摩擦力,也是驱动力,会大幅提高,能使第一个木地板与第二个木地板顺利分离。第一个木地板脱离开第二个木地板,离开电动托辊,然后被前挡板阻挡。此时在第一个木地板和第二个木地板之间产生了一个空间,电动托辊位于第一个木地板和第二个木地板之间空间的位置。
20、5.伺服电机驱动检测支架平移至定位突块和第一个木地板左直边的中间正对的位置,所述定位气缸驱动定位突块推动第一个木地板左直边的中间位置,第一个木地板被迫朝右平移,第一个木地板右直边的前后两端分别靠紧两个定位突台,第一个木地板在水平方向通过四个点被定位。
21、6.升降气缸驱动搬运支架、搬运气爪和搬运手指的组合向下平移,后面的搬运气爪和搬运手指的组合通过电动托辊与第一个木地板后端之间的空间伸下,前面的搬运气爪和搬运手指的组合从前挡板的前侧伸下。
22、7.两个搬运气爪分别驱动两对搬运手指翻转,分别夹紧第一个木地板的前后两端。
23、8.定位气缸驱动定位突块缩回,离开木地板。
24、9.升降气缸驱动搬运支架、搬运气爪、搬运手指和木地板的组合向上平移,木地板的左右两侧分别离开主机栏板,以便于没有主机栏板的阻碍,位移传感器对木地板的左右两侧检测尺寸而不受妨碍。
25、10.伺服电机驱动检测部装向后平移至离木地板后端两三厘米的位置,伺服电机停止。
26、11.两个检测气缸分别驱动两个位移传感器相向平移,两个检测气缸完全伸展开,两个检测滚轮分别在两个复位弹簧的弹性力作用下压在右直边和左直边上。
27、12.两个位移传感器开始采集数据,但是不必保存。
28、13.伺服电机驱动检测部装继续向后平移,两个检测滚轮分别抵触在右直边和左直边后端的顶点上,继续平移,采集的数值快速变大,两个位移传感器采集的数据都超过0.3毫米时伺服电机停止,位移传感器停止采集。位移传感器所采集的数据是相对于标准位置的偏差值。
29、14.伺服电机驱动检测部装向前平移,位移传感器重新开始采集数据并保存,位移传感器采集的数据y与检测滚轮滚过的距离x一一对应;伺服电机停止时的x计为0毫米,对应的y=0.3毫米;
30、检测滚轮滚过的距离x与伺服电机的驱动转角a之间的对应关系为:x=πda/360°
31、式中:d—同步轮的分度圆直径,单位是毫米;
32、a—伺服电机的驱动转角,单位是角度°;
33、x—检测滚轮滚过的距离,单位是毫米。
34、15.当两个位移传感器采集的数据又一次都超过0.3毫米时伺服电机停止转动,位移传感器停止采集数据;两个检测滚轮分别抵触在右直边和左直边前端的顶点上。
35、16.两个检测气缸分别驱动两个位移传感器相背平移,两个检测气缸完全收缩,两个检测滚轮分别远离右直边和左直边,检测结束。
36、17.数据分析,得到合格或不合格的结论。
37、在右直边的y-x曲线图中,当x=x1时和x=x2时出现了明显的拐点,在数据分析之前先舍弃x<x1和x>x2的部分,保留区间[x1,x2]之间的部分;
38、在左直边的y-x曲线图中,当x=x3时和x=x4时出现了明显的拐点,在数据分析之前先舍弃x<x3和x>x4的部分,保留区间[x3,x4]之间的部分;
39、a.右直边测量数据两拐点处横坐标的差,即x2-x1,判断是不是和右直边的长度b=900毫米相当,如果b-(x2-x1)不超过2毫米,则认为木地板的长直边长度符合预期的状况,计为合格;如果该数值超过了2毫米,则认为右直边至少一端有材料缺失的现象,或者做的倒角太大,右直边长度不够,计为不合格;
40、同样地也要判断左直边测量数据两拐点处横坐标的差,即x4-x3,判断是不是和左直边的长度b=900毫米相当,如果b-(x4-x2)不超过2毫米,则认为木地板的长直边长度符合预期的状况,计为合格;如果该数值超过了2毫米,则认为左直边不合格;
41、b.对于条件a中判定为合格的木地板,右边的位移传感器采集到的数据,如果最大值与最小值的差超过0.2毫米,则判定为右直边的直线度不符合要求,该木地板不合格;
42、c.对于条件b中判定为合格的木地板,左边的位移传感器采集到的数据,如果最大值与最小值的差超过0.2毫米,则判定为左直边的直线度不符合要求,该木地板不合格;
43、d.对于条件c中判定为合格的木地板,对应于同一个距离x的左边位移传感器采集到的数据yl与右边位移传感器采集到的数据yr的加和记为偏差之和ya=yl+yr,对所有计算得到的偏差之和ya求最大值和最小值,最大值和最小值的差如果超过了0.2毫米,即右直边和左直边之间宽度的最大值与最小值之差超过了0.2毫米,该木地板不合格。
44、没有被以上任一条件判定为不合格的,则该木地板是合格的。
45、18.根据步骤17中的评判结果分类处置;
