一种锅炉检验弯管量角器的制作方法
本技术涉及弯管检测,具体地说,涉及一种锅炉检验弯管量角器。
背景技术:
1、在锅炉制造中,水冷壁管、水流管束、膜式壁管等各加工工序中,对弯管角度要进行精确测量,以免造成角度偏差超标,即使小角度偏差也会无法对接或间隙扩大,使弯管与筒体(集箱)无法装配,造成组装、安装时浪费工时、消耗焊接材料、工作效率降低,进而导致大量材料被浪费,并耽误工期,并且影响到焊缝质量和运行的安全,造成一系列隐患及损失。
2、因此在加工出的弯管需要对角度进行检验,如不符合要求需要进行回收重造,现有的角度检验是直接通过常规的量角器进行角度测量,此种方式测量时,量角器不能与弯管的边进行贴合对齐,导致测量的误差较大,精度不够。
技术实现思路
1、本实用新型的目的在于提供一种锅炉检验弯管量角器,以解决上述背景技术中提出的现有的角度检验是直接通过常规的量角器进行角度测量,此种方式测量时,量角器不能与弯管的边进行贴合对齐,导致测量的误差较大,精度不够的问题。
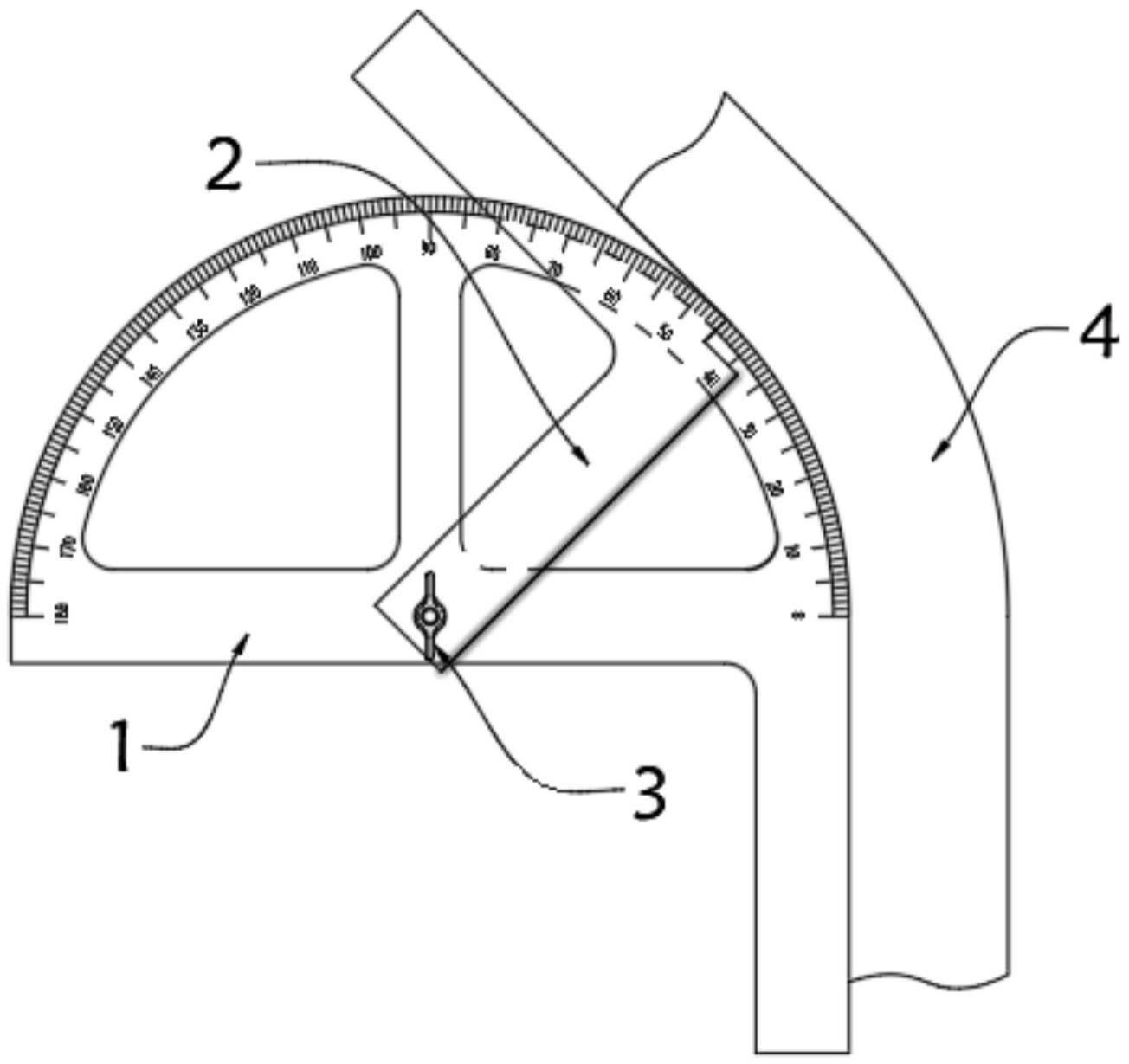
2、为实现上述目的,本实用新型提供了一种锅炉检验弯管量角器,包括固定基板和活动基板,所述活动基板的一端通过锁紧组件锁紧固定在固定基板上,所述固定基板为半圆形的量角器,弧形外边上设置有角度刻度线,所述固定基板的一侧垂直方向安装有把手,所述把手的外侧贴合在弯管的一端直管外壁处,所述活动基板包括旋转段和贴合段,所述旋转段和贴合段互相垂直,所述贴合段贴合在弯管的另一端直管外壁处,所述活动基板的拐角处外侧设置有观察口。
3、作为优选,所述把手与固定基板的底部平面侧边互相垂直,且所述把手外边与固定基板的弧形外边相切。
4、作为优选,所述观察口的一侧内壁设置有角度指示边。
5、作为优选,所述旋转段的端头处开设有轴孔,所述固定基板的圆心处开设有圆孔,所述锁紧组件包括锁紧螺栓,所述锁紧螺栓的端头穿过轴孔和圆孔且通过螺母锁紧固定。
6、作为优选,所述螺母的外侧安装有旋转柄。
7、作为优选,所述角度刻度线的最小刻度为1°,最大刻度为180°。
8、作为优选,所述固定基板与把手为一体成型结构,所述旋转段和贴合段为一体成型结构。
9、与现有技术相比,本实用新型的有益效果:
10、该锅炉检验弯管量角器中,通过活动基板在固定基板上的活动,并通过锁紧组件固定,方便检验和测量各种型式的弯管角度,在测量时保证工具与弯管的两端贴合,保证测量精度高,且使用时操作使用方便,降低检验测量人员的工作强度,提高生产效率,便于进行弯管加工后的快速检验。
技术特征:
