焊管管端直线度在线检测装置的制作方法
本技术涉及直线度检测,具体是指焊管管端直线度在线检测装置。
背景技术:
1、随着能源需求的增长,国内外对高品质焊管的需求越来越大。在焊管生产热处理工艺之后,焊管两端直线度对后序的加工工序及焊管最终成品的质量有很大的影响。
2、现有的焊管直线度测量装置大多为固定式的,不能调节测量机构的位置,导致只能适用于同种管径大小的焊管测量。
技术实现思路
1、本实用新型要解决的技术问题是克服以上技术困难,提供一种能够通过调节检测装置的位置来对不同管径大小的焊管进行测量的焊管管端直线度在线检测装置。
2、为解决上述技术问题,本实用新型提供的技术方案为:
3、焊管管端直线度在线检测装置,包括:
4、工作台,上侧放置有焊管;
5、夹紧结构,设置在工作台上,所述焊管通过夹紧结构固定在工作台上;
6、移动驱动机构,设置在工作台上;
7、调节机构,设置在移动驱动机构上,通过移动驱动机构驱动左右移动;
8、检测结构,固定在调节机构上,通过调节机构调节与焊管的距离。
9、作为改进,所述夹紧结构包括一对支撑板、一对l形的压杆和一对手柄螺栓,所述支撑板的上侧开设有焊管的端部放置的弧形槽,且对应压杆的竖杆部分形成孔槽,所述压杆的竖杆部分活动安装于孔槽的内侧,且横杆部分通过手柄螺栓与支撑板固定连接,所述焊管的底部管壁夹放与支撑板与压杆之间。能够夹紧钢管,避免钢管在被检测时产生位移而影响检测的准确性。
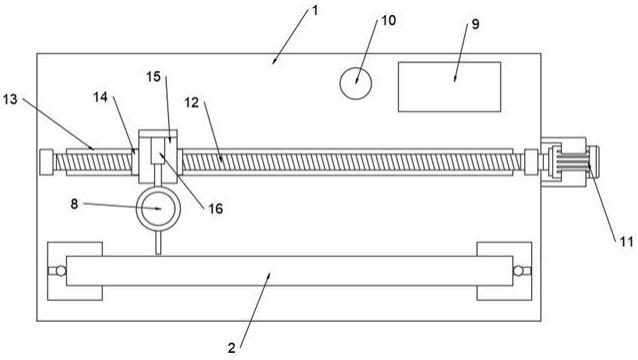
10、作为改进,所述检测结构包括百分表,所述百分表上的检测头与焊管侧壁相接触,所述工作台的上侧设有数据计算机,所述百分表和数据计算机电性连接,所述数据计算机电性连接有报警器。能够对钢管的直线度进行检测,并将检测数据传输至数据计算机,而后对检测数据进行计算分析,当直线度不符合标准时,数据计算机向报警器发送信号,控制报警器发出提醒。
11、作为改进,所述移动驱动机构包括:驱动电机,固定在工作台的右端部上侧;螺纹杆,转动设置在工作台的上侧,且右端部与驱动电机的输出轴驱动连接;滑槽,所述工作台的上侧开设有滑槽;滑块,上部螺纹套接在螺纹杆上,且底部活动安装于滑槽的内侧,所述百分表位于滑块上。能够驱动检测结构左右方向上移动,对焊管进行直线度检测。
12、作为改进,所述调节机构包括固定在滑块顶部的l形板和固定在l形板上的电动伸缩杆,所述百分表固定在电动伸缩杆的活塞轴端。能够调节百分表上的检测头与焊管侧壁的距离。
13、作为改进,所述工作台的下侧边角处分别固定有支撑腿。能够支撑本新型。
14、本实用新型与现有技术相比的优点在于:本新型通过移动驱动机构来左右移动百分表,从而实现对焊管的直线度自动在线检测,同时通过调节机构调节百分表的位置,以使得百分表上的检测头能够与不同管径大小的焊管的侧壁接触,从而实现对不同管径大小的焊管的检测。
技术特征:
1.焊管管端直线度在线检测装置,其特征在于,包括:
2.根据权利要求1所述的焊管管端直线度在线检测装置,其特征在于:所述夹紧结构包括一对支撑板(3)、一对l形的压杆(4)和一对手柄螺栓(5),所述支撑板(3)的上侧开设有焊管(2)的端部放置的弧形槽(6),且对应压杆(4)的竖杆部分形成孔槽(7),所述压杆(4)的竖杆部分活动安装于孔槽(7)的内侧,且横杆部分通过手柄螺栓(5)与支撑板(3)固定连接,所述焊管(2)的底部管壁夹放与支撑板(3)与压杆(4)之间。
3.根据权利要求1所述的焊管管端直线度在线检测装置,其特征在于:所述检测结构包括百分表(8),所述百分表(8)上的检测头与焊管(2)侧壁相接触,所述工作台(1)的上侧设有数据计算机(9),所述百分表(8)和数据计算机(9)电性连接,所述数据计算机(9)电性连接有报警器(10)。
4.根据权利要求3所述的焊管管端直线度在线检测装置,其特征在于:所述调节机构包括固定在滑块(14)顶部的l形板(15)和固定在l形板(15)上的电动伸缩杆(16),所述百分表(8)固定在电动伸缩杆(16)的活塞轴端。
5.根据权利要求1所述的焊管管端直线度在线检测装置,其特征在于:所述工作台(1)的下侧边角处分别固定有支撑腿(17)。
技术总结
本技术公开了焊管管端直线度在线检测装置,包括:作台,上侧放置有焊管;夹紧结构,设置在工作台上,所述焊管通过夹紧结构固定在工作台上;移动驱动机构,设置在工作台上;调节机构,设置在移动驱动机构上,通过移动驱动机构驱动左右移动;检测结构,固定在调节机构上,通过调节机构调节与焊管的距离。与现有技术相比的优点在于:本新型通过移动驱动机构来左右移动百分表,从而实现对焊管的直线度自动在线检测,同时通过调节机构调节百分表的位置,以使得百分表上的检测头能够与不同管径大小的焊管的侧壁接触,从而实现对不同管径大小的焊管的检测。
技术研发人员:马鹏程,张立海
受保护的技术使用者:青岛正济金属结构有限公司
技术研发日:20230302
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!