一种叶片型面加强筋的检测方法与流程
本发明属于航空高压压气机叶片型面检测,具体涉及一种叶片型面加强筋的检测、拟合方法。
背景技术:
1、近年来,机械装备制造业快速发展,而航空发动机叶片也随之不断发展,设计部门对叶片的技术要求越来越高。当前,针对叶片轮廓的检测中有一项是针对叶片加强筋的轮廓检测,检测的方法主要是采用三坐标进行。然而,在三坐标型面加强筋检测中,都是通过三坐标测量出加强筋型面的实际轮廓线,再将实际轮廓与理论轮廓做对比得出轮廓度。
2、但是,采用上述方法评价的轮廓度结果并不能准确反映出真实情况,造成零件合格率较低。
技术实现思路
1、本发明旨在提供一种叶片型面加强筋的检测方法,能够真实地反映出叶片型面加强筋的轮廓度信息,提高叶片检测的合格率。
2、通过对不合格叶片的分析发现,产生传统评价方法不能真实反映加强筋轮廓度问题的主要原因在于未将位置度和扭转的公差带到轮廓度评价中。因此,本发明的核心在于将位置度和扭转的公差带引入到轮廓度的评价过程中,给出一种能够真实反映叶片加强筋是否合格的评价方法,从而符合叶片设计的高要求,提高叶片零件的合格率。
3、为实现上述目的,本发明采用了以下技术方案:
4、一种叶片型面加强筋的检测方法,包括对加强筋轮廓度的评价,所述对加强筋轮廓度的评价中包含位置度评价和扭转评价。
5、具体来说,所述加强筋轮廓度的评价包括以下步骤:
6、步骤一:在三坐标测量软件中建立包含x轴、y轴和z轴的粗坐标系a1;
7、步骤二:将包含叶片型面和加强筋的ug造型导入到三坐标测量软件中,在理论ug造型的叶片型面上选择三个点,在加强筋上选择两个点,共计五个点,然后编制三坐标程序自动测量这五个点;
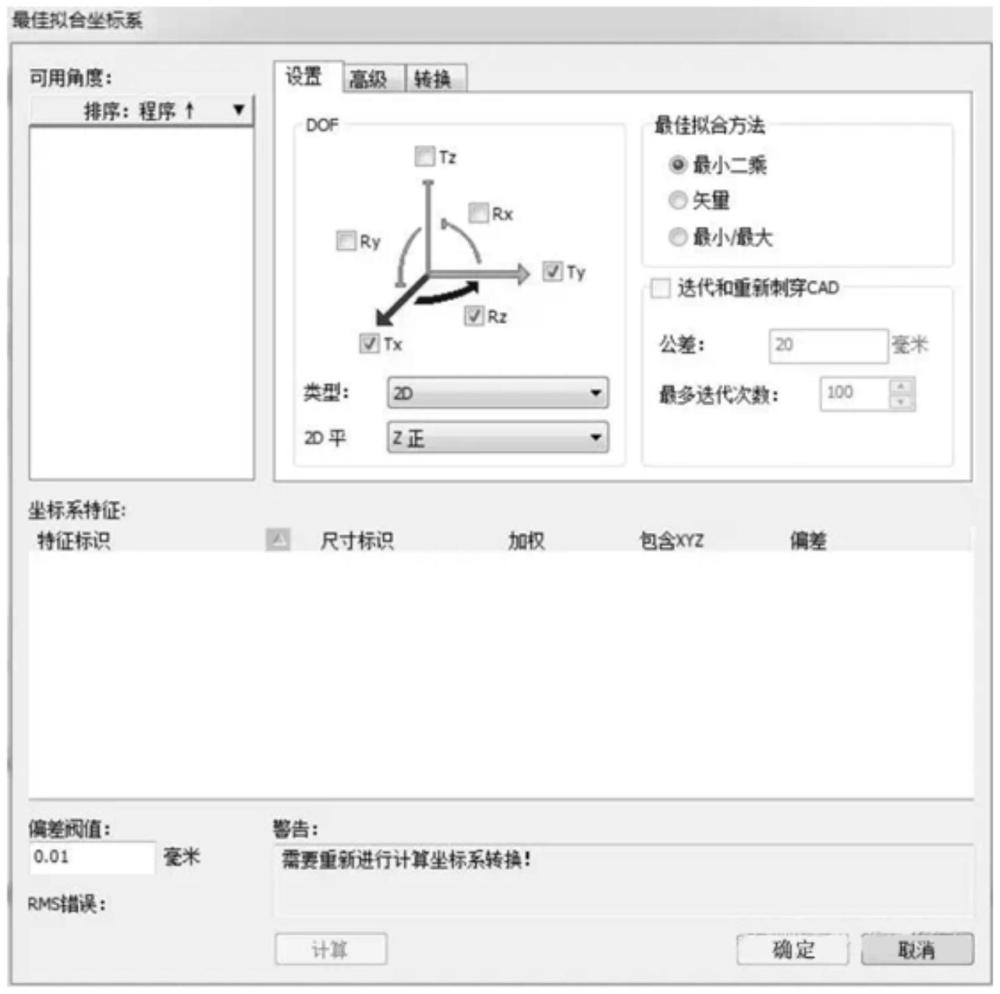
8、步骤三:将三坐标测量获得的五个坐标点在x轴、y轴方向的距离和绕着z轴角度进行最佳拟合,拟合完成以后,修正形成精确的坐标系a;
9、步骤四:通过编制三坐标测量程序,计算粗坐标系a1原点与x轴、y轴的偏移量,拟合坐标系a下的x轴或者y轴和粗坐标系a1下x轴、y轴的扭转量,得出拟合坐标系之后x轴、y轴方向的距离拟合量a、b和绕着z轴角度的拟合量d°;
10、步骤五:将拟合坐标系之后x轴、y轴方向的距离拟合量a、b和绕着z轴角度的拟合量d°和工艺规程做比对,检查拟合量是否超出工艺规程规定的数值;
11、步骤六:在拟合过后的坐标系a下,扫描叶片型面加强筋轮廓,得出加强筋实际轮廓线;
12、步骤七:将扫描得出的叶片型面加强筋实际轮廓线与理论线对比得出加强筋轮廓;
