PCB板孔壁质量检测方法与流程
本发明涉及pcb板生产,尤其是涉及一种pcb板孔壁质量检测方法。
背景技术:
1、pcb板作为电子元器件的载体,其质量优劣,对于相应电子设备的可靠性有着直接影响,尤其是焊接质量及镀铜质量,直接关系到电子设备的使用寿命及稳定性;焊接质量及镀铜质量又与pcb板上钻孔的质量(孔壁粗糙度)直接相关,因而需要管控钻孔的质量。
2、传统的管控方法为,取样后对钻孔处垂直切片,在金相显微镜下观察孔壁玻璃纤维布的平整度数据(反应孔壁粗糙度),一般而言该数据需控制在25.4um以下,部分要求较严格的产品会控制在20um以下。在某些时候,为了更好的管控孔壁质量,我们会对钻孔处做水平切片或45°切片,以获取更多的数据,从而加严管控。
3、然而,不管是垂直切片、水平切片还是45°切片,均存在明显的局限性:
4、由于切片需要破坏产品,且制作切片耗时久、读取数据耗时、每次读取的孔数有限,导致取样数据小,获得的数据不能有效反应整个产品的质量状态;若增大样本数量,则成本过高,不利于规模化生产和市场竞争。
技术实现思路
1、针对上述情况,本发明提供一种pcb板孔壁质量检测方法,旨在解决现有切片取样检测的方式需要破坏产品,且制作切片耗时久、读取数据耗时、每次读取的孔数有限,导致取样数据小,获得的数据不能有效反应整个产品的质量状态;若增大样本数量,则成本过高,不利于规模化生产和市场竞争的技术问题。
2、为实现上述目的,本发明提供如下技术方案:
3、本发明提供一种pcb板孔壁质量检测方法,包括如下步骤:
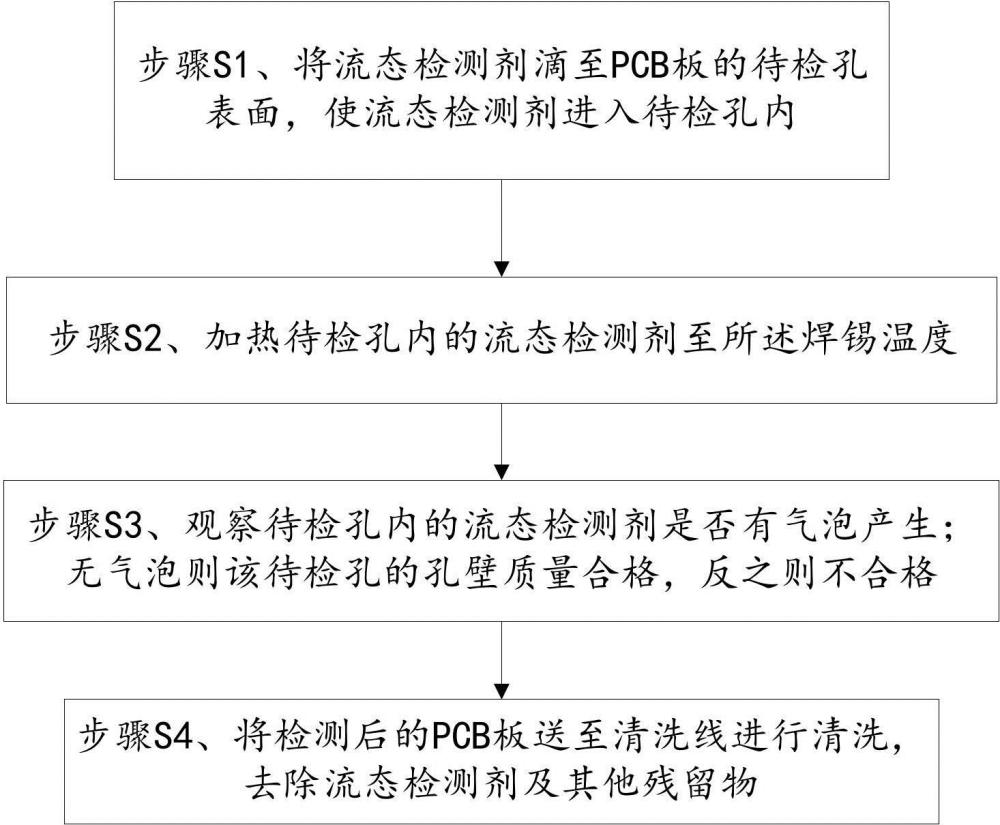
4、将流态检测剂滴至pcb板的待检孔表面,使所述流态检测剂进入待检孔内;
5、加热待检孔内的流态检测剂至预定温度;所述预定温度与pcb板焊接元器件时的焊锡温度相近;
6、观察待检孔内的流态检测剂是否有气泡产生;无气泡则该待检孔的孔壁质量合格,反之则不合格;
7、其中:所述待检孔包括通孔和盲孔;所述流态检测剂的燃点和沸点大于所述焊锡温度;所述流态检测剂的流动性与熔融态的锡相近。
8、在本发明的一些实施例中,在观察待检孔内的流态检测剂是否有气泡产生后,去除pcb板上的流态检测剂。
9、在本发明的一些实施例中,所述预定温度为200℃。
10、在本发明的一些实施例中,所述流态检测剂包括高温硅油。
11、在本发明的一些实施例中,采用测试装置加热待检孔内的流态检测剂至预定温度;所述测试装置包括:
12、支撑件,用于支撑pcb板,所述支撑件上开设有缺口,pcb板能够放置在所述缺口处而不掉落;
13、加热器,设置在所述缺口的下方。
14、在本发明的一些实施例中,所述加热器的发热体与所述缺口之间的垂直距离为50mm。
15、在本发明的一些实施例中,在加热待检孔内的流态检测剂至预定温度时,包括设定所述加热器的加热温度为200℃,加热时间为60s。
16、在本发明的一些实施例中,在观察待检孔内的流态检测剂是否有气泡产生时,包括:调整pcb板上方的相机镜头的位置至显示屏上图像显示清晰。
17、在本发明的一些实施例中,所述相机镜头使用预定倍数的镜头,并且所述相机镜头与pcb板之间相隔预定间距,以使所述加热器产生的热量不会影响到镜头。
18、在本发明的一些实施例中,所述相机镜头采用40倍镜镜头,所述相机镜头与pcb板之间留置有70mm间距。
19、本发明实施例至少具有如下优点或有益效果:
