电池检测装置和制造设备的制作方法
本申请涉及电池,尤其是涉及一种电池检测装置和制造设备。
背景技术:
1、相关技术中,电池的顶盖焊接工序中在焊前会利用3d相机扫描顶盖和铝壳的缝隙,通过检测顶盖和铝壳的对齐度以避免焊接时漏光将电芯焊穿。由于顶盖和铝壳的缝隙形态接近直线,故在检测时可以平移电池完成缝隙扫描,但是该检测过程需要3d激光相机配合电池旋转扫描缝隙才能完成,检测速率比较低。
技术实现思路
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请的一个目的在于提出一种电池检测装置,所述电池检测装置既能提高检测速率也能降低检测成本。
2、本申请还旨在提出一种电池制造设备,以应用上述的电池检测装置。
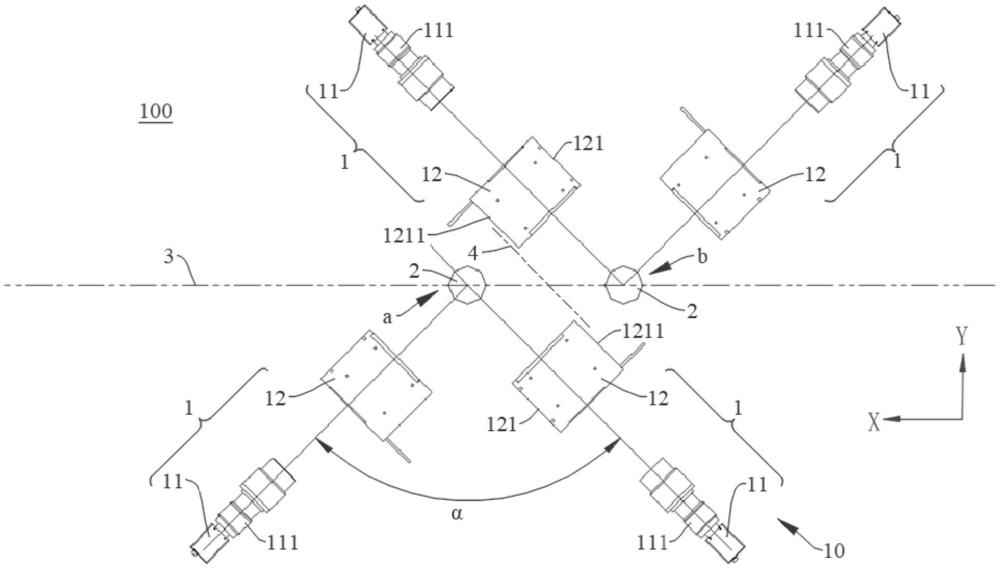
3、根据本申请实施例的电池检测装置,所述电池检测装置用于检测电池的端盖和外壳之间的缝隙,所述电池检测装置包括:多个成像系统,多个所述成像系统用于设置在所述电池的输送线的相对两侧,所述成像系统包括2d相机和光源,所述2d相机具有拍摄镜头,所述拍摄镜头的进光路径和所述光源发出的光束沿相同方向延伸且指向所述输送线上的电池。
4、根据本申请实施例的电池检测装置,通过将多个成像系统设置在电池的输送线的相对两侧能对电池的多个角度进行拍摄,可以提高检测速率,同时成像系统设置成包括2d相机和光源可以降低检测成本。
5、在本申请的一些实施例中,所述拍摄镜头为远心镜头。通过将拍摄镜头设置为远心镜头可以使镜头畸变减小,解析度提高,减小图像边缘模糊度,进而提高检测精度。
6、在本申请的一些实施例中,所述远心镜头的放大倍数为0.3~0.5倍。通过将远心镜头的放大倍数设置在0.3~0.5倍的范围内能使2d相机拍摄图像边缘更清晰,有利于提高检测精度。
7、在本申请的一些实施例中,所述2d相机为黑白相机。通过将2d相机设置成黑白相机只需采集图像的灰度值即可检测端盖和外壳之间的缝隙,采集信息比较少,处理起来比较简单。
8、在本申请的一些实施例中,所述黑白相机的像素为400万像素~600万像素。通过将黑白相机的像素设置在合理范围内可以提高相机的拍摄速度,提高检测速率。
9、在本申请的一些实施例中,所述光源为同轴光源,所述同轴光源发出的光束位于所述拍摄镜头的进光路径上。通过采用同轴光源能提供比传统光源更均匀的照明,同时避免物体反光,提高2d相机检测的准确性和重现性。
10、在本申请的一些实施例中,所述同轴光源具有发光面,所述发光面的长宽尺寸为60mm×60mm~100mm×100mm。通过将发光面的长宽尺寸设置在该范围内可以使光源亮度比较好,打光比较均匀,提升2d相机的拍摄效果。
11、在本申请的一些实施例中,所述成像系统在所述输送线的每一侧设有两个,且位于所述输送线同侧的两个所述成像系统中,两个所述拍摄镜头的进光路径之间形成有夹角,所述夹角为60度~90度。通过四个成像系统能拍摄四个角度的图像,对四个角度的图像分析能比较全面的检测端盖和外壳之间的缝隙,提高检测准确度。
