翻料称重装置的制作方法
本技术涉及产品称重,具体的,涉及翻料称重装置。
背景技术:
1、在工业生产线材加工过程中,线材在加工完成后,线材经常会缠绕成卷,便于后续的产品输送和转移。
2、当成卷线材缠绕成卷后的第一步,需要通过称重装置对其质量进行称重,通过质量来判断该卷线材的长度和质量是否合格,卷料产品从上方掉落至称重装置上,进行称重,称重结束后再通过其他转移机构来将称重装置上的卷料产品转移离开,操作繁琐,导致称重转移效率低下。
技术实现思路
1、本实用新型提出翻料称重装置,解决了现有技术中卷料产品从上方掉落至称重装置上,进行称重,称重结束后再通过其他转移机构来将称重装置上的卷料产品转移离开,操作繁琐,导致称重转移效率低下的问题。
2、本实用新型的技术方案如下:
3、翻料称重装置,包括机架,
4、还包括,
5、侧架,所述侧架设置有两个,两个所述侧架分别安装于所述机架上的两侧,
6、翻转架,所述翻转架可转动的设置在两个所述侧架之间,
7、称重传感器座,所述称重传感器座安装于所述翻转架上,
8、载物架,所述载物架安装于所述称重传感器座上。
9、作为进一步的技术方案,所述翻转架通过翻转轴转动安装于两个所述侧架之间;
10、还包括翻转伸缩驱动件,所述翻转伸缩驱动件的固定端铰接安装于所述机架上远离所述翻转架的一侧,所述翻转伸缩驱动件的伸缩端铰接所述翻转架的下部。
11、作为进一步的技术方案,所述翻转伸缩驱动件处于原始收缩状态时,所述翻转架为竖直状态。
12、作为进一步的技术方案,所述载物架包括十字架和撑杆,所述十字架安装于所述称重传感器座上远离所述翻转架的一端,所述撑杆设置有四个,四个所述撑杆分别安装于所述十字架的四个分叉上,卷料产品套设在四个所述撑杆的外侧。
13、作为进一步的技术方案,四个所述撑杆远离所述十字架的一端均朝向十字架的中心弯曲。
14、作为进一步的技术方案,还包括平移组件,所述平移组件包括底架和平移伸缩驱动件,所述底架上设置两个滑轨,所述机架的底部通过若干个滑座滑动设置在两个所述滑轨上,所述平移伸缩驱动件的一端固定安装于所述底架上,所述平移伸缩驱动件的伸缩端连接所述机架。
15、作为进一步的技术方案,所述翻转伸缩驱动件和所述平移伸缩驱动件均为伸缩气缸。
16、本实用新型的工作原理及有益效果为:
17、本实用新型中使用该翻料称重装置时,初始状态下翻转伸缩驱动件为收缩状态或伸长状态,对应的,撑杆为水平状态或者竖直状态,以竖直状态为例,此时成型的卷料产品由上向下掉落套在四个撑杆外侧,然后被托在十字架上,此时称重传感器座支撑了十字架、撑杆和卷料产品所有的重量,此时称重传感器即可减去十字架和撑杆的质量即为卷料产品的质量,实现第一步的产品称重,称重结束后,控制翻转伸缩驱动件收缩,即撑杆转动至水平位置,此时即可将卷料产品从四个撑杆上取下转移,由此实现了卷料产品连续化的称重和转移,减少了单独称重的步骤,提高了卷料产品加工的效率。
