用于将钟表部件结合的方法与流程
1.本发明涉及钟表领域,并且更具体地涉及一种用于将钟表部件结合以形成钟表部件的一体式组件的方法。
背景技术:
2.在钟表领域中,一些钟表部件可以借助于粘合剂(在施用时为液体粘合剂)彼此组装。
3.例如,在机械手表的杠杆式擒纵机构中,擒纵叉瓦(通常由红宝石制成)通过结合(bonding)被附接到擒纵叉杆上,所述结合通常使用溶解在酒精溶剂中的虫胶。虫胶是一种天然的热熔树脂,即,它在高于其熔点(tm)的温度下类似于蜂蜜,而在低于其熔点(tm)或低于其玻璃化转变温度(tg)时呈固体状。取决于擒纵叉杆的制造工艺,结合步骤的结果可能不符合要求,这要么是因为擒纵叉瓦的机械强度不足,要么是因为滴状物的美学效果超出了规格。在这两种情况下,不合格的原因通常是表面张力问题。
4.虫胶由东南亚森林中的雌性介壳虫分泌。虫胶的成分高度取决于介壳虫的饮食和收获季节。所收获的材料进行提纯和加工,但永远无法保证所获得的纯度和成分。因此,即使不是完全不可能,但也很难保证这种天然产品随着时间的推移保持一致的性能水平。
5.另一方面,工业过程不够稳健以保证擒纵叉杆本体的清洁度,从而保证表面张力不变。可能存在各种物理或化学污染,例如颗粒、水吸附或其它物质,所有这些都会影响虫胶沉积时表面的反应。
6.擒纵叉瓦根据需要全部或部分地涂覆有防油扩散剂(epilame)。防油扩散剂是一种在一个方向或另一个方向上改变基材的表面张力的产品。它通常以不可见的疏水和疏油分子层的形式存在,并被沉积以防止润滑剂或其组分扩散。防油扩散剂要么使润滑剂附着以将润滑剂保持就位,要么排斥润滑剂以将润滑剂保持在特定区域。旨在通过防油扩散剂涂层来控制表面张力。然而,已经观察到,在防油扩散剂涂覆过程中,是在可能脏的制造步骤之后定期进行部件清洁操作。这种清洁至少会部分地降低防油扩散效果,从而导致有损擒纵叉瓦的结合的表面特性的波动。相反,可以使用高阻力防油扩散剂。然而,这些高阻力防油扩散剂会导致表面张力与虫胶对表面的润湿不相容。在这种情况下,擒纵叉瓦不能被结合,因为虫胶会倾向于从涂有防油扩散剂的表面逸出。
7.通过结合而组装的钟表部件的另一示例可用于摆轮机构,更具体地涉及结合在其外桩上的游丝。
8.本发明的一个目的是提供一种用于准备钟表部件以进行结合的方法。
技术实现要素:
9.本发明的一个方面涉及一种用于将钟表部件结合的方法,该方法包括将粘合剂施加到要彼此结合的第一和/或第二钟表部件上,并通过将底漆组合物喷涂在这些第一和第二部件中的每一个的表面的一部分上的局部接合区域中/上,将粘附层(修整、粘附底漆)沉
积在要结合的第一和第二部件中的至少一者上。因此,粘合剂以形成粘合剂层的方式施加。在粘合剂的这种施加或这种粘合剂层的沉积之后,是底漆组合物的固化。应当注意的是,所述接合区域可称为结合区域。如果将粘合剂施加到与粘附层相同的一个或多个部件上,则在施加粘合剂之前沉积粘附层,并且必要时在使第一和第二钟表部件彼此接触之前沉积粘附层。
10.本发明特别提出通过喷涂来沉积粘附层。例如,这可以借助于气溶胶喷射技术(商标为optomec)或通过任何其它数字印刷技术来实现。这些技术现在允许在体积和位置两方面都以高精度来沉积流体材料。它们可以适用于钟表部件,如专利申请wo 2016/203063和ep1172714中所示。本发明特别地利用了这种沉积技术潜在的精度来准备钟表部件以用于结合。通过使用数字印刷的粘附层,为这些部件提供精确界定的结合区域,该结合区域的表面张力适于粘合剂。这使得使用阻力更大的防油扩散剂成为可能,这些防油扩散剂不能被要使用的粘合剂润湿或仅被略微润湿。
11.优选地,使用喷嘴来喷涂流体的底漆组合物,该喷嘴安装成能够在多轴机械臂上移动以便改变该喷嘴相对于要在其上形成粘附层的第一和/或第二部件的取向。或者,可以使用喷嘴从上到下大致竖直地喷涂底漆组合物,在这种情况下,要在其上形成粘附层的第一和/或第二部件安装成能够在多轴机械臂上移动以便改变其相对于喷嘴的取向。此第二种可能性的优点是喷涂可以保持竖直,这能够有利于粘附层的精确定界。
12.底漆组合物可以包括可辐射固化的材料(利用紫外线和/或电子束辐射),并且在这种情况下,底漆组合物的层通过暴露于辐射被固化。