1.一种锅炉检验弯管量角器,其特征在于:包括固定基板(1)和活动基板(2),所述活动基板(2)的一端通过锁紧组件(3)锁紧固定在固定基板(1)上,所述固定基板(1)为半圆形的量角器,弧形外边上设置有角度刻度线(13),所述固定基板(1)的一侧垂直方向安装有把手(12),所述把手(12)的外侧贴合在弯管(4)的一端直管外壁处,所述活动基板(2)包括旋转段(21)和贴合段(22),所述旋转段(21)和贴合段(22)互相垂直,所述贴合段(22)贴合在弯管(4)的另一端直管外壁处,所述活动基板(2)的拐角处外侧设置有观察口(23)。
2.根据权利要求1所述的锅炉检验弯管量角器,其特征在于:所述把手(12)与固定基板(1)的底部平面侧边互相垂直,且所述把手(12)外边与固定基板(1)的弧形外边相切。
3.根据权利要求1所述的锅炉检验弯管量角器,其特征在于:所述观察口(23)的一侧内壁设置有角度指示边(231)。
4.根据权利要求1所述的锅炉检验弯管量角器,其特征在于:所述旋转段(21)的端头处开设有轴孔(211),所述固定基板(1)的圆心处开设有圆孔(11),所述锁紧组件(3)包括锁紧螺栓(33),所述锁紧螺栓(33)的端头穿过轴孔(211)和圆孔(11)且通过螺母(31)锁紧固定。
5.根据权利要求4所述的锅炉检验弯管量角器,其特征在于:所述螺母(31)的外侧安装有旋转柄(32)。
6.根据权利要求1所述的锅炉检验弯管量角器,其特征在于:所述角度刻度线(13)的最小刻度为1°,最大刻度为180°。
7.根据权利要求1所述的锅炉检验弯管量角器,其特征在于:所述固定基板(1)与把手(12)为一体成型结构,所述旋转段(21)和贴合段(22)为一体成型结构。
技术总结
本技术涉及弯管检测技术领域,具体为一种锅炉检验弯管量角器,包括固定基板和活动基板,活动基板的一端通过锁紧组件锁紧固定在固定基板上,固定基板为半圆形的量角器,弧形外边上设置有角度刻度线,固定基板的一侧垂直方向安装有把手,把手的外侧贴合在弯管的一端直管外壁处,活动基板包括旋转段和贴合段,旋转段和贴合段互相垂直,贴合段贴合在弯管的另一端直管外壁处。该锅炉检验弯管量角器中,通过活动基板在固定基板上的活动,并通过锁紧组件固定,方便检验和测量各种型式的弯管角度,在测量时保证工具与弯管的两端贴合,保证测量精度高,操作使用方便,降低检验测量人员的工作强度,提高生产效率,便于进行弯管加工后的快速检验。
技术研发人员:杨东海,田志坚,刘聚洲,冯威,程何康,梁坤龙,郑雪雨,李博,张慧敏,冯锦超
受保护的技术使用者:河南智信锅炉技术创新有限公司
技术研发日:20230816
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!