20、一、检测无须切片,不用破坏pcb板,能够简易、高效且直观地检测待检孔壁质量。
21、二、流态检测剂的燃点和沸点大于所述焊锡温度,在加热过程中,不产生或基本不产生挥发物,对环境及检察人员更友好。
22、三、使用pcb板孔壁质量检测方法后,由于采样时不需要切片,因而采样更容易,可通过增大样本数量的方式,使采集的数据更完整、更真实地反馈过程参数,这样,pcb板焊接元器件后单孔的焊锡饱满度可达到80%以上,焊接后产品的一致性、质量稳定性更高,焊接后x-ray全检可变更为抽检,从而降低x-ray检验难度、提高x-ray检验效率。
23、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得明显,或者通过实施本发明而了解。
技术特征:
1.一种pcb板孔壁质量检测方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的pcb板孔壁质量检测方法,其特征在于,在观察待检孔内的流态检测剂是否有气泡产生后,去除pcb板上的流态检测剂。
3.根据权利要求1所述的pcb板孔壁质量检测方法,其特征在于,所述预定温度为200℃。
4.根据权利要求1~3任一项所述的pcb板孔壁质量检测方法,其特征在于,所述流态检测剂包括高温硅油。
5.根据权利要求3所述的pcb板孔壁质量检测方法,其特征在于,采用测试装置加热待检孔内的流态检测剂至预定温度;所述测试装置包括:
6.根据权利要求5所述的pcb板孔壁质量检测方法,其特征在于,所述加热器的发热体与所述缺口之间的垂直距离为50mm。
7.根据权利要求5所述的pcb板孔壁质量检测方法,其特征在于,在加热待检孔内的流态检测剂至预定温度时,包括设定所述加热器的加热温度为200℃,加热时间为60s。
8.根据权利要求5~7任一项所述的pcb板孔壁质量检测方法,其特征在于,在观察待检孔内的流态检测剂是否有气泡产生时,包括:调整pcb板上方的相机镜头的位置至显示屏上图像显示清晰。
9.根据权利要求8所述的pcb板孔壁质量检测方法,其特征在于,所述相机镜头使用预定倍数的镜头,并且所述相机镜头与pcb板之间相隔预定间距,以使所述加热器产生的热量不会影响到镜头。
10.根据权利要求9所述的pcb板孔壁质量检测方法,其特征在于,所述相机镜头采用40倍镜镜头,所述相机镜头与pcb板之间留置有70mm间距。
技术总结
本发明提供了一种PCB板孔壁质量检测方法,涉及PCB板生产技术领域,其包括:将流态检测剂滴至PCB板的待检孔表面,使流态检测剂进入待检孔内;加热待检孔内的流态检测剂至预定温度;预定温度与PCB板焊接元器件时的焊锡温度相近;观察待检孔内的流态检测剂是否有气泡产生;无气泡则该待检孔的孔壁质量合格,反之则不合格;其中:待检孔包括通孔和盲孔;流态检测剂的燃点和沸点大于焊锡温度;流态检测剂的流动性与熔融态的锡相近。使用上述方法检测无须切片,不用破坏PCB板,能够简易、高效且直观地检测待检孔壁质量;此外,由于采样时不需要切片,因而采样更容易,可通过增大样本数量的方式,使采集的数据更完整、更真实地反馈过程参数。
技术研发人员:朱康健,吴鑫,何锋,何小勇
受保护的技术使用者:四川省华兴宇电子科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!