13.底漆组合物还可以包含热固性材料,在这种情况下,底漆组合物的层通过热处理被固化。
14.底漆组合物可以是油墨的形式,其包含溶解或悬浮在溶剂中的底漆组合物。底漆组合物也可以是聚合物树脂(有或没有矿物填料)的形式,其包含反应性稀释剂而不是挥发性溶剂。
15.根据本发明的一个实施例,要彼此结合的第一和第二钟表部件中的至少一者涂覆有防油扩散剂。粘附层可以形成在涂覆有防油扩散剂的钟表部件上。
16.粘合剂可以包括虫胶。或者,粘合剂可包括环氧树脂粘合剂。
17.根据一个具体实施例,使用包含虫胶的粘合剂将钟表部件彼此结合,其中至少一个钟表部件上涂有防油扩散剂。在这种情况下,粘附层优选地对虫胶和防油扩散剂两者都具有化学和/或物理亲和性。应当注意的是,这两个钟表部件都可以涂有防油扩散剂。
18.应当注意的是,可以使用与粘附层相同的技术来施加粘合剂。更具体地,可以通过粘合剂喷嘴来施加粘合剂,该喷嘴:
[0019]-安装成能够在多轴机械臂上移动,以便改变该喷嘴相对于其上必须施加粘合剂的第一和/或第二部件的取向;或
[0020]-从上至下基本竖直地定向,并且其上必须施加粘合剂的第一和/或第二部件安装成能够在多轴机械臂上移动以便改变该第一和/或第二部件相对于粘合剂喷嘴的取向。
[0021]
可以看出,归功于本发明,各种钟表部件能够被结合在一起。例如:
[0022]-第一钟表部件可以是擒纵叉杆,第二钟表部件可以是擒纵叉瓦,
[0023]-第一钟表部件可以是游丝外桩,第二钟表部件可以是游丝,
[0024]-第一钟表部件可以是摆轮/轮片,第二钟表部件可以是摆轴,例如金属摆轴,
[0025]-第一钟表部件可以是分度块(index block),第二钟表部件可以是表盘。
[0026]
可以被结合的部件的列表并不是详尽的。本发明可用于改进已经通过结合彼此附接的钟表部件的结合(这是擒纵叉杆及其擒纵叉瓦的情况)。然而,本发明可用于实现目前通过其它方式(例如通过夹紧或铆接)附接的钟表部件的结合。特别要提及的是,在金属(例如钢)摆轴上的具有易碎设计的移动板/摆轮(由于其很薄和/或其由易碎材料如硅制成的事实)。这些钟表部件的结合将防止或至少减少由于铆接或压入操作而导致的板的变形或断裂,同时保证在对其施加应力时板与其轴之间的凝聚强度。
[0027]
粘附层可以是基于聚合物的,例如基于聚氨酯、丙烯酸酯或环氧化物。应当注意的是,对于贵金属,可以使用某些含有硫醇的产品。可以理解,本领域技术人员将根据钟表部件的性质以及粘合剂来选择底漆组合物。应当注意,在基于聚合物的底漆组合物的情况下,经历(不可逆)交联的聚合物是优选的。然而,关于粘合剂,为了结合某些部件,优选热固性粘合剂,而在另一些情况下,优选热塑性粘合剂。
[0028]
本发明的各个方面使得能够改善钟表部件的结合,减少污垢的影响,使用阻力更强的防油扩散剂,和/或有利于粘合剂的施加,同时遵守滴状物的品质标准(位置、数量)。
[0029]
本发明的又一方面涉及一种钟表部件的一体式组件,该组件包括能够通过这种结合方法彼此连接的第一和第二部件。
[0030]
根据另一些实施例:
[0031]-一体式组件包括连接第一和第二部件的接合区域的接合部;
[0032]-接合部由一层粘合剂和一粘附层形成,该粘附层特别是底漆组合物的层;
[0033]-第一钟表部件是擒纵叉杆,第二钟表部件是擒纵叉瓦;
[0034]-第一钟表部件是游丝外桩,第二钟表部件是游丝;
[0035]-第一钟表部件是摆轮/轮片,第二钟表部件是摆轴,以及
[0036]-第一钟表部件是分度块,第二钟表部件是表盘。
[0037]
本发明的另一方面涉及一种包括这种钟表部件的一体式组件的钟表。
附图说明
[0038]
在参考附图阅读以下出于说明目的给出的对某些有利实施例的详细描述之后,将更好地理解本发明的其它特征和特点,附图示出:
[0039]
图1:根据本发明的结合方法的第一实施例的图;
[0040]
图2:根据本发明的结合方法的第二实施例的图。
具体实施方式
[0041]
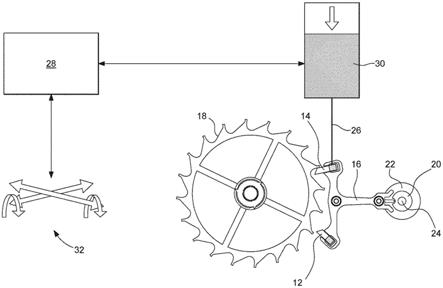