46、如果木地板是合格的,则升降气缸驱动搬运支架、搬运气爪、搬运手指和木地板的组合向下平移,两个搬运气爪驱动两对搬运手指反向翻转,分别解除夹紧第一个木地板的前后两端,木地板重新放回到主机皮带上;升降气缸驱动搬运支架、搬运气爪和搬运手指的组合向上平移,搬运气爪离开主机皮带;前挡气缸驱动前挡板向下缩回,离开木地板的行走路径;木地板随主机皮带向前平移;一次检测过程结束;重新执行步骤2;
47、如果木地板是不合格的,则平推气缸驱动升降气缸、搬运支架、搬运气爪、搬运手指和木地板的组合向右平移,使木地板平移到副输送机后端的正上方;升降气缸驱动搬运支架、搬运气爪、搬运手指和木地板的组合向下平移,两个搬运气爪驱动两对搬运手指反向翻转,分别解除夹紧第一个木地板的前后两端,木地板放到副机皮带上;升降气缸驱动搬运支架、搬运气爪和搬运手指的组合向上平移,搬运气爪离开副机皮带;平推气缸驱动升降气缸、搬运支架、搬运气爪和搬运手指的组合向左平移,搬运气爪和搬运手指的组合重新回到主机皮带的上方;副机电机启动,不合格的木地板随副机皮带平移离开该放置位置后副机电机停止;一次检测过程结束;重新执行步骤2。
48、在做以上检测工作之前,往往要先使用人工操控模式校准尺寸,参考步骤4,把标准模板代替木地板放在主机皮带上,标准模板被前挡板挡住,然后执行步骤5至步骤9、步骤11、步骤12,使两个检测滚轮分别抵触在右直边和左直边的中间部位,搬运组件把木地板夹紧、固定、抬升,两个位移传感器采集数据,并分别把此时采集的数据值置为0毫米,这是标准数值,那么在实际检测工作中所采集的数值就是相对于标准数值的偏差。以此为基准,当检测杆继续伸出时所采集的数值为正数,当检测杆缩回时所采集的数值为负数。
49、以上步骤2至步骤18重复执行,就能把源源不断地由木地板贴面装置输送来的木地板进行逐个检测、判断是否合格和分类处置。
50、一种木地板贴面装置用外形尺寸的控制方法,包括以下步骤:
51、s1.后挡气缸驱动后挡板向上伸展;
52、s2.平行夹爪驱动平行夹指解除对第一个木地板的夹持;
53、s3.平行夹爪驱动平行夹指夹住后面挨着的第二个木地板;
54、s4.前挡气缸驱动前挡板向上伸出;
55、s5.后挡气缸驱动后挡板向下平移;
56、s6.伺服电机驱动检测支架平移至定位突块对准第一个木地板左直边的中间位置;
57、s7.定位气缸驱动定位突块推动第一个木地板左直边的中间位置;
58、s8.升降气缸驱动搬运气爪和搬运手指向下平移;
59、s9.两个搬运气爪分别驱动两对搬运手指翻转,分别夹紧第一个木地板的前后两端;
60、s10.定位气缸驱动定位突块缩回;
61、s11.升降气缸驱动木地板向上平移;
62、s12.伺服电机驱动检测部装向后平移至离木地板后端二至三厘米的位置;
63、s13.伺服电机停止;
64、s14.两个检测气缸分别驱动两个位移传感器相向平移;
65、s15.两个位移传感器开始采集数据;
66、s16.伺服电机驱动检测部装向后平移;
67、s17.当两个位移传感器采集的数据都超过0.3毫米时伺服电机停止,位移传感器停止采集;
68、s18.伺服电机驱动检测部装向前平移,位移传感器开始采集数据并保存;
69、s19.当两个位移传感器采集的数据都超过0.3毫米时伺服电机停止,位移传感器停止采集;
70、s20.两个检测气缸分别驱动两个位移传感器相背平移;
71、s21.数据分析并得出木地板合格或者不合格的评判结果;
72、s22.如果木地板是合格的,则执行放置到主输送机的程序;执行步骤s1;
73、s23.如果木地板是不合格的,则执行放置到副输送机的程序;执行步骤s1;
74、s24.主程序结束。
75、到遇到错误时跳转至步骤s24。
76、所述放置到主输送机的程序包括以下步骤:
77、s101.升降气缸驱动搬运支架、搬运气爪、搬运手指和木地板的组合向下平移;
78、s102.两个搬运气爪驱动两对搬运手指反向翻转,分别解除夹紧第一个木地板;
79、s103.升降气缸驱动搬运支架、搬运气爪和搬运手指的组合向上平移;
80、s104.前挡气缸驱动前挡板向下缩回;
81、s105.子程序结束。
82、所述放置到副输送机的程序包括以下步骤:
83、s201.平推气缸驱动升降气缸、搬运支架、搬运气爪、搬运手指和木地板的组合向右平移;
84、s202.升降气缸驱动搬运支架、搬运气爪、搬运手指和木地板的组合向下平移;
85、s203.两个搬运气爪驱动两对搬运手指反向翻转,分别解除夹紧第一个木地板;
86、s204.升降气缸驱动搬运支架、搬运气爪和搬运手指的组合向上平移;
87、s205.平推气缸驱动升降气缸、搬运支架、搬运气爪和搬运手指的组合向左平移;
88、s206.副机电机启动;
89、s207.副机电机停止;
90、s208.子程序结束。
91、本发明的有益效果是:能自动检测木地板长直边的直线度和宽度偏差尺寸,与木地板贴面装置配套整合在一起,检测效率高,减少周转环节,节省人工,采集数据多,保存和计算比较快,防止不达标的木地板流入市场。
- 还没有人留言评论。精彩留言会获得点赞!