一种热轧尖角管锯切用垂直度测量装置的制作方法
本发明涉及热轧尖角管加工领域,尤其涉及一种热轧尖角管锯切用垂直度测量装置。
背景技术:
1、热轧尖角方管是方管的一种,综合性能好,热轧尖角方管在使用的过程中可经过裁断、折弯等工序制作成需要的形状,广泛应用在建筑,机械制造,钢铁建设等项目,造船,太阳能发电支架,钢结构工程,汽车底盘,机场,锅炉建造,高速路栏杆,房屋建筑,压力容器,石油储罐,桥梁,电站设备,起重运输机械及其他较高载荷的焊接结构件等地方,应用广泛,而且具有成本低,强度高等优点。
2、热轧尖角管在扎管延伸成型后,端部可能存在扭曲的情况,因此需要锯切钢管头尾,或对钢管头尾处进行矫直,从而使得生产的钢管保持直角并保持四边相互垂直并且平直,因此在对热轧尖角管进行锯切的过程中,需要对热轧尖角管边角的垂直度进行测量,从而识别热轧尖角管边缘的垂直度合格位置以实现精准锯切。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种热轧尖角管锯切用垂直度测量装置。
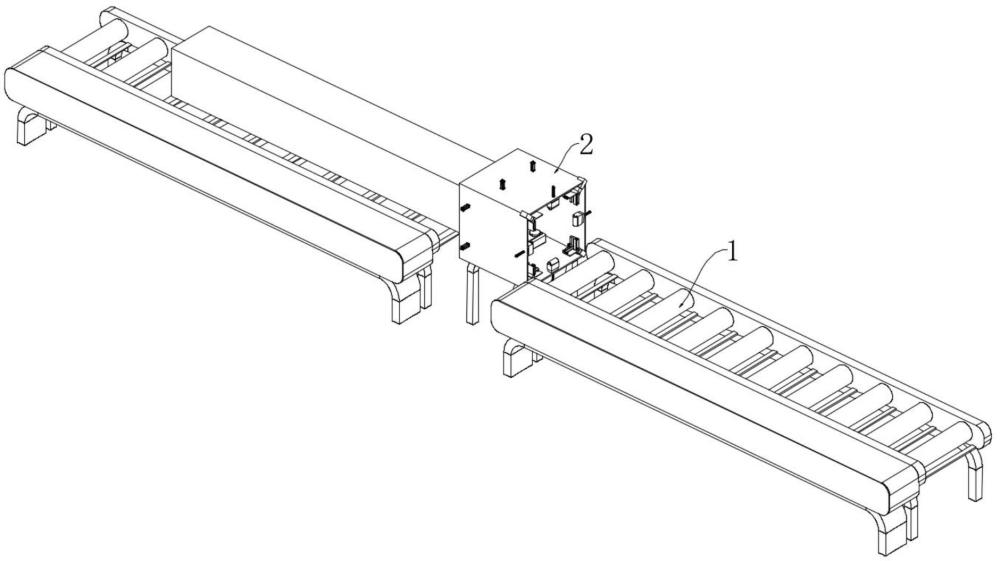
2、本发明提供一种热轧尖角管锯切用垂直度测量装置,包括输送件和检测仓,所述输送件将热轧尖角管向所述检测仓输送,还包括:
3、定位识别件,用于识别热轧尖角管进入所述检测仓的内部;
4、四个伸缩架,呈圆周阵列安装于所述检测仓的内部;
5、四个v形铰接架,与所述伸缩架对应设置,且转动安装于对应所述伸缩架的内部;所述v形铰接架用于在夹角对准热轧尖角管的边缘时,检测热轧尖角管的垂直度;
6、压力传感组件,安装于所述v形铰接架的内部,在所述v形铰接架交叉处于直角状态时,所述压力传感组件无外压力,在所述v形铰接架交叉偏移直角状态时,所述压力传感组件受外压力;
7、四个弹性支撑件,与所述伸缩架对应设置,用于通过弹性支撑推动所述v形铰接架交叉处于锐角状态;
8、热轧尖角管在输送件的输送作用下进入检测仓的内部,在热轧尖角管进入检测仓的内部时,定位识别件对热轧尖角管的位置进识别,在识别到热轧尖角管进入检测仓的内部后,伸缩架带动v形铰接架与热轧尖角管的边缘接触,热轧尖角管的边缘推动v形铰接架,使得v形铰接架的交叉处夹角通过贴合热轧尖角管的边缘而等同于热轧尖角管边缘的角度,从而通过v形铰接架的交叉处夹角反应热轧尖角管的边缘角度,在所述v形铰接架交叉处于直角状态时,所述压力传感组件无外压力,从而压力传感组件不受压力作用时热轧尖角管边缘角处于垂直状态,在所述v形铰接架交叉偏移直角状态时,所述压力传感组件受外压力作用,从而根据压力传感组件的受压大小识别热轧尖角管边缘角与垂直状态的偏差大小,从而通过四个v形铰接架的设置,同时对热轧尖角管的四个边缘角进行垂直度检测,并且在热轧尖角管不断通过v形铰接架时,能够持续对热轧尖角管的边缘角进行检测,从而有利于持续对热轧尖角管的垂直度进行检测,在检测出热轧尖角管垂直度合格时,能够通过外设的锯切装置对热轧尖角管进行锯切,从而锯切出热轧尖角管的垂直度不合格段。
9、优选的,还包括:
10、伸缩驱动件,与所述伸缩架对应设置,安装于所述伸缩架与所述检测仓的内壁之间;
11、控制单元,用于在所述定位识别件识别热轧尖角管进入所述检测仓的内部后,控制伸缩驱动件启动,以推动所述v形铰接架贴合热轧尖角管边缘;
12、在热轧尖角管未进入检测仓的内部时,伸缩驱动件带动伸缩架移动远离检测仓的中心处,从而使得热轧尖角管在向检测仓的内部移动时,避免由于端部变形而撞击v形铰接架,导致v形铰接架受损的情况发生,在定位识别件识别热轧尖角管进入所述检测仓的内部后,控制单元控制伸缩驱动件启动,使得伸缩驱动件在热轧尖角管进入v形铰接架之间时,通过伸缩驱动件推动v形铰接架向检测仓的中心处移动,从而有利于在v形铰接架贴合热轧尖角管的边缘时,能够由初始状态时的锐角状态通过推动逐渐贴合适配热轧尖角管的角度,从而有利于对热轧尖角管的垂直度测量的准确性。
13、优选的,所述v形铰接架包括第一转动杆和第二转动杆,所述第一转动杆和所述第二转动杆相互转动连接,所述第一转动杆和所述第二转动杆均转动安装于所述伸缩架的内部;
