浆料细度自动读取方法及浆料细度自动读取设备与流程
本发明涉及锂电池浆料细度检测,更确切地说是一种浆料细度自动读取方法及浆料细度自动读取设备。
背景技术:
1、传统的锂电池浆料细度检测是通过人工将浆料滴在细度刮板上,用细度刮刀将浆料均匀的刮涂在细度刮板的凹槽上,刮完后人工根据浆料在细度刮板凹槽上出现的露白情况,进行相应的读数,此种方式存在以下缺陷:
2、1、人工取液滴液操作一般采用勺子或其他容器,且手工滴液的方式无法保证滴液量的一致性。
3、2、人工进行手动用细度刮刀刮涂时,无法稳定的控制刮涂的速度,细度刮刀下压的力度,细度刮刀与细度刮板之间的角度。
4、3、人工读数的判定方式,每个实验人员的读数习惯,读数方式有相应的偏差,导致不同人员做出的细度读数结果有一定的偏差。
5、显然,现有的锂电池浆料细度检测存在效率低、精度差的缺陷。
技术实现思路
1、本发明为了解决现有技术锂电池浆料细度检测存在效率低、精度差的技术问题,提供了一种浆料细度自动读取方法。
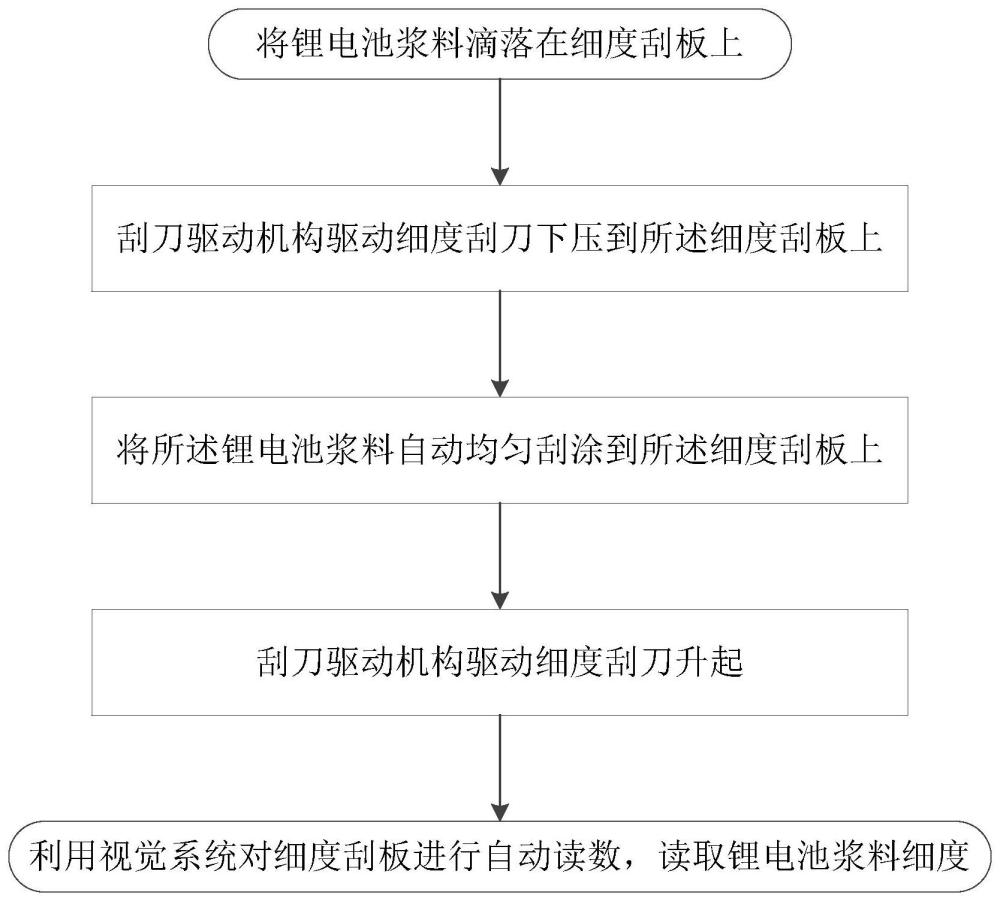
2、为解决上述技术问题,本发明采用的技术方案为设计一种浆料细度自动读取方法,包括:
3、将锂电池浆料滴落在细度刮板上;
4、刮刀驱动机构驱动细度刮刀下压到所述细度刮板上;
5、将所述锂电池浆料自动均匀刮涂到所述细度刮板上;
6、刮刀驱动机构驱动细度刮刀升起;
7、利用视觉系统对细度刮板进行自动读数,读取锂电池浆料细度。
8、所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;
9、驱动所述细度刮板相对所述细度刮刀横向运动,将所述锂电池浆料自动均匀刮涂到所述细度刮板上。
10、所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;
11、驱动所述细度刮刀相对所述细度刮板横向运动,将所述锂电池浆料自动均匀刮涂到所述细度刮板上。
12、所述将锂电池浆料滴落在细度刮板上包括;
13、在注浆驱动机构驱动下,将浆料器中的锂电池浆料通过浆料器滴落在细度刮板上。
14、所述利用视觉系统对细度刮板进行自动读数,读取锂电池浆料细度包括:
15、将所述细度刮板运动到视觉系统下方,所述视觉系统对细度刮板进行自动读数,读取锂电池浆料细度。
16、本发明还提供了一种浆料细度自动读取设备,包括机架,所述浆料细度自动读取设备还包括:
17、细度刮板,其设于所述机架上,且可相对所述机架横向运动;
18、刮板驱动机构,其设于所述机架上,所述刮板驱动机构与所述细度刮板连接且可驱动所述细度刮板相对所述机架横向运动;
19、注浆单元,其设于所述机架上,所述注浆单元位于所述细度刮板的上方且将锂电池浆料滴落在细度刮板上;
20、细度刮刀,其位于所述细度刮板上方且可相对所述细度刮板上下运动;
21、刮刀驱动机构,其设于所述机架上,所述刮刀驱动机构驱动所述细度刮刀相对所述细度刮板上下运动;所述刮刀驱动机构驱动所述细度刮刀下压到所述细度刮板上,待所述锂电池浆料自动均匀刮涂到所述细度刮板上后,所述刮刀驱动机构驱动细度刮刀升起;
22、视觉系统,其设于所述机架上,所述视觉系统对细度刮板进行自动读数,读取锂电池浆料细度。
23、所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;所述刮板驱动机构驱动所述细度刮板相对所述细度刮刀横向运动,将所述锂电池浆料自动均匀刮涂到所述细度刮板上;
24、所述刮板驱动机构在所述锂电池浆料自动均匀刮涂到所述细度刮板上后,所述刮板驱动机构驱动所述细度刮板运动至所述视觉系统下方,所述视觉系统对细度刮板进行自动读数。