13、步骤八:判断,如果拟合坐标系之后的拟合量a、b和d°符合工艺的位置度、扭转公差要求,并且叶片轮廓也合格则判定为合格;如果拟合坐标系之后的拟合量a、b和d°不符合工艺的位置度、扭转公差要求,则判定为不合格;如果叶片轮廓不合格,则判定为不合格。
14、作为一种选择,所述步骤一中,通过芯棒标准件建立粗坐标系a1,在芯棒标准件的圆柱上采点,确定粗坐标系a1的z轴,在芯棒标准件的的斜面上采点,建立x轴,在芯棒标准件的缺口采点确定粗坐标系a1的原点。
15、作为一种选择,所述步骤三中,采用最小二乘法进行最佳拟合。
16、与现有技术相比,采用本发明所提供的叶片型面加强筋检测、拟合方法,使用了最佳拟合(可以实现控制位置度和扭转)以后,对于部分加强筋位置度在公差范围内有偏移的或者加强筋角度公差范围内有偏扭的叶片,能够将叶片的位置度和偏扭拟合以后再进行轮廓度计算,更有利于叶片加强筋的准确评价计算和判断。
技术特征:
1.一种叶片型面加强筋的检测方法,包括对加强筋轮廓度的评价,其特征在于:所述对加强筋轮廓度的评价中包含位置度评价和扭转评价。
2.根据权利要求1所述的一种叶片型面加强筋的检测方法,其特征在于,所述加强筋轮廓度的评价包括以下步骤:
3.根据权利要求2所述的一种叶片型面加强筋的检测方法,其特征在于:所述步骤一中,通过芯棒标准件建立粗坐标系a1,在芯棒标准件的圆柱上采点,确定粗坐标系a1的z轴,在芯棒标准件的的斜面上采点,建立x轴,在芯棒标准件的缺口采点确定粗坐标系a1的原点。
4.根据权利要求2所述的一种叶片型面加强筋的检测方法,其特征在于:所述步骤三中,采用最小二乘法进行最佳拟合。
技术总结
本发明公开了一种叶片型面加强筋的检测方法,在轮廓度的评价过程中引入了位置度和扭转信息。具体是通过在叶片型面和加强筋上选点拟合后建立新坐标系,然后获取新坐标系下X轴、Y轴方向的距离拟合量a、b和绕着Z轴角度的拟合量d°,通过和工艺规程做比对,检查拟合量是否超出工艺规程规定的数值,如果拟合坐标系之后的拟合量a、b、d°符合工艺的位置度、扭转公差要求,并且叶片轮廓也合格则判定为合格;如果如果拟合坐标系之后的拟合量a、b、d°不符合工艺的位置度、扭转公差要求,则判定为不合格;如果叶片轮廓不合格,则判定为不合格。本发明能够真实地反映出叶片型面加强筋的轮廓度。
技术研发人员:李小雪,李林飞,赵聪,刘千强
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!