一种气密性检测仪工装的制作方法
本技术属于工装夹具,具体涉及一种气密性检测仪工装。
背景技术:
1、目前,一些电子产品的应用场景存在多样化需求,在应用的过程中往往会接触到水、灰尘等易渗透的元素,这些都会导致产品的使用寿命大大降低,甚至直接报废。因此,电子产品在使用过程中需要能够有效地抵御外部环境中的气体和水分的侵入,以确保产品的正常运行和安全性。气密性检测是评估电子产品密封性能的一种重要方法,它可以帮助制造商预防产品在使用过程中可能出现的故障和问题。
2、气密性检测是指测量电子产品封装件内部的气体渗漏率,并根据测量结果确定产品的气密性能是否符合要求。对电子产品而言,封装件的气密性检测尤其重要,因为它可以有效地防止灰尘、湿气和其他有害物质进入产品内部,从而提高产品的可靠性和使用寿命。然而在现实生产过程中,对电子产品气密性检测的稳定性、可靠性、经济性、一致性很难保证。
技术实现思路
1、本实用新型的目的在于提供一种气密性检测仪工装,以提高电子产品气密性检测的稳定性、可靠性、经济性和一致性。
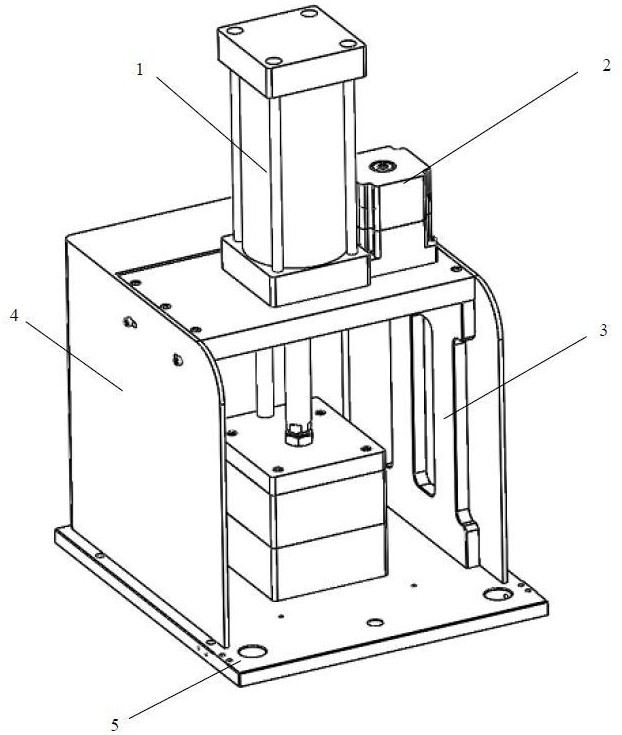
2、实现本实用新型目的的技术解决方案为:一种气密性检测仪工装,其特征在于,包括气缸、调容罐、支撑立柱、防护罩、底板、导向杆、导向板、顶板、安装模板、上模、密封圈、下模;
3、将支撑立柱底部固定于底板上,将顶板固定于支撑立柱顶部,气缸、调容罐、导向板设置于顶板上;
4、安装模板旋进气缸的螺杆上;上模安装在安装模板底部,下模安装在底板上表面,下模与上模相向的两个面开设腔体,该腔体用于置放待检测的产品,下模与上模接触的表面开槽,槽内设置密封圈;下模的侧壁开设气孔,该气孔用于气密性检测仪对腔体内的气密性进行检测;
5、防护罩固定在支撑立柱上,将底板、顶板之间的三个侧面包围,一个侧面开放用于放入和取出待检测的产品。
6、进一步地,安装模板的四边与底板的四边平行。
7、进一步地,该工装还包括第一内六角圆柱头螺钉、第二内六角圆柱头螺钉、第三内六角圆柱头螺钉、第四内六角圆柱头螺钉、第五内六角圆柱头螺钉、第六内六角圆柱头螺钉、第七内六角圆柱头螺钉、第八内六角圆柱头螺钉。
8、进一步地,所述第七内六角圆柱头螺钉将支撑立柱安装在底板上,第三内六角圆柱头螺钉将顶板安装在支撑立柱顶部。
9、进一步地,所述第四内六角圆柱头螺钉将气缸安装于顶板,第一内六角圆柱头螺钉将调容罐安装于顶板,第二内六角圆柱头螺钉将导向板安装于顶板。
10、进一步地,该工装还包括锁紧螺母,所述锁紧螺母拧进气缸的螺杆处,安装模板旋进气缸的螺杆上,导向杆的螺纹一端穿过导向板拧紧到安装模板对应的螺纹孔处,锁紧螺母下旋固定安装模板的位置。
11、进一步地,第五内六角圆柱头螺钉将上模安装在安装模板底部。
12、进一步地,第六内六角圆柱头螺钉将下模安装在底板上表面。
13、进一步地,第八内六角圆柱头螺钉将防护罩安装在支撑立柱上。
14、进一步地,所述上模、下模均用不锈钢材料,与待检测的产品接触面的表面均以光滑圆角过渡,内部曲面与待检测的产品贴合。
15、本实用新型与现有技术相比,其显著优点为:(1)结构合理,运用在流水作业半自动化生产线,实现产品自动化检测,提高了生产效率;(2)辅助流水作业,通过精密的气密性检测,确保产品质量一致性与合格率;(3)产品模具便于更换,适用性强,并且节约了经济成本。
