一种气检试漏设备及方法与流程
本发明主要涉及检测,具体涉及一种气检试漏设备及方法。
背景技术:
1、铸件(如油底壳)生产完成后需要对其气密性进行检测,传统的检测方式是人工将封闭的汽车发动机油底壳浸入水中,在水中对铸件充加压缩空气,观察铸件是否存在泄漏,如专利号201510606742.3公开的一种车用塑料油底壳测试设备,包括底座、机架、控制器,其特征在于,所述底座上固定有支撑杆,所述支撑杆顶端固定有下压气缸,所述下压气缸活塞连接滑板,所述滑板可滑动的套在所述支撑杆上,所述滑板底部固定一气缸,气缸活塞上设置有堵头,所述滑板底部设置有压杆,所述底座上设置有测试台,所述测试台边缘与数个夹紧杆中部铰链连接,所述夹紧杆一端与夹紧气缸的活塞铰链连接,所述测试台上设置有充气口及气压检测器,所述充气口连接充气设备。本发明可大大提高油底壳气密性的检测效率。
2、上述技术方案仅能对专利号201510103180.0的塑料油底壳进行检测,适用性小,同时不能对油底壳的油道进行检测,在此基础上,提出了一种气检试漏设备及方法。
技术实现思路
1、 1.发明要解决的技术问题
2、本发明的提供了一种气检试漏设备及方法,用以解决上述背景技术中存在的技术问题。
3、 2.技术方案
4、为了实现上述目的,本发明的技术方案是:
5、一种气检试漏设备,包括
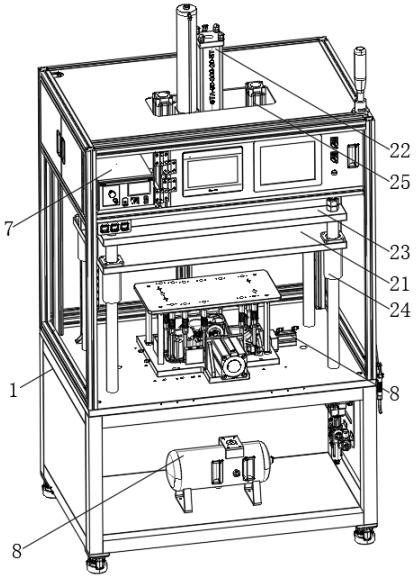
6、工装箱,其顶部设有液压驱动组件,液压驱动组件输出端设有压板,压板下压过程使得位于工装箱中部的气密工装对产品进行适应性压紧;
7、其中,所述气密工装包括
8、上夹具,压板下压过程中作用于上夹具上;
9、下夹具,其表面设有用于放置产品的工装;
10、多个弹性杆,设置于上夹具上,且多个弹性杆在下压过程中对产品进行弹性密封;
11、若干组滑柱,设置在上夹具与下夹具之间,上夹具在压板的推动下滑动在滑柱上;
12、其中,下夹具侧部设有腔体进气孔以及油道进气孔,且所述工装箱中部支撑设有对产品油道进行密封的侧面密封组件;
13、工装箱底部设有与腔体进气孔以及油道进气孔相连的储气罐,且工装箱顶面设有彼此电线连接的工控机、plc控制系统以及气密检漏仪,对产品腔体以及油道进行全面检测。
14、进一步的改进在于:还包括打点气缸,设置在工装箱中部,且与侧面密封组件垂直设置。
15、进一步的改进在于:所述弹性杆包括与上夹具相连的连接端、挤压过程中与产品相连的密封端以及设置于连接端和密封端之间的弹性件,弹性件一端伸入到连接端内,弹性件的另一端延伸到密封端内。
16、进一步的改进在于:还包括设置在气密工装外侧的扫描枪。
17、进一步的改进在于:还包括数显压力表,其与气密检漏仪电线连接,用于判定产品腔体是否排气结束。
18、进一步的改进在于:所述液压驱动组件包括增压气缸,设置在工装箱顶部;
19、支撑板,用于支撑增压气缸,支撑板设置在工装箱中部;
20、压板,与增压气缸输出端相连;
21、四组限位柱,套设在压板的四周,且压板在增压气缸的作用下在四组限位柱上进行限位滑动。
22、进一步的改进在于:还包括设置在增压气缸两侧的辅助气缸,所述辅助气缸输出端穿过支撑板并与压板相连。
23、进一步的改进在于:所述侧面密封组件包括侧面密封气缸以及与侧面密封气缸输出端相连的密封块。
24、本发明还提供了一种气检试漏方法,采用上述的一种气检试漏设备实施,包括以下步骤:
25、扫码,扫码后产品信息进入工控系统,传输到mes系统,可进行数据追溯存档;