12、在本申请的一些实施例中,位于所述输送线的两侧且相邻的两个所述成像系统之间设有分隔线,靠近所述分隔线的所述光源为设定光源,所述设定光源包括光源外壳,所述光源外壳具有靠近所述分隔线的设定外壁,位于所述分隔线两侧的两个所述设定外壁之间的垂直距离大于等于50mm。在该方案中,位于输送线的两侧的成像系统能相互错开,这样就能使输送线一侧的设定光源和输送线另一侧的设定光源之间发出的光束不会彼此影响,使输送线两侧的成像系统具备比较好的拍摄效果。
13、根据本申请实施例的电池制造设备,包括:输送线和前文所述的电池检测装置,所述输送线用于输送电池。
14、根据本申请实施例的电池制造设备,通过设置该电池检测装置能检测焊前端盖和外壳之间的缝隙,并具备比较快的检测速率。
15、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种电池检测装置,其特征在于,所述电池检测装置用于检测电池的端盖和外壳之间的缝隙,所述电池检测装置包括:
2.根据权利要求1所述的电池检测装置,其特征在于,所述拍摄镜头为远心镜头。
3.根据权利要求2所述的电池检测装置,其特征在于,所述远心镜头的放大倍数为0.3~0.5倍。
4.根据权利要求1所述的电池检测装置,其特征在于,所述2d相机为黑白相机。
5.根据权利要求4所述的电池检测装置,其特征在于,所述黑白相机的像素为400万像素~600万像素。
6.根据权利要求1所述的电池检测装置,其特征在于,所述光源为同轴光源,所述同轴光源发出的光束位于所述拍摄镜头的进光路径上。
7.根据权利要求6所述的电池检测装置,其特征在于,所述同轴光源具有发光面,所述发光面的长宽尺寸为60mm×60mm~100mm×100mm。
8.根据权利要求1所述的电池检测装置,其特征在于,所述成像系统在所述输送线的每一侧设有两个,且位于所述输送线同侧的两个所述成像系统中,两个所述拍摄镜头的进光路径之间形成有夹角,所述夹角为60度~90度。
9.根据权利要求8所述的电池检测装置,其特征在于,位于所述输送线的两侧且相邻的两个所述成像系统之间设有分隔线,靠近所述分隔线的所述光源为设定光源,所述设定光源包括光源外壳,所述光源外壳具有靠近所述分隔线的设定外壁,位于所述分隔线两侧的两个所述设定外壁之间的垂直距离大于等于50mm。
10.一种电池制造设备,其特征在于,包括:输送线和如权利要求1至9中任一项所述的电池检测装置,所述输送线用于输送电池。
技术总结
本技术公开了一种电池检测装置和制造设备,电池检测装置用于检测电池的端盖和外壳之间的缝隙,电池检测装置包括:多个成像系统,多个成像系统用于设置在电池的输送线的相对两侧,成像系统包括2D相机和光源,2D相机具有拍摄镜头,拍摄镜头的进光路径和光源发出的光束沿相同方向延伸且指向输送线上的电池。本技术通过将多个成像系统设置在电池的输送线的相对两侧能对电池的多个角度进行拍摄,可以提高检测速率,同时成像系统设置成包括2D相机和光源可以降低检测成本。
技术研发人员:申子阳,张志鹏,姜平,卢高风
受保护的技术使用者:宁德时代新能源科技股份有限公司
技术研发日:20230313
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!