一种基于数字锁相放大器的金属缺陷检测成像方法
本发明涉及材料测试领域,特别是涉及一种基于数字锁相放大器的金属缺陷检测成像方法。
背景技术:
1、随着工业制造的快速发展,对金属材料的质量控制和缺陷检测提出了更高的要求。传统的金属缺陷检测方法如射线检测、超声检测等,虽然能够实现有效的检测,但设备复杂、操作繁琐,难以满足实时生产线上的快速检测需求。因此,开发一种简单、快速且准确的金属缺陷检测方法具有重要意义。
2、相控电涡流传感器是一种新型的无损检测传感器,它利用相位不断变化的激励信号和低频电涡流穿透检测原理,持续扫描金属表面时,会在金属内部产生相位不断变化的电涡流。当金属表面或内部存在缺陷时,相控涡流场的激励涡流的分布会产生变化,通过测量涡流场电压变化,可以快速对金属表面和内部缺陷成像。然而,相控电涡流传感器的输出信号通常很微弱,容易受到干扰,因此需要一种高效的信号处理方法来提取特征信息。
3、目前的金属无损检测方法包括:射线无损检测、超声无损检测、磁粉无损检测和涡流无损检测等。
4、射线无损检测可以直观显示缺陷的形状和尺寸,检测结果便于长期保存。对内部体积性缺陷有很高的灵敏度,适用于结构件原位检测,不需大的拆卸。
5、超声无损检测对工件内部面状缺陷有很高的灵敏度,便于现场检测,可以实时采集检测结果。
6、磁粉无损检测有很高的检验灵敏度,可检缺陷最小宽度为0.1微米,能直观显示缺陷的位置、形状和大小,检验几乎不受工件的大小和形状的限制。
7、涡流无损检测的优点是:使用最广泛,便于现场检测,对工件表面要求不高。
8、射线无损检测的缺点是,射线对人员有损伤作用,必须采取防护措施,检测周期较长,不能实时得到结果。
9、超声无损检测的缺陷显示不直观,对缺陷定性和定量较困难,需要耦合剂,对操作人员的技能有较高的要求。
10、磁粉无损检测只能检验铁磁性材料表面和近表面的缺陷,通常可检深度仅为1-2毫米,磁悬液可能导致环境污染,不利于现场检测。
11、涡流无损检测受工件形状影响大,检测效率低,对缺陷显示不直观,难于定性和定量。
技术实现思路
1、本发明解决现有技术中对金属物品探伤检测的检测效率低,精度低,易受外部环境干扰的问题。
2、本发明技术方案为:一种基于数字锁相放大器的金属缺陷检测成像方法,该方法包括:
3、步骤1:采用相控涡流传感器对样本金属物品的缺陷部位进行扫描,采集每次扫描的涡流信号;
4、步骤2:采用dwt离散小波变换对步骤1每次扫描得到的涡流信号进行降噪和滤波;
5、步骤3:采用数字锁相放大器对步骤2得到的信号进行特征提取,提取的特征包括步骤2得到的信号的幅值和相位;
6、步骤4:采用步骤1到步骤3的方法采集不同缺陷的样本金属物品的数据,建立样本特征库;
7、步骤5:当检测目标金属物品时,首先对目标金属物品进行逐点扫描,然后根据步骤1到步骤3的方法对每次扫描后的数据计算幅值和相位;将该幅值和相位与样本特征库进行匹配,如果有匹配的特征则说明该次扫描位置有缺陷;
8、步骤6:对有缺陷的扫描位置根据其幅值信息生成二维矩阵;
9、步骤7:根据二维矩阵生成缺陷图像。
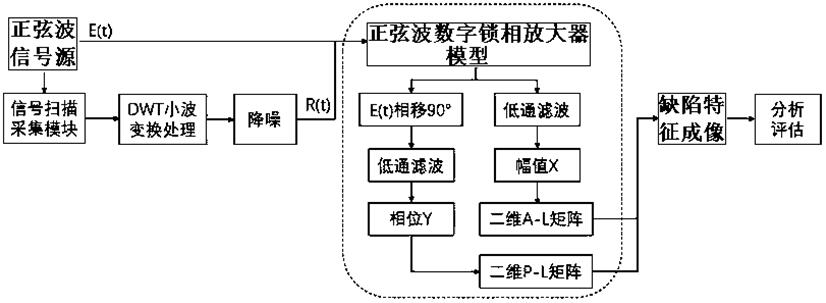
10、进一步的,所述步骤3中数字锁相放大器的输入为步骤1采集的e(t)正弦波激励信号和步骤2得到的dwt降噪后的r(t)信号,输出为二维a-l矩阵和二维p-l矩阵,所述二维a-l矩阵为根据幅值信息得到,二维p-l矩阵为根据相位信息得到。