14、所述压力传感组件包括:
15、转动块,与所述第二转动杆固定连接;
16、两个压力传感器,分别通过固定架固定于所述第一转动杆内部开设的内腔内部;
17、两个第二弹簧,分别固定于所述转动块的两端,两个所述第二弹簧的端部分别挤压两个压力传感器;
18、在热轧尖角管进入v形铰接架之间时,第一转动杆和第二转动杆分别在第一弹簧的弹性力作用下被推动向热轧尖角管的侧壁贴合,从而使得第一转动杆和第二转动杆的夹角角度等于热轧尖角管的边缘角度,在第一转动杆和第二转动杆处于垂直状态时,转动块在第一转动杆的内部处于平衡态,即处于两个第二弹簧均为自然无弹性力的状态,此时两个压力传感器均不受压力作用,在第一转动杆和第二转动杆处于锐角或钝角状态时,转动块随着第二转动杆在第一转动杆内部开设的内腔内部转动,从而推动其中一个第二弹簧,使得第二弹簧压缩产生弹性力,从而使得第二弹簧推动对应的压力传感器,使得对应的压力传感器受压力作用,从而识别出热轧尖角管的边缘不垂直,两个压力传感器分别对应热轧尖角管偏向锐角和偏向钝角状态,并且根据压力传感器的受压大小,能够识别热轧尖角管的角度偏移大小,从而有利于对热轧尖角管的垂直度进行检测。
19、优选的,还包括:
20、激光灯,安装于所述转动块的内部;
21、所述内腔包括弧形腔和直腔;所述激光灯位于所述弧形腔的内部,且所述激光灯的激光向所述直腔内部照射;
22、两个反射镜,均固定于所述直腔的内部,两个所述反射镜相对设置;
23、激光接收器,固定于所述直腔的内部,所述激光灯的激光经过两个所述反射镜的交替反射后被所述激光接收器接收;所述激光接收器用于接收并识别激光接收位置;
24、在第一转动杆和第二转动杆产生相对转动时,激光灯随着转动块的转动而转动,激光灯射出的激光在两个反射镜的交替反射作用下被激光接收器识别;
25、在第一转动杆和第二转动杆处于相互垂直状态时,激光灯射出的激光呈四十五度角射向反射镜,在两个反射镜的交替反射作用下激光到达激光接收器的垂直识别位置,从而识别出第一转动杆和第二转动杆的垂直状态;
26、在第一转动杆和第二转动杆偏移垂直状态时,激光灯射出的激光在两个反射镜的交替反射作用下逐渐扩大偏移误差,从而有利于在热轧尖角管的角度偏移误差小时能够扩大误差,从而有利于识别热轧尖角管的角度偏移误差,根据激光接收器识别到的激光位置读取热轧尖角管的边缘角度。
27、优选的,还包括:
28、支撑组件,用于对热轧尖角管的四壁进行支撑,以支撑热轧尖角管水平输送通过所述检测仓的内部;
29、所述控制单元还用于在所述定位识别件识别热轧尖角管进入所述检测仓的内部后,控制所述支撑组件启动以对热轧尖角管进行支撑;
30、通过支撑组件对热轧尖角管的四壁进行支撑,使得热轧尖角管受到支撑后处于检测仓的中心位置,从而有利于避免热轧尖角管在输送过程中产生偏移,造成影响v形铰接架对热轧尖角管的边缘角度检测准确性的情况发生。
31、与现有技术相比,本发明具有以下有益效果:
32、1、本发明通过v形铰接架和压力传感组件的设置,对热轧尖角管的四个边缘角进行垂直度检测,并且在热轧尖角管不断通过v形铰接架时,能够持续对热轧尖角管的边缘角进行检测,从而有利于持续对热轧尖角管的垂直度进行检测,在检测出热轧尖角管垂直度合格时,能够通过外设的锯切装置对热轧尖角管进行锯切,从而锯切出热轧尖角管的垂直度不合格段。
33、2、本发明通过伸缩驱动件的设置,使得热轧尖角管在向检测仓的内部移动时,避免由于端部变形而撞击v形铰接架,在热轧尖角管进入v形铰接架之间时,通过伸缩驱动件推动v形铰接架向检测仓的中心处移动,从而有利于在v形铰接架贴合热轧尖角管的边缘时,能够由初始状态时的锐角状态通过推动逐渐贴合适配热轧尖角管的角度,从而有利于对热轧尖角管的垂直度测量的准确性。
34、3、本发明通过激光灯和反射镜的设置,有利于在热轧尖角管的角度偏移误差小时能够扩大误差,从而有利于识别热轧尖角管的角度偏移误差,根据激光接收器识别到的激光位置读取热轧尖角管的边缘角度。
- 还没有人留言评论。精彩留言会获得点赞!