25、所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;所述刮刀驱动机构驱动所述细度刮刀相对所述细度刮板横向运动,将所述锂电池浆料自动均匀刮涂到所述细度刮板上。
26、所述注浆单元包括:
27、浆料器,其设于所述机架上;所述浆料器包括浆料筒和插于所述浆料筒中且可相对所述浆料筒运动的活塞;
28、注浆驱动机构,其与所述活塞连接且可驱动所述活塞相对所述浆料筒运动,将浆料筒中的锂电池浆料滴落在所述细度刮板上。
29、所述浆料细度自动读取设备还包括刮刀调整机构,所述细度刮刀设于所述刮刀调整机构上且所述细度刮刀与所述刮刀调整机构在所述刮刀驱动机构的驱动下同步运动;所述刮刀调整机构包括:
30、刮刀调整座,其与所述刮刀驱动机构连接且在所述刮刀驱动机构驱动下上下运动;
31、刮刀转轴,其与所述刮刀调整座可转动连接;所述细度刮刀与所述刮刀转轴固定连接;
32、调整旋钮,其设于所述刮刀调整座外侧且与所述刮刀转轴固定连接。
33、本发明通过将锂电池浆料滴落在细度刮板上,利用刮刀驱动机构驱动细度刮刀下压到所述细度刮板上;然后将所述锂电池浆料自动均匀刮涂到所述细度刮板上;刮刀驱动机构驱动细度刮刀升起;最后利用视觉系统对细度刮板进行自动读数,读取锂电池浆料细度。由于锂电池浆料自动均匀刮涂,避免了人工刮涂造成的不稳定性,提高了效率和精度,此外,通过视觉系统自动读数,避免了人工读数习惯不同造成的偏差,保证了读数结果的一致性,提高了读数效率和精度。
技术特征:
1.一种浆料细度自动读取方法,其特征在于包括:
2.根据权利要求1所述的浆料细度自动读取方法,其特征在于:所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;
3.根据权利要求1所述的浆料细度自动读取方法,其特征在于:所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;
4.根据权利要求1所述的浆料细度自动读取方法,其特征在于:所述将锂电池浆料滴落在细度刮板上包括;
5.根据权利要求1所述的浆料细度自动读取方法,其特征在于:所述利用视觉系统对细度刮板进行自动读数,读取锂电池浆料细度包括:
6.一种浆料细度自动读取设备,包括机架,其特征在于:所述浆料细度自动读取设备还包括:
7.根据权利要求6所述的浆料细度自动读取设备,其特征在于:所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;所述刮板驱动机构驱动所述细度刮板相对所述细度刮刀横向运动,将所述锂电池浆料自动均匀刮涂到所述细度刮板上;
8.根据权利要求6所述的浆料细度自动读取设备,其特征在于:所述将所述锂电池浆料自动均匀刮涂到所述细度刮板上包括;所述刮刀驱动机构驱动所述细度刮刀相对所述细度刮板横向运动,将所述锂电池浆料自动均匀刮涂到所述细度刮板上。
9.根据权利要求6所述的浆料细度自动读取设备,其特征在于:所述注浆单元包括:
10.根据权利要求9所述的浆料细度自动读取设备,其特征在于:所述浆料细度自动读取设备还包括刮刀调整机构,所述细度刮刀设于所述刮刀调整机构上且所述细度刮刀与所述刮刀调整机构在所述刮刀驱动机构的驱动下同步运动;所述刮刀调整机构包括:
技术总结
本发明公开一种浆料细度自动读取方法,包括:将锂电池浆料滴落在细度刮板上;刮刀驱动机构驱动细度刮刀下压到所述细度刮板上;将所述锂电池浆料自动均匀刮涂到所述细度刮板上;刮刀驱动机构驱动细度刮刀升起;利用视觉系统对细度刮板进行自动读数,读取锂电池浆料细度。本发明还公开了一种浆料细度自动读取设备。本发明可用于锂电池浆料细度检测,效率高,精度高,一致性好。
技术研发人员:蔡顺锋
受保护的技术使用者:深圳市善思创兴科技有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!