一种基于同轴度检测设备的在线自动测量方法与流程
本发明属于同轴度计算,具体地涉及一种基于同轴度检测设备的在线自动测量方法。
背景技术:
1、汽车零部件中有很多产品、空调压缩机等需要进行严格的同轴度检查,特别是出口产品的检查更加严密。因此能否准确地测量出此类零件的同轴度对以后的装配有着一定的影响。同轴度比较难测,基本上都是采用三坐标和打表测量。
2、三坐标测量对于基准圆柱与较短的被测圆柱距离较远时不能用测量软件直接求得,需要使用公式人工计算。
3、打表测量法需要人工采用百分表、表座、表架、刃口状v形块 、平板、全棉布数块、防锈油等较多工具进行测量。
4、采用现有的技术,其不仅依赖人工,人工成本高;且出错率高。
技术实现思路
1、为了解决现有同轴度测量方法存在依赖人工、出错率高的问题,本发明提供一种基于同轴度检测设备的在线自动测量方法,其可自动实现同轴度测量,准确性高且效率高。
2、本发明的目的通过以下技术方案来实现:
3、本发明公开一种基于同轴度检测设备的在线自动测量方法,包括以下步骤:
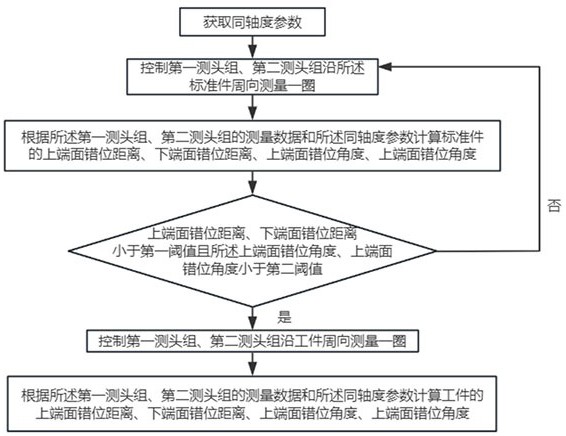
4、获取同轴度参数,所述同轴度参数包括标准件直径、工件直径、测量间隔角度、第一测头组中的两个测头错位距离补偿值、第一测头组中的两个测头错位位置测量补偿值、第二测头组中的两个测头错位距离补偿值、第二测头组中的两个测头错位位置测量补偿值、同轴度合格上限值、第一测头组与第二测头的高度差、第一测头组与工件上端面的高度差、第二测头组与工件下端面的高度差,其中,第一测头组中的两个测头位于上平面上,第一测头组中的两个测头位于下平面上;
5、控制第一测头组、第二测头组沿所述标准件周向测量一圈,其中,测头读取数据点位间隔的角度差为测量间隔角度;
6、根据所述第一测头组、第二测头组的测量数据和所述同轴度参数计算标准件的上端面错位距离、下端面错位距离、上端面错位角度、上端面错位角度;
7、响应于所述上端面错位距离、下端面错位距离小于第一阈值且所述上端面错位角度、上端面错位角度小于第二阈值,安装待测量工件;
8、控制第一测头组、第二测头组沿工件周向测量一圈,其中,相邻两侧测量时同一测头的测量角度差为测量间隔角度;
9、根据所述第一测头组、第二测头组的测量数据和所述同轴度参数计算工件的上端面错位距离、下端面错位距离、上端面错位角度、上端面错位角度。
10、本发明与现有技术相比,至少具有以下优点和有益效果:
11、采用本发明的方法可自动实现同轴度测量,准确性高且效率高。
技术特征:
1.一种基于同轴度检测设备的在线自动测量方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于同轴度检测设备的在线自动测量方法,其特征在于:所述根据所述第一测头组、第二测头组的测量数据和所述同轴度参数计算标准件的上端面错位距离、下端面错位距离、上端面错位角度、上端面错位角度,包括:
3.根据权利要求2所述的一种基于同轴度检测设备的在线自动测量方法,其特征在于:所述计算标准件的第一测头组两个测头的错位角度、第二测头组两个测头的错位角度,包括:
4.根据权利要求3所述的一种基于同轴度检测设备的在线自动测量方法,其特征在于:所述提取标准件在公差范围0.003mm内同层测头差值数据,并根据历史数据列表中的数据形成新的数据列表,包括:
5.根据权利要求2所述的一种基于同轴度检测设备的在线自动测量方法,其特征在于:根据所述第一测头组、第二测头组的测量数据和所述同轴度参数计算工件的上端面错位距离、下端面错位距离、上端面错位角度、上端面错位角度,包括:
6.根据权利要求1所述的一种基于同轴度检测设备的在线自动测量方法,其特征在于:所述第一阈值为0.01mm, 第二阈值为10°。
技术总结
本发明公开了一种基于同轴度检测设备的在线自动测量方法,包括以下步骤:获取同轴度参数;控制第一测头组、第二测头组沿所述标准件周向测量一圈;根据第一测头组、第二测头组的测量数据和所述同轴度参数计算标准件的上端面错位距离、下端面错位距离、上端面错位角度、上端面错位角度;响应于上端面错位距离、下端面错位距离小于第一阈值且所述上端面错位角度、上端面错位角度小于第二阈值,安装待测量工件,控制第一测头组、第二测头组沿工件周向测量一圈;根据所述第一测头组、第二测头组的测量数据和所述同轴度参数计算工件的上端面错位距离、下端面错位距离、上端面错位角度、上端面错位角度。其可自动实现同轴度测量,准确性高且效率高。
技术研发人员:王修珍,冯卫东,罗国宁,李介
受保护的技术使用者:四川普什宁江机床有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!