技术特征:
1.一种气密性检测仪工装,其特征在于,包括气缸(1)、调容罐(2)、支撑立柱(3)、防护罩(4)、底板(5)、导向杆(6)、导向板(7)、顶板(8)、安装模板(9)、上模(10)、密封圈(11)、下模(12);
2.根据权利要求1所述的气密性检测仪工装,其特征在于,安装模板(9)的四边与底板(5)的四边平行。
3.根据权利要求2所述的气密性检测仪工装,其特征在于,该工装还包括第一内六角圆柱头螺钉(14)、第二内六角圆柱头螺钉(15)、第三内六角圆柱头螺钉(16)、第四内六角圆柱头螺钉(17)、第五内六角圆柱头螺钉(18)、第六内六角圆柱头螺钉(19)、第七内六角圆柱头螺钉(20)、第八内六角圆柱头螺钉(21)。
4.根据权利要求3所述的气密性检测仪工装,其特征在于,所述第七内六角圆柱头螺钉(20)将支撑立柱(3)安装在底板(5)上,第三内六角圆柱头螺钉(16)将顶板(8)安装在支撑立柱(3)顶部。
5.根据权利要求3所述的气密性检测仪工装,其特征在于,所述第四内六角圆柱头螺钉(17)将气缸(1)安装于顶板(8),第一内六角圆柱头螺钉(14)将调容罐(2)安装于顶板(8),第二内六角圆柱头螺钉(15)将导向板(7)安装于顶板(8)。
6.根据权利要求3所述的气密性检测仪工装,其特征在于,该工装还包括锁紧螺母(13),所述锁紧螺母(13)拧进气缸(1)的螺杆处,安装模板(9)旋进气缸(1)的螺杆上,导向杆(6)的螺纹一端穿过导向板(7)拧紧到安装模板(9)对应的螺纹孔处,锁紧螺母(13)下旋固定安装模板(9)的位置。
7.根据权利要求3所述的气密性检测仪工装,其特征在于,第五内六角圆柱头螺钉(18)将上模(10)安装在安装模板(9)底部。
8.根据权利要求3所述的气密性检测仪工装,其特征在于,第六内六角圆柱头螺钉(19)将下模(12)安装在底板(5)上表面。
9.根据权利要求3所述的气密性检测仪工装,其特征在于,第八内六角圆柱头螺钉(21)将防护罩(4)安装在支撑立柱(3)上。
10.根据权利要求3所述的气密性检测仪工装,其特征在于,所述上模(10)、下模(12)均用不锈钢材料,与待检测的产品(22)接触面的表面均以光滑圆角过渡,内部曲面与待检测的产品(22)贴合。
技术总结
本技术公开了一种气密性检测仪工装,该工装包括气缸、调容罐、支撑立柱、防护罩、底板、导向杆、导向板、顶板、安装模板、上模、密封圈、下模;支撑立柱底部固定于底板上,顶板固定于支撑立柱顶部,气缸、调容罐、导向板设置于顶板上;安装模板旋进气缸的螺杆上;上模安装在安装模板底部,下模安装在底板上表面,下模与上模相向的两个面开设腔体,用于置放待检测的产品,下模与上模接触面开槽,槽内设置密封圈;下模的侧壁开设气孔,用于对腔体内的气密性进行检测;防护罩固定在支撑立柱上,将底板、顶板之间的三个侧面包围,一个侧面开放用于放入和取出待检测产品。本技术提高了电子产品气密性检测的稳定性、可靠性、经济性和一致性。
技术研发人员:杨国强,孙网生
受保护的技术使用者:南京沃特电机有限公司
技术研发日:20230911
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!