11、进一步的,所述步骤3提取的特征还包括,该特征的计算方法为:
12、;
13、其中,为指数调节系数,为特征调节系数,k为特征种类,n为采样次数,为特征相关性系数,a-p()为锁相放大器函数,dwt()为小波变换函数,为待小波处理的样本值,为分解系数,表示特征样本种类,如幅值、相位、积分面积、波峰、波谷;
14、进一步的,所述步骤3中数字锁相放大器的具体计算方法为:
15、步骤3.1:将e(t)和r(t)信号作为锁相放大器输入:
16、;
17、;
18、;
19、其中,a表示发射信号强度,表示发射信号相位角,b表示接收信号强度,表示接收信号相位角,表示信号的相位差,实际信号一般情况下,需要通过相位校正电路,将结果校正回零相位;
20、步骤3.2:当且时,通过低通滤波器过滤掉频率分量,则有:
21、;
22、此时,数字锁相放大器输出实部幅值,结果仅与两信号的幅值相关;
23、步骤3.3:将e(t)相移90°后,与r(t)相乘则有,经过低通滤波器后变为:
24、;
25、步骤3.4:当时上式为0,即数字锁相放大器输出的虚部相位为0;当时,虚部为恒定值;
26、即通过锁相放大器解出的实部x只与待测信号的幅值相关,虚部只与待测信号、参考信号之间的相位差相关;所述参考信号由独立的信号发生器产生,作为缺陷检测传感器的激励信号源;此处采用1khz正弦波,因此响应信号e(t)、r(t)波形表达式亦为sin()函数;
27、步骤3.5:还原接收信号:
28、;
29、其中,为输入信号的幅值,x表示数字锁相放大器处理后生成的实部信号,y表示数字锁相放大器处理后生成的虚部信号,表达式意味着方程模型具有可逆性,推导模型是完备的,可由信号特征还原接收信号。
30、本发明可以有效提高涡流特征信号的信噪比,提高检测的准确性;本发明重构涡流特征的二维矩阵,能够有效地表征信号中的局部缺陷信息,提高了对缺陷的识别精度;结合图像处理算法将数字锁相放大器检测结果以图像形式直观展现出来,降低了人工缺陷分析的难度;适用于不同材质的金属材料,具有较强的通用性和泛化能力。
技术特征:
1.一种基于数字锁相放大器的金属缺陷检测成像方法,其特征在于,该方法包括:
2.如权利要求1所述的一种基于数字锁相放大器的金属缺陷检测成像方法,其特征在于,所述步骤3中数字锁相放大器的输入为步骤1采集的e(t)正弦波激励信号和步骤2得到的dwt降噪后的r(t)信号,输出为二维a-l矩阵和二维p-l矩阵,所述二维a-l矩阵为根据幅值信息得到,二维p-l矩阵为根据相位信息得到。
3.如权利要求1所述的一种基于数字锁相放大器的金属缺陷检测成像方法,其特征在于,所述步骤3提取的特征还包括,该特征的计算方法为:
4.如权利要求1所述的一种基于数字锁相放大器的金属缺陷检测成像方法,其特征在于,所述步骤3中数字锁相放大器的具体计算方法为:
技术总结
该发明公开了一种基于数字锁相放大器的金属缺陷检测成像方法,涉及涡流无损检测、信号处理和特征成像领域。本发明重构涡流特征的二维矩阵,能够有效地表征信号中的局部缺陷信息,提高了对缺陷的识别精度;结合图像处理算法将数字锁相放大器检测结果以图像形式直观展现出来,降低了人工缺陷分析的难度;适用于不同材质的金属材料,具有较强的通用性和泛化能力。
技术研发人员:谢勇
受保护的技术使用者:电子科技大学
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!