26、放入工装,将产品放入工装内,通过液压驱动组件下压对产品全方位封堵形成全封闭空间,便于气密检测;
27、启动检测,启动气密检漏仪对产品进行自动检测;
28、设备自动加压,通过plc控制系统,将预定的动作进行编程指令,设备自动运行加压到产品的技术要求范围;
29、压力达标后保压,通过plc控制系统,将预定的动作进行编程指令,设备自动运行加压到产品的技术要求范围,然后进行保持一定时间;
30、保压时间到后自动检测,保压时间到后自动检测产品的具体泄
31、露值是否合格;
32、测试结果显示,通过气密检测仪测试后自动判定产品腔体合格或不合格;
33、自动切换油道检测,腔体完全排气后切换油道测试,通过气密检测仪测试后自动判定产品油道合格或不合格;
34、人工取出产品,并将产品信息通过工控机进行数据保存,产品测试结束。
35、 3.有益效果
36、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
37、本发明提供的气检试漏设备通过压板带动上夹具下压,多个弹性杆对产品进行全面密封,对非标产品进行一次性密封,同时将工控机和plc及气密测试仪进行一体连接实现自动检测和判定,并数据保存到mes系统,大幅度提高生产效率。
技术特征:
1.一种气检试漏设备,其特征在于:包括
2.根据权利要求1所述的一种气检试漏设备,其特征在于:还包括打点气缸,设置在工装箱中部,且与侧面密封组件垂直设置。
3.根据权利要求1所述的一种气检试漏设备,其特征在于:所述弹性杆包括与上夹具相连的连接端、挤压过程中与产品相连的密封端以及设置于连接端和密封端之间的弹性件,弹性件一端伸入到连接端内,弹性件的另一端延伸到密封端内。
4.根据权利要求1所述的一种气检试漏设备,其特征在于:还包括设置在气密工装外侧的扫描枪。
5.根据权利要求1所述的一种气检试漏设备,其特征在于:还包括数显压力表,其与气密检漏仪电线连接,用于判定产品腔体是否排气结束。
6.根据权利要求1所述的一种气检试漏设备,其特征在于:所述液压驱动组件包括增压气缸,设置在工装箱顶部;
7.根据权利要求6所述的一种气检试漏设备,其特征在于:还包括设置在增压气缸两侧的辅助气缸,所述辅助气缸输出端穿过支撑板并与压板相连。
8.根据权利要求1所述的一种气检试漏设备,其特征在于:所述侧面密封组件包括侧面密封气缸以及与侧面密封气缸输出端相连的密封块。
9.一种气检试漏方法,其特征在于,采用权利要求1-8任一所述的一种气检试漏设备实施,包括以下步骤:
技术总结
本发明公开了一种气检试漏设备,包括工装箱,其顶部设有液压驱动组件,液压驱动组件输出端设有压板,压板下压过程使得位于工装箱中部的气密工装对产品进行适应性压紧;其中,所述气密工装包括上夹具;下夹具,其表面设有用于放置产品的工装;多个弹性杆,设置于上夹具上,且多个弹性杆在下压过程中对产品进行弹性密封;若干组滑柱,设置在上夹具与下夹具之间,上夹具在压板的推动下滑动在滑柱上;其中,下夹具侧部设有腔体进气孔以及油道进气孔,且所述工装箱中部支撑设有对产品油道进行密封的侧面密封组件;工装箱底部设有储气罐,且工装箱顶面设有彼此电线连接的工控机、PLC控制系统以及气密检漏仪,对产品腔体以及油道进行全面检测。
技术研发人员:肖明海,洪荣辉,束剑锋,汪强,裴云峰
受保护的技术使用者:安徽舜富精密科技股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!