技术特征:
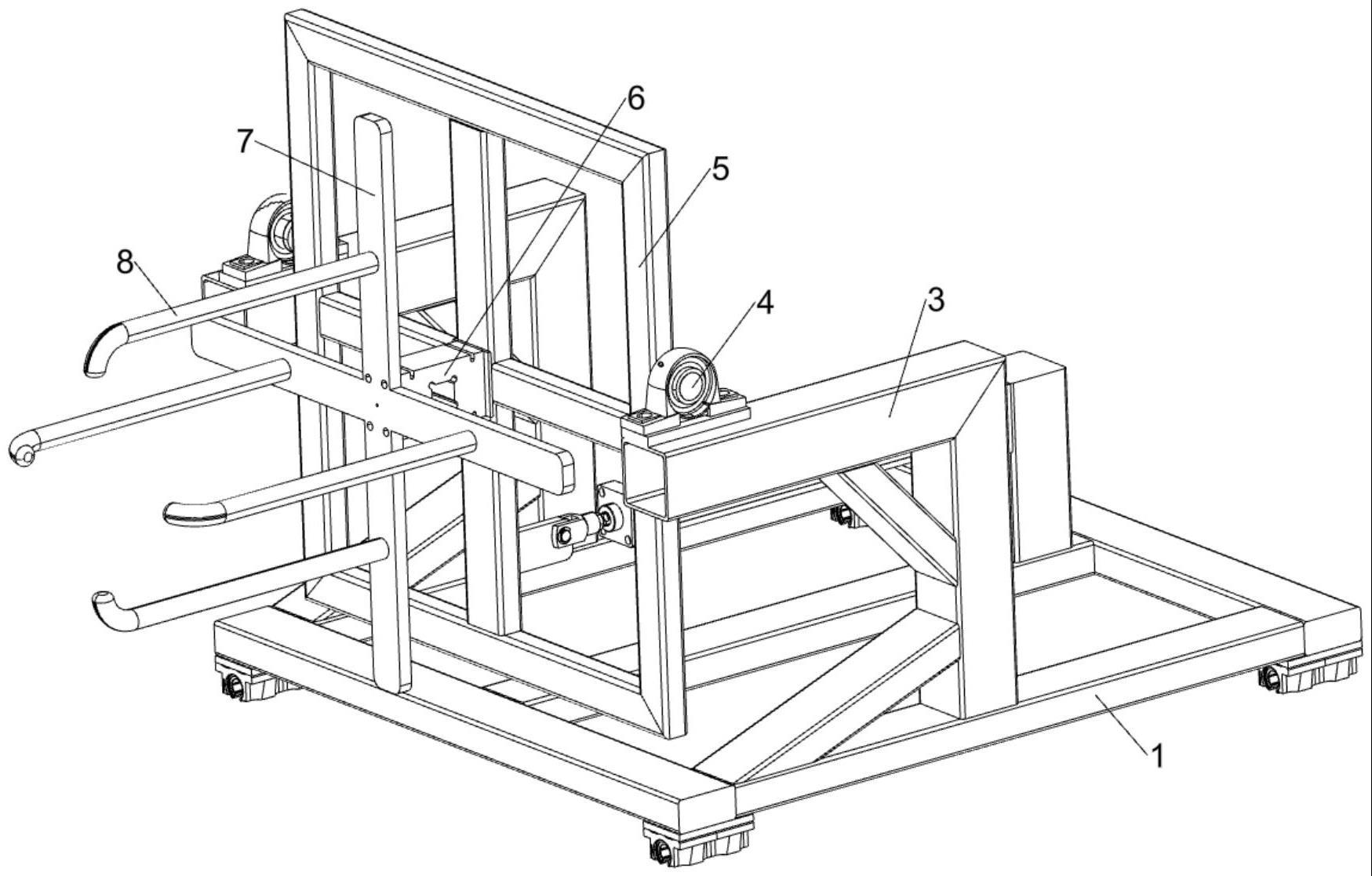
1.翻料称重装置,包括机架(1),
2.根据权利要求1所述的翻料称重装置,其特征在于,所述翻转架(5)通过翻转轴(4)转动安装于两个所述侧架(3)之间;
3.根据权利要求2所述的翻料称重装置,其特征在于,所述翻转伸缩驱动件(2)处于原始收缩状态时,所述翻转架(5)为竖直状态。
4.根据权利要求3所述的翻料称重装置,其特征在于,所述载物架包括十字架(7)和撑杆(8),所述十字架(7)安装于所述称重传感器座(6)上远离所述翻转架(5)的一端,所述撑杆(8)设置有四个,四个所述撑杆(8)分别安装于所述十字架(7)的四个分叉上,卷料产品(9)套设在四个所述撑杆(8)的外侧。
5.根据权利要求4所述的翻料称重装置,其特征在于,四个所述撑杆(8)远离所述十字架(7)的一端均朝向十字架(7)的中心弯曲。
6.根据权利要求5所述的翻料称重装置,其特征在于,还包括平移组件,所述平移组件包括底架(10)和平移伸缩驱动件(11),所述底架(10)上设置两个滑轨(12),所述机架(1)的底部通过若干个滑座滑动设置在两个所述滑轨(12)上,所述平移伸缩驱动件(11)的一端固定安装于所述底架(10)上,所述平移伸缩驱动件(11)的伸缩端连接所述机架(1)。
7.根据权利要求6所述的翻料称重装置,其特征在于,所述翻转伸缩驱动件(2)和所述平移伸缩驱动件(11)均为伸缩气缸。
技术总结
本技术涉及产品称重技术领域,提出了翻料称重装置,包括机架,还包括,侧架,所述侧架设置有两个,两个所述侧架分别安装于所述机架上的两侧,翻转架,所述翻转架可转动的设置在两个所述侧架之间,称重传感器座,所述称重传感器座安装于所述翻转架上,载物架,所述载物架安装于所述称重传感器座上。通过上述技术方案,解决了现有技术中卷料产品从上方掉落至称重装置上,进行称重,称重结束后再通过其他转移机构来将称重装置上的卷料产品转移离开,操作繁琐,导致称重转移效率低下的问题。
技术研发人员:郭向阳,段华伟,郭艳芳
受保护的技术使用者:广东思奥智能科技有限公司
技术研发日:20230318
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!