图1和2示意性示出了根据本发明的结合方法的实施例。如上文所述,根据本发明的方法可用于将擒纵叉瓦12、14结合到机械手表的擒纵机构10的擒纵叉杆16上。附图示出了瑞士杠杆式擒纵机构10。它包括通常由淬火抛光钢制成的擒纵轮18。擒纵叉杆16将擒纵轮连接到摆轮(图中示出了小圆盘20、大圆盘22和摆轴24),并且可以在两个位置之间以摆轮-游丝组件施加的速率切换。在每个半周期,擒纵轮18向擒纵叉杆16提供一次冲击,擒纵叉杆16将该冲击传递到摆轮以维持摆轮的振荡。由于红宝石的硬度和低摩擦系数,擒纵叉
瓦12、14通常由红宝石制成,并且借助于基于虫胶的粘合剂结合到擒纵叉杆16上。
[0042]
擒纵叉瓦12、14根据需要全部或部分地涂覆有防油扩散剂。本发明使得可以使用高阻力的防油扩散剂,因为可以在施加虫胶之前使用粘附层来准备擒纵叉瓦12、14上的结合区域,该粘附层调节表面张力以便令人满意地允许表面被虫胶润湿。粘附层是通过利用直接在部件上进行数字印刷的方法来施加底漆组合物而形成的。特别地,可以通过喷涂形式为油墨26的底漆组合物来沉积粘附层。油墨的量和每个液滴的位置由控制单元28(例如微处理器或计算机等)精确控制。控制单元28特别是调节部件相对于油墨喷嘴的位置和取向。相对于印刷介质定向和定位喷嘴30的可能性由附图标记32示意性地示出。
[0043]
被印刷的部件在印刷期间可以保持静止不动。在这种情况下,使用这样的喷嘴30喷涂底漆组合物,即,该喷嘴30安装成使得它能够例如在多轴机械臂上移动以便改变其相对于部件——即,在所示的情况下,擒纵叉瓦12或14或擒纵叉杆16——的取向。然而,优选地,喷嘴30在印刷期间保持从上至下竖直地定向,并且部件在这种情况下安装成使得它能够例如在多轴机械臂上移动以便改变其相对于喷嘴30的取向。
[0044]
根据第一替代实施例,在沉积于部件表面上之后,底漆组合物被固化。根据第二替代实施例,在将粘合剂施加到要彼此结合的第一和/或第二钟表部件上之后,底漆组合物被固化。应该注意的是,在这两个替代实施例中,如果将粘合剂施加到与粘附层相同的部件上,则可以在施加粘合剂之前沉积粘附层。底漆组合物的这种固化有助于确保彼此结合的钟表部件的牢固粘附。
[0045]
在这两个替代实施例中,根据底漆组合物的性质来执行固化,例如,在可辐射固化材料的情况下通过紫外线辐射或通过电子束,在热固性材料的情况下通过热处理,通过激光烧结,或单纯通过溶剂的蒸发来执行固化。应当注意的是,这种蒸发可以是自然的或强制的。固化方法可以组合多种这些可能性,例如以加速固化。
[0046]
除了擒纵叉瓦12、14之外,还可以将粘附层施加到擒纵叉杆16上。粘附层的组成可以与施加到擒纵叉瓦12、14上的粘附层相同,前提是在这两种部件上的附着力足够强。或者,可以在擒纵叉杆16和擒纵叉瓦12、14上使用不同的粘附层。在此背景下,这些擒纵叉瓦12、14和擒纵叉杆16因此形成钟表部件的一体式组件。
[0047]
虽然图1示意性示出了底漆组合物由单一流体组成的实施例,但图2示出了底漆组合物是现场混合的双组分组合物的情况。在这种情况下,两种反应流体26a和26b在钟表部件上的结合区域中聚集在一起。
[0048]
本发明的另一方面涉及一种钟表部件的一体式组件,该一体式组件包括能够通过这种方法彼此连接的第一和第二部件。这种一体式组件包括连接第一和第二部件的接合区域的接合部。该接合部由一层粘合剂和一个粘附层形成,所述粘附层特别是底漆组合物的层。在该一体式组件中:
[0049]-第一钟表部件是擒纵叉杆,第二钟表部件是擒纵叉瓦;
[0050]-第一钟表部件是游丝外桩,第二钟表部件是游丝;
[0051]-第一钟表部件是摆轮,第二钟表部件是摆轴;
[0052]-第一钟表部件是分度块,第二钟表部件是表盘。
[0053]
本发明的又一方面涉及一种包括这种钟表部件的一体式组件的钟表。
[0054]
尽管已经详细描述了特定实施例,但是本领域技术人员应了解,根据本发明的当
前公开内容的一般教导,可以开发以上内容的各种修改和替代。因此,本文描述的具体布置和/或方法仅用于说明目的而非旨在限制本发明的范围,本发明的范围由所附权利